頂蓋外板全景天窗后角頂面彈性回復(fù)補(bǔ)償方法研究
2020-11-12 09:32:36劉海東
模具工業(yè) 2020年11期
關(guān)鍵詞:區(qū)域
楊 月,趙 鋒,劉海東
(一汽奔騰轎車(chē)有限公司,吉林 長(zhǎng)春 130012)
0 引言
頂蓋外板天窗后角頂面彈性回復(fù)屬于工藝缺陷,彈性回復(fù)嚴(yán)重程度取決于制件造型的復(fù)雜程度。隨著國(guó)內(nèi)汽車(chē)多曲率的曲線(xiàn)造型設(shè)計(jì)不斷增加,特征角度變化更多,頂蓋外板天窗后角頂面彈性回復(fù)就越嚴(yán)重,導(dǎo)致成形的制件表面質(zhì)量降低,影響整車(chē)美觀度。現(xiàn)基于CAE分析中量化顯示的應(yīng)力狀態(tài)及減薄狀態(tài),進(jìn)而量化CAE分析中的彈性回復(fù)控制數(shù)據(jù),判斷模具零件型面補(bǔ)償方法“過(guò)A面補(bǔ)償”的逐次補(bǔ)償數(shù)據(jù),并對(duì)模具零件A面(A級(jí)曲面,既要滿(mǎn)足造型的特征要求,又要滿(mǎn)足工藝要求,對(duì)于沖模A面就是理論模具零件型面。)與工序件型面的測(cè)量數(shù)據(jù)進(jìn)行對(duì)比,確定增量補(bǔ)償值,通過(guò)合理的壓料控制、標(biāo)準(zhǔn)的研磨方法,可以有效控制頂蓋外板天窗后角頂面彈性回復(fù)問(wèn)題。
1 頂蓋外板天窗后角頂面彈性回復(fù)問(wèn)題
1.1 天窗后角頂面彈性回復(fù)的狀態(tài)
某車(chē)型頂蓋天窗后角區(qū)域存在頂面彈性回復(fù),且左右側(cè)存在的問(wèn)題及所在位置相近,如圖1橢圓處所示,屬于不可接受的缺陷。通過(guò)沖壓生產(chǎn)后進(jìn)行返修消除缺陷,成本高,必須對(duì)頂蓋外板天窗后角頂面彈性回復(fù)進(jìn)行分析及控制。

圖1 天窗后角頂面彈性回復(fù)位置
1.2 天窗后角頂面彈性回復(fù)問(wèn)題分析
1.2.1 工藝評(píng)審問(wèn)題
頂蓋頂面存在特征區(qū)域,區(qū)域型面特性為兩側(cè)主棱線(xiàn)突出,采用減低內(nèi)部相接型面的反成形造型設(shè)計(jì),天窗口左右側(cè)特征區(qū)域成形寬度為89 mm。模擬分析結(jié)果顯示,頂蓋天窗后部存在主應(yīng)變不足的問(wèn)題,產(chǎn)生原因是頂蓋外板局部特征深度過(guò)深,導(dǎo)致A面主應(yīng)變不足,如圖2所示。

圖2 頂蓋外板天窗口左右側(cè)特征區(qū)域
經(jīng)過(guò)工藝評(píng)審,將特征區(qū)域深度由原來(lái)的5 mm降低至3 mm以下,并且后部主棱線(xiàn)向內(nèi)120 mm范圍消除特征造型,如圖3所示,以此緩解天窗后部主應(yīng)變不足的問(wèn)題。

圖3 頂蓋外板天窗口左右側(cè)特征造型修改
制件造型工藝評(píng)審后,針對(duì)性的修改引起缺陷問(wèn)題的造型,模擬分析結(jié)果顯示,局部區(qū)域仍然存在主應(yīng)變不足,且仍有成形不均勻的現(xiàn)象,如圖4所示。

