復(fù)合鋼板球罐的焊接及缺陷處理
2020-11-14 07:46:52孫俊勝雒淑娟黨戰(zhàn)偉張淑雁白建軍曾瀟沄
化工機(jī)械 2020年5期
孫俊勝 雒淑娟 黨戰(zhàn)偉 張淑雁 宮 超 曹 宇 白建軍 曾瀟沄
(上海藍(lán)濱石化設(shè)備有限責(zé)任公司)
球罐是一種儲(chǔ)存氣體、液體(包括液化氣體)的壓力容器,由于它受力均勻,承載能力大,在相同直徑和相同工況下,薄膜應(yīng)力僅為圓筒形容器的一半,且在相同容積下,球殼表面積最小,質(zhì)量最輕,設(shè)備成本最低[1],因此,被廣泛應(yīng)用在化工、冶金、能源及軍事等領(lǐng)域中。 針對(duì)一些具有腐蝕性的介質(zhì),在設(shè)計(jì)時(shí),通常采用耐腐蝕性較好的純不銹鋼材料,但由于純不銹鋼材料的球罐造價(jià)成本較高,因此近年來(lái),壓力容器行業(yè)開始采用復(fù)合鋼板材料代替純不銹鋼材料設(shè)計(jì)、制造壓力容器,這樣既能滿足使用要求又能降低設(shè)備造價(jià)成本。
復(fù)合鋼板是由基層材料和覆層材料通過(guò)爆炸復(fù)合法、爆炸軋制復(fù)合及軋制復(fù)合等方法復(fù)合而成的雙金屬板[2]。 復(fù)合鋼板綜合基層材料和覆層材料各組元材料的性能優(yōu)勢(shì)特點(diǎn),既有基層材料所具有的結(jié)構(gòu)強(qiáng)度和剛度,又有覆層材料所具有的耐腐蝕、耐磨等特殊性能[3],實(shí)現(xiàn)各組元材料資源的最優(yōu)配置,節(jié)約貴重金屬材料,具有很好的經(jīng)濟(jì)效益和社會(huì)效益。 與此同時(shí),復(fù)合鋼板球罐焊接難度大,焊接缺陷較多,返修工序復(fù)雜,所以在安裝過(guò)程中,嚴(yán)格要求復(fù)合鋼板球罐的焊接作業(yè)。 筆者通過(guò)某復(fù)合鋼板球罐安裝項(xiàng)目,介紹了復(fù)合鋼板球罐的焊條選用、焊接方法、缺陷分析和返修方案。
1 復(fù)合鋼板球罐焊材選用
本復(fù)合鋼板球罐安裝項(xiàng)目中,復(fù)合鋼板球罐材料由基層碳鋼Q345R 和覆層不銹鋼S30403 組成,其中基層碳鋼厚度為20mm,覆層不銹鋼厚度為3mm。
復(fù)合鋼板球罐焊接材料分為3 種類型[4]:
a. 基層碳鋼焊條,焊材采用牌號(hào)J507,型號(hào)E5015;
b. 覆層焊縫與基層焊縫交界處采用的過(guò)渡層焊條,焊材采用牌號(hào)A302,型號(hào)E309;
c. 覆層不銹鋼焊條,焊條采用牌號(hào)A002,型號(hào)E308L。
基層焊接選用的碳鋼焊條應(yīng)保證焊縫金屬的力學(xué)性能高于或等于母材的力學(xué)性能。 覆層焊接選用的焊條應(yīng)保證焊縫金屬的耐腐蝕性能。 過(guò)渡層不僅要能隔離碳鋼層與不銹鋼層,而且還要能補(bǔ)償不銹鋼層因稀釋引起的合金元素 (如鉻、鎳等)的降低,使得覆層焊縫的合金成分保持應(yīng)有的水平。 過(guò)渡層焊接時(shí),基層結(jié)構(gòu)鋼的局部熔化使不銹鋼焊縫合金成分稀釋, 同時(shí)還存在鉻、鎳合金元素的燒損問(wèn)題。 這樣就會(huì)降低不銹鋼焊縫中的鉻、鎳合金元素含量,增加不銹鋼焊縫的含碳量,從而使不銹鋼焊縫中容易形成硬而脆的馬氏體組織,降低焊接接頭的塑性、韌性和耐腐蝕性能[5]。 因此,在實(shí)際焊接過(guò)程中,為了補(bǔ)償這些合金元素的損失,使過(guò)渡層的合金性能保持應(yīng)有的水平,應(yīng)該選用Cr、Ni 等合金元素含量高和碳含量低的焊接材料,還應(yīng)考慮抗裂性,控制焊縫的稀釋率。