圖4 主應(yīng)變不足區(qū)域
1.2.2 模具零件特征區(qū)域分析
從拉深模的特征區(qū)域狀態(tài)分析,拉深模成形天窗后角區(qū)域型面必定導(dǎo)致該區(qū)域板料存在成形不充分的趨勢(shì),彈性回復(fù)集中在天窗口圓角區(qū)域的正向成形與反向成形的交界處,如圖5所示,也是主應(yīng)變不足的交界區(qū)域。
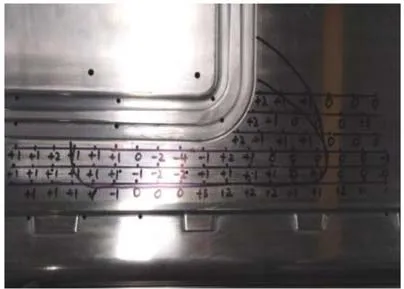
圖5 成形頂蓋拉深模凸模特征區(qū)域狀態(tài)
從整形模的特征區(qū)域狀態(tài)分析,整形模成形天窗后角區(qū)域型面一定對(duì)該區(qū)域板料產(chǎn)生二次成形變化的影響,彈性回復(fù)集中在拉深件缺陷位置,如圖6所示,也是主應(yīng)變不足的交界區(qū)域。
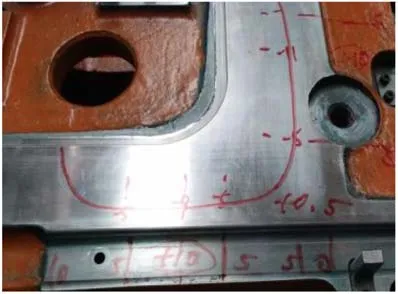
圖6 成形頂蓋整形模凸模特征區(qū)域狀態(tài)
1.2.3 成形工藝分析
拉深模零件型面設(shè)計(jì)中,成形天窗后角頂部型面需要全面著色,如圖7所示。鑒于天窗后角存在主應(yīng)變不足現(xiàn)象,成形天窗后角區(qū)域型面需要進(jìn)行強(qiáng)壓,以緩解該區(qū)域板料存在成形不充分的趨勢(shì)。另外,在拉深模成形天窗后角的凸模型面研磨過(guò)程中,如果出現(xiàn)A面基準(zhǔn)型面不足以支撐模具零件內(nèi)表面狀態(tài),板料在該區(qū)域拉深后頂面會(huì)向凸模型面基準(zhǔn)產(chǎn)生塌陷,導(dǎo)致該區(qū)域凸凹模型面完全合模校正拉深件形狀失效,天窗后角頂面成形不均勻。
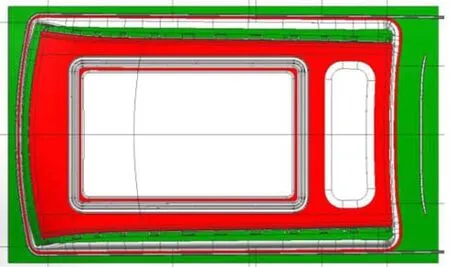
圖7 成形頂蓋拉深模零件型面設(shè)計(jì)
沖孔修邊模零件型面設(shè)計(jì)中成形天窗后角頂部型面不需要全面著色,如圖8所示,以免引起拉深件天窗后角區(qū)域型面強(qiáng)行變形,影響天窗后角狀態(tài)的穩(wěn)定。

圖8 沖孔修邊模零件型面設(shè)計(jì)
整形模零件型面設(shè)計(jì)中成形天窗后角頂部型面需要全面著色,如圖9所示。鑒于天窗后角存在主應(yīng)變不足現(xiàn)象,成形天窗后角區(qū)域型面需要進(jìn)行強(qiáng)壓,以緩解該區(qū)域板料存在沖孔修邊后應(yīng)力釋放帶來(lái)的彈性回復(fù)。另外整形模成形天窗后角凸模型面研磨過(guò)程中如果出現(xiàn)A面基準(zhǔn)型面不足以支撐模具零件內(nèi)表面,板料在該區(qū)域整形后頂面會(huì)向凸模型面基準(zhǔn)產(chǎn)生塌陷,導(dǎo)致天窗后角頂面彈性回復(fù)狀態(tài)變化。
根據(jù)各個(gè)工序的模具零件型面分析,拉深模零件型面存在不均勻性,且凸、凹模完全合模狀態(tài)影響拉深件的成形狀態(tài),后工序整形模同樣存在模具零件型面不均勻性,且壓料失控問(wèn)題將對(duì)整形件彈性回復(fù)進(jìn)一步惡化。
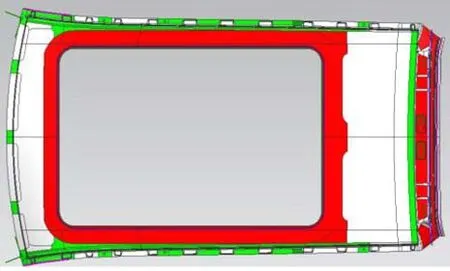
圖9 整形模零件型面設(shè)計(jì)
1.2.4 工序件彈性回復(fù)狀態(tài)分析
為了更好地確定頂蓋天窗后角頂面數(shù)據(jù)的變化,對(duì)各工序件進(jìn)行對(duì)應(yīng)位置測(cè)量,再根據(jù)變化進(jìn)行對(duì)比確認(rèn),如圖10所示,確認(rèn)工序件數(shù)據(jù)偏差量,如表1所示,對(duì)比工序件變化趨勢(shì)。
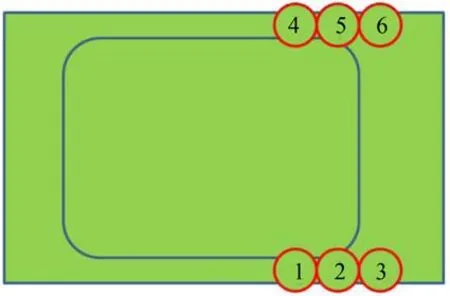
圖10 頂蓋天窗后角區(qū)域測(cè)量位置