在本項(xiàng)目中,過(guò)渡層焊接選用E309 焊條,覆層焊條選用E308 焊條, 其中E309 焊條中Ni、Cr含量分?jǐn)?shù)分別為12.0~14.0,23.0~25.0;E308 焊條中Ni、Cr 含量分?jǐn)?shù)分別為9.0~12.0,18.0~21.0[6],過(guò)渡層焊條中Ni、Cr 含量分?jǐn)?shù)高于覆層焊條中Ni、Cr 的含量分?jǐn)?shù), 使得過(guò)渡層焊條可以為覆層焊條的合金元素進(jìn)行補(bǔ)償。 這樣才能在正常的焊接參數(shù)下得到雙相組織的焊縫,避免產(chǎn)生大量馬氏體組織和焊接冷裂紋。 在不銹鋼復(fù)合鋼板過(guò)渡層焊接中, 不僅存在著合金元素的稀釋和燒損,而且還有組織和性質(zhì)上的變化。 故而,在焊接過(guò)程中,過(guò)渡層的焊接最為重要,難度也最大。
2 焊接方法
焊接順序?yàn)椋旱谝徊剑鶎雍附樱ò▋?nèi)坡口焊接、基層背面清根、基層外坡口焊接);第二步,過(guò)渡層焊接;第三步,過(guò)渡層焊后檢查;第四步,覆層焊接。
具體操作如下:
a. 基層焊接。 基層材料為Q345R,具有良好的可焊性,焊接技術(shù)成熟。 在焊接打底時(shí),使用的焊條直徑為3.2mm,焊接電流為90~105A;其他層焊接用焊條直徑為4.0mm,焊接電流160~170A。基層內(nèi)側(cè)焊接必須嚴(yán)控焊接位置,保留過(guò)渡層焊接空間,不允許在過(guò)渡層焊接區(qū)域進(jìn)行碳鋼焊條焊接,以避免少量高鉻、高鎳的不銹鋼成分稀釋到碳素鋼焊縫中形成馬氏體組織而發(fā)生硬化現(xiàn)象。
b. 過(guò)渡層焊接。 過(guò)渡層焊接屬于異種鋼焊接,焊接時(shí)焊工選用直徑為3.2mm 的焊條,須嚴(yán)格遵循焊接工藝評(píng)定控制電流、 電壓和焊接速度,以確保焊接時(shí)的熱輸入量和層間溫度,防止焊縫組織晶體粗大,產(chǎn)生催化和裂紋,降低基層對(duì)過(guò)渡層焊縫的稀釋。
c. 過(guò)渡層焊接完成后,清除坡口邊緣的飛濺物,并打磨焊縫,目測(cè)檢查過(guò)渡層焊縫是否完全填充,對(duì)于未充分填充的焊縫,需進(jìn)行補(bǔ)焊作業(yè),確保過(guò)渡層完全隔離基層,防止碳鋼污染不銹鋼層。 完成目測(cè)檢測(cè)后,還需進(jìn)行PT 檢測(cè),確保過(guò)渡層表面無(wú)缺陷。
d. 覆層焊接。 選用直徑為3.2mm 的焊條,必須嚴(yán)格按照焊接工藝評(píng)定控制電流、電壓和焊接速度,以確保焊接時(shí)的熱輸入量和層間溫度。 焊接時(shí)采取單層多道、快速不擺動(dòng)焊法,并要求焊縫余高不大于1.5mm[7]。