表1 頂蓋工序件天窗后角頂面偏差量測(cè)量數(shù)據(jù) mm
由表1數(shù)據(jù)可以看出,各個(gè)工序都存在變化量,1、2、4、5左右對(duì)稱(chēng)位置彈性回復(fù)偏差值逐漸變小;3、6左右對(duì)稱(chēng)位置彈性回復(fù)偏差值逐漸變大。通過(guò)該現(xiàn)象確定天窗整形模零件型面存在較大偏差,成形天窗口壓料型面失控;拉深工序中2和5、3和6左右對(duì)稱(chēng)位置彈性回復(fù)偏差值達(dá)到0.04 mm,確定是拉深模成形天窗后角左右兩側(cè)型面存在A面基準(zhǔn)型面不足以支撐模具零件內(nèi)表面狀態(tài)且不對(duì)稱(chēng),強(qiáng)壓型面失效。
1.2.5 補(bǔ)償量分析
根據(jù)CAE分析中的主應(yīng)變變化及壁厚減薄數(shù)據(jù)與制件的變化進(jìn)行對(duì)比,確認(rèn)拉深工序和整形工序型面補(bǔ)償量。在拉深工序中補(bǔ)償減薄問(wèn)題時(shí),采用加深成形深度的方式,從經(jīng)驗(yàn)值可知,每增加減薄率0.5%,整體成形深度需要增加5 mm。依據(jù)經(jīng)驗(yàn)值進(jìn)行減薄不合理位置的補(bǔ)償值計(jì)算,如圖11所示,對(duì)應(yīng)制件測(cè)量位置取棱線(xiàn)臨接點(diǎn)減薄數(shù)據(jù)①4.0%;②4.5%;③3.0%。為了保證減薄均勻性,以②號(hào)數(shù)據(jù)4.5%為基準(zhǔn)計(jì)算減薄率差值為①0.5%;②0;③1.5%,這些減薄率差值就是需要補(bǔ)償?shù)难由炻什钪担鶕?jù)延伸率公式δ=(L1-L)/L,①補(bǔ)償后的成形線(xiàn)長(zhǎng)=(0.5%×89)+89=89.45 mm,③補(bǔ)償后的成形線(xiàn)長(zhǎng)=(1.5%×89)+89=90.34 mm;根據(jù)線(xiàn)性形狀,兩端點(diǎn)連直線(xiàn)后計(jì)算原始線(xiàn)長(zhǎng)近似圓上任意兩點(diǎn)間的直線(xiàn)距離A0=88.28 mm;再根據(jù)線(xiàn)性形狀,兩端點(diǎn)連直線(xiàn)后計(jì)算補(bǔ)償線(xiàn)長(zhǎng)近似圓上任意兩點(diǎn)間的直線(xiàn)距離A1=88.76 mm,A3=89.64 mm。
同樣的計(jì)算方式應(yīng)用在整形模上,如圖12所示,對(duì)應(yīng)制件測(cè)量位置取棱線(xiàn)臨接點(diǎn)減薄數(shù)據(jù)①4.0%;②4.4%;③3.0%。為了保證減薄均勻性,以②號(hào)數(shù)據(jù)4.4%為基準(zhǔn)計(jì)算減薄率差值①0.4%;②0;③1.4%,這些減薄率差值就是需要補(bǔ)償?shù)难由炻什钪担鶕?jù)延伸率公式①補(bǔ)償后的成形線(xiàn)長(zhǎng)=(0.4%×89)+89=89.36 mm,③補(bǔ)償后的成形線(xiàn)長(zhǎng)=(1.4%×89)+89=90.25 mm;根據(jù)線(xiàn)性形狀,兩端點(diǎn)連直線(xiàn)后計(jì)算原始線(xiàn)長(zhǎng)近似圓上任意兩點(diǎn)間的直線(xiàn)距離B0=88.28 mm;再根據(jù)線(xiàn)性形狀,兩端點(diǎn)連直線(xiàn)后計(jì)算補(bǔ)償線(xiàn)長(zhǎng)近似圓上任意兩點(diǎn)間的直線(xiàn)距離B1=88.69 mm,B3=89.50 mm。
由于拉深補(bǔ)償后的成形線(xiàn)長(zhǎng)最深點(diǎn)垂直距離通過(guò)圓心,在CATIA進(jìn)行確認(rèn)的成形線(xiàn)長(zhǎng)最深點(diǎn)垂直距離H(H1=1.232 mm;H3=1.257 mm),如圖13所示,得出原有成形線(xiàn)長(zhǎng)最深點(diǎn)垂直距離H0=1.219 mm,H1-H0=0.013 mm;H3-H0=0.038 mm;理論補(bǔ)償量等于這些差值加上模具零件型面缺失量,對(duì)比工序件變化趨勢(shì),如表2所示。

圖11 拉深CAE分析主應(yīng)變及減薄數(shù)據(jù)

圖12 整形CAE分析主應(yīng)變及減薄數(shù)據(jù)
由于整形補(bǔ)償后的成形線(xiàn)長(zhǎng)最深點(diǎn)垂直距離通過(guò)圓心,在CATIA進(jìn)行確認(rèn)的成形線(xiàn)長(zhǎng)最深點(diǎn)垂直距離H′(H′1=1.230 mm;H′3=1.253 mm),如圖14所示,得出原有成形線(xiàn)長(zhǎng)最深點(diǎn)垂直距離H′0=1.219 mm,H′1-H′0=0.011 mm;H′3-H′0=0.034 mm;理論補(bǔ)償量等于這些差值加上模具零件型面缺失量,對(duì)比工序件變化趨勢(shì),如表2所示。
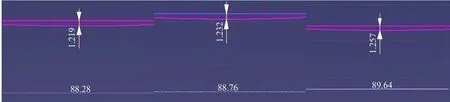
圖13 拉深補(bǔ)償數(shù)據(jù)在CATIA中分析

圖14 整形補(bǔ)償數(shù)據(jù)在CATIA中分析

表2 工序件測(cè)量數(shù)據(jù)與理論補(bǔ)償數(shù)據(jù)對(duì)比 mm
由表2可以看出,圖10中所示左右側(cè)對(duì)稱(chēng)的1、2、3號(hào)位置的模具零件型面補(bǔ)償量中,拉深模較少,整形模較多。根據(jù)減薄率補(bǔ)償經(jīng)驗(yàn)值與實(shí)際需要補(bǔ)償?shù)臏p薄差值對(duì)比,模具零件型面補(bǔ)償量需要均值的3倍補(bǔ)償量,才能達(dá)到理論補(bǔ)償狀態(tài)。鑒于拉深模零件型面平面度要求,以均值0.04×3=0.12 mm為基礎(chǔ)數(shù)據(jù)進(jìn)行補(bǔ)償,取值0.1 mm;鑒于整形模零件型面有二次矯正的要求,以均值0.08×3=0.24 mm為基礎(chǔ)數(shù)據(jù)進(jìn)行補(bǔ)償,取值0.2 mm,另外由于天窗口沖孔修邊后應(yīng)力釋放帶來(lái)二次彈性回復(fù),進(jìn)行2倍補(bǔ)償量取0.4 mm。
2 方案實(shí)施及效果確認(rèn)
2.1 總體方案
通過(guò)分析,在頂蓋外板天窗沖壓成形過(guò)程中,拉深和整形工序?qū)μ齑昂蠼菑椥曰貜?fù)問(wèn)題的產(chǎn)生有較大影響,需要對(duì)拉深和整形工序進(jìn)行工藝及模具結(jié)構(gòu)優(yōu)化。受制件造型和成形工藝的限制,通過(guò)工藝優(yōu)化改善成形制件的彈性回復(fù)不可取,只能從模具結(jié)構(gòu)進(jìn)行頂蓋外板天窗后角彈性回復(fù)問(wèn)題的改進(jìn),具體方案如表3所示。

表3 實(shí)施方案
2.2 凸模過(guò)A面補(bǔ)償方法
過(guò)A面補(bǔ)償是車(chē)身外覆蓋件表面質(zhì)量提升的有效方法,過(guò)A面補(bǔ)償方法的主要工作過(guò)程為:①模具零件型面檢測(cè);②缺陷位置增量補(bǔ)償;③修正研模,具體過(guò)程如圖15所示。拉深模中,確認(rèn)位置1的缺陷狀態(tài)后,針對(duì)拉深凸模A面對(duì)應(yīng)的2位置進(jìn)行過(guò)A面補(bǔ)償,修正后得到拉深凸模型面3,通過(guò)凹模對(duì)應(yīng)位置4到底著色研磨,穩(wěn)定并減緩拉深件缺陷狀態(tài)。整形模中,位置5確認(rèn)缺陷狀態(tài)后,針對(duì)凸模A面對(duì)應(yīng)的位置6進(jìn)行過(guò)A面補(bǔ)償,修正后得到凸模型面7,通過(guò)壓料型面著色確認(rèn),針對(duì)整形壓料型面對(duì)應(yīng)的位置8進(jìn)行過(guò)A面補(bǔ)償,修正后得到翻邊整形壓料型面9,通過(guò)對(duì)壓料型面著色研磨,減緩或消除缺陷。