需要注意的是,在施工現(xiàn)場(chǎng),應(yīng)由專人進(jìn)行焊條管理發(fā)放,不允許焊工同時(shí)攜帶兩種或三種焊條進(jìn)行焊接作業(yè),避免焊條混用,造成焊接缺陷。
3 焊接缺陷分析
復(fù)合鋼板球罐在焊接完成48h 后,對(duì)焊縫進(jìn)行100%射線(RT)檢測(cè)。 經(jīng)檢測(cè)發(fā)現(xiàn)焊縫內(nèi)存在夾渣、氣孔和未熔合3 種缺陷。 在第一次返修后,再次進(jìn)行射線檢測(cè),發(fā)現(xiàn)夾渣、氣孔和未熔合缺陷均已處理完成, 但在返修部位出現(xiàn)裂紋缺陷。對(duì)以上缺陷產(chǎn)生的原因進(jìn)行分析。
夾渣缺陷產(chǎn)生的原因有:焊接接頭邊緣的污物未清理干凈;焊接時(shí)電流調(diào)節(jié)過(guò)小;焊接時(shí)焊條的角度和焊條的使用方法不恰當(dāng),使得熔渣和鐵水辨認(rèn)不清,從而導(dǎo)致熔化金屬和熔渣混雜在一起;焊縫冷卻速度過(guò)快,熔渣來(lái)不及上浮。
氣孔缺陷產(chǎn)生的原因有: 焊接周圍有風(fēng);使用的焊條未烘干;焊接速度過(guò)快。
本項(xiàng)目未熔合缺陷的出現(xiàn)具有以下3 點(diǎn)共性:
a. 經(jīng)檢測(cè)顯示,未熔合缺陷出現(xiàn)的部位集中在上極板和赤道帶,在球罐內(nèi)部屬于仰焊和立焊部位, 該部位主要采用點(diǎn)焊堆焊的方法施焊,產(chǎn)生了較多的未熔合缺陷;而下極板采用連弧焊施工方式的,未出現(xiàn)此缺陷。
b. RT 膠片上顯示, 未熔合缺陷都出現(xiàn)在焊縫的右側(cè),而在焊縫左側(cè)未出現(xiàn)缺陷。 經(jīng)觀察,發(fā)現(xiàn)焊工是右手持焊把, 在焊接焊縫的左邊緣時(shí),焊條擺動(dòng)較深,而在焊接焊縫的右邊緣時(shí)焊條擺動(dòng)較淺,所以左邊緣都能焊透,而右邊緣出現(xiàn)未熔合缺陷。
c. 在清除未熔合缺陷時(shí),發(fā)現(xiàn)缺陷基本都位于過(guò)渡層處。
分析以上3 個(gè)現(xiàn)象得出: 由于A302 焊條鐵水相比J507 焊條鐵水的流動(dòng)性差、穿透力不強(qiáng),焊工對(duì)過(guò)渡層焊條的性能不熟悉,在焊接過(guò)渡層時(shí),電流過(guò)小,焊接速度較快且未調(diào)整焊接手法,導(dǎo)致焊條擺動(dòng)較淺的部位鐵水與母材未能完全相熔合,造成未熔合缺陷[8]。
焊工采用碳弧氣刨的方式清除缺陷,經(jīng)打磨后進(jìn)行返修作業(yè)。 在返修完成后, 進(jìn)行100%RT檢測(cè),檢測(cè)結(jié)果顯示未熔合缺陷已清除,但是出現(xiàn)了新的裂紋缺陷。 缺陷裂紋在首次探傷時(shí)未出現(xiàn),而在返修后才出現(xiàn),并且裂紋大多分布在返修焊縫的正中心和返修焊縫的邊界處。 經(jīng)分析,返修后出現(xiàn)裂紋有3 個(gè)原因:
a. 焊工在進(jìn)行返修時(shí), 由于返修區(qū)域較短,在上一層焊道的熱量還未完全散出時(shí),就進(jìn)行下一層焊肉的焊接,導(dǎo)致組織和性能本就十分不均勻過(guò)渡層產(chǎn)生再熱裂紋,此類裂紋主要集中在返修焊縫的正中間(圖1)。