圖15 凸模過(guò)A面補(bǔ)償方法
2.3 實(shí)施情況
過(guò)A面補(bǔ)償一般從拉深開(kāi)始,然后進(jìn)行整形模零件型面補(bǔ)償。頂蓋外板造型平緩,并且此頂蓋天窗拉深預(yù)成形后會(huì)出現(xiàn)回彈現(xiàn)象,采用倒工序的過(guò)A面補(bǔ)償,即先進(jìn)行整形模零件型面補(bǔ)償,再進(jìn)行拉深模零件型面補(bǔ)償。
2.3.1 整形凸模型面過(guò)A面補(bǔ)償
整形凸模A面左右側(cè)采用精密冷焊進(jìn)行補(bǔ)償,補(bǔ)償前對(duì)凸模型面進(jìn)行測(cè)量,確認(rèn)補(bǔ)償位置與范圍,并采用分析得出的補(bǔ)償量進(jìn)行階段的增量補(bǔ)償、修研及工序件確認(rèn),如圖16和表4所示,工序件左右側(cè)凹坑狀態(tài)一致,油石打磨局部有虛線(xiàn)。
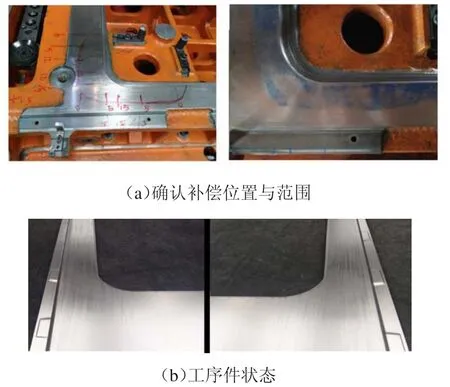
圖16 整形模型面補(bǔ)償及整形工序件狀態(tài)

表4 整形后天窗后角頂面補(bǔ)償量測(cè)量數(shù)據(jù) mm
根據(jù)測(cè)量數(shù)據(jù),可以確認(rèn)缺陷最深區(qū)域集中在圓角區(qū)域,通過(guò)拉深模零件型面可以進(jìn)行補(bǔ)償。
2.3.2 拉深凸模型面過(guò)A面補(bǔ)償
拉深凸模A面左右側(cè)采用精密冷焊進(jìn)行補(bǔ)償,對(duì)凸模型面進(jìn)行測(cè)量,確認(rèn)補(bǔ)償位置5范圍及補(bǔ)償量后,進(jìn)行階段的增量補(bǔ)償、修整、研磨及工序件確認(rèn),如圖17和表5所示,工序件左右側(cè)凹坑狀態(tài)一致,油石打磨有虛線(xiàn)。

圖17 拉深模型面補(bǔ)償及整形工序件狀態(tài)

表5 整形后天窗后角頂面補(bǔ)償量測(cè)量數(shù)據(jù) mm
根據(jù)測(cè)量數(shù)據(jù),可以確認(rèn)缺陷最深區(qū)域出現(xiàn)左右不對(duì)稱(chēng)現(xiàn)象,需要對(duì)整形壓料型面進(jìn)行可控研磨。
2.3.3 整形壓料型面研磨控制
整形模壓料進(jìn)行可控研磨,針對(duì)整形件缺陷位置對(duì)應(yīng)的壓料型面進(jìn)行著色確認(rèn),如圖18和表6所示,成形件左右側(cè)凹坑狀態(tài)一致,油石打磨無(wú)虛線(xiàn)。
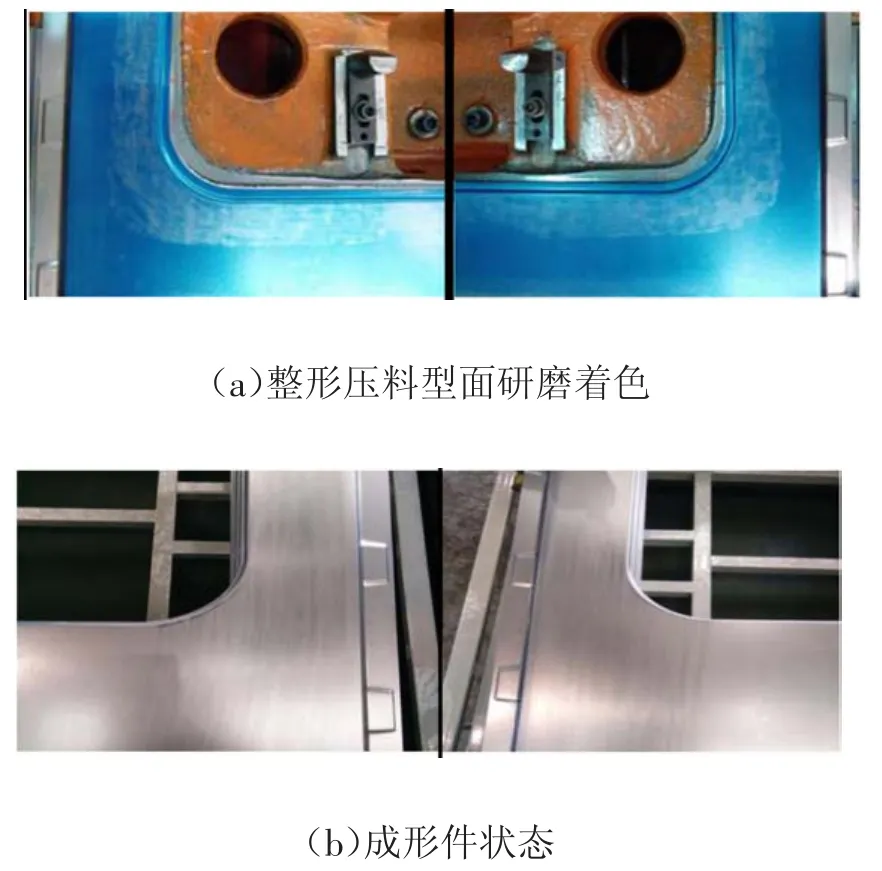
圖18 整形模壓料研磨及整形工序件狀態(tài)

表6 整形后天窗后角頂面補(bǔ)償量測(cè)量數(shù)據(jù) mm
2.4 效果驗(yàn)證
保證模具凸模型面補(bǔ)償?shù)那疤嵯拢龎毫闲兔鎻?qiáng)壓不實(shí)的影響,優(yōu)化拉深、整形模凸模A面狀態(tài),通過(guò)可控的整形壓料,以批量生產(chǎn)穩(wěn)定性驗(yàn)證效果。頂蓋天窗后角區(qū)域的模具零件型面在實(shí)施過(guò)A面補(bǔ)償后,對(duì)成形件進(jìn)行表面打磨,如圖19所示,缺陷已優(yōu)化至奧迪特評(píng)審C類(lèi)項(xiàng)。
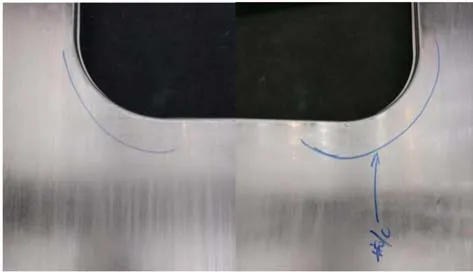
圖19 頂蓋外板天窗后角評(píng)審狀態(tài)
3 結(jié)束語(yǔ)
制件造型的復(fù)雜程度、工藝設(shè)計(jì)的合理性以及模具調(diào)試過(guò)程的不規(guī)范都會(huì)導(dǎo)致成形頂蓋天窗后角頂面出現(xiàn)彈性回復(fù)問(wèn)題。為了解決此類(lèi)問(wèn)題,以CAE分析中的合理補(bǔ)償量確定模具零件型面的補(bǔ)償量,在確保成形制件特性區(qū)域復(fù)雜程度對(duì)內(nèi)部成形主應(yīng)變影響最小,保證拉深凸凹模型面到底的前提下,采用過(guò)A面補(bǔ)償方法,對(duì)參與成形的各工序模具凸模A面進(jìn)行增量補(bǔ)償,對(duì)整形工藝壓料進(jìn)行可控補(bǔ)償,控制了頂蓋天窗后角頂面彈性回復(fù)問(wèn)題。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財(cái)經(jīng)大學(xué)學(xué)報(bào)(2015年3期)2015-12-10 03:49:15