b. 在返修過(guò)程中,焊工采用電弧氣刨清除焊肉,然而碳弧氣刨溫度過(guò)高,產(chǎn)生大量的余熱,這些余熱擴(kuò)散至周邊的焊接接頭內(nèi),使得過(guò)渡層受到熱應(yīng)力的影響后,產(chǎn)生熱裂紋。
c. 首次焊接時(shí)焊縫內(nèi)存在微裂紋, 但在RT檢測(cè)時(shí)未明顯成像,再通過(guò)碳弧氣刨和再次焊接產(chǎn)生熱應(yīng)力后,微裂紋擴(kuò)展,此類裂紋主要集中在返修焊縫的邊界處(圖2)。

圖1 熱裂紋

圖2 微裂紋
4 返修方案
夾渣、 氣孔和未熔合缺陷的返修措施為:第一步,使用碳弧氣刨的方式清除缺陷,并打磨清除氧化皮;第二步,采用PT 檢測(cè),確認(rèn)缺陷完全處理;第三步,在做好防風(fēng)措施后,使用烘干焊條,選用合適焊條后,采用正確的焊接速度,有規(guī)則地?cái)[動(dòng)焊條,攪動(dòng)熔池,促使熔渣與鐵水分離進(jìn)行返修作業(yè)。 經(jīng)第一次返修后,夾渣、氣孔和未熔合缺陷已全部處理完成。
對(duì)于新產(chǎn)生的裂紋缺陷,分析裂紋缺陷產(chǎn)生的原因,制定專項(xiàng)返修方案,具體操作如下:
a. 消除裂紋缺陷作業(yè)。 根據(jù)裂紋產(chǎn)生的原因,為了防止返修時(shí)再次產(chǎn)生裂紋,缺陷的清除方式由磨光機(jī)打磨代替碳弧氣刨。 要求從裂紋的兩端向中間進(jìn)行打磨,打磨起始位置是在裂紋邊沿向外延伸30~50mm 處(圖3)。 在打磨時(shí),需將不銹鋼覆層和過(guò)渡焊接層全部磨除,以防止在焊接時(shí)產(chǎn)生新的缺陷。 打磨結(jié)束后進(jìn)行PT 檢測(cè),以確認(rèn)是否所有的裂紋皆已清除,如果顯示還有裂紋則繼續(xù)打磨, 直到PT 檢測(cè)合格后方可進(jìn)行焊接。
b. 返修焊接作業(yè)。返修過(guò)程需要分層多道焊接作業(yè),先采用過(guò)渡層焊條焊接,再采用覆層焊條焊接。 在焊接過(guò)渡層時(shí)一定要控制線能量,使用小電流,快速焊,焊條不做橫向擺動(dòng)。 在完成每一道焊接后,要徹底清除焊渣,并等到該焊道溫度降至室溫后,進(jìn)行PT 檢測(cè),檢測(cè)合格后,再進(jìn)行下一焊道的焊接,如果發(fā)現(xiàn)缺陷,需先清除缺陷,再用PT 檢測(cè)確認(rèn)缺陷完成清除后進(jìn)行焊接。在返修完48h 后,再進(jìn)行RT 檢查,檢查所有缺陷是否處理完畢。

圖3 焊縫打磨方法示意圖
在返修過(guò)程中,清理焊縫雜物時(shí),基層采用碳鋼鋼絲刷,而覆層需采用不銹鋼鋼絲刷,不得使用碳鋼鋼絲刷清理覆層,以免對(duì)不銹鋼產(chǎn)生污染。 并且要求每層焊道溫度降低至室溫后再進(jìn)行下一層焊道焊接, 主要目的是降低層間溫度,防止焊道溫度過(guò)高, 導(dǎo)致上一層焊肉產(chǎn)生新的裂紋。
5 改進(jìn)措施
綜合以上分析,給出以下改進(jìn)措施:
a. 控制錯(cuò)邊量。 球罐在組對(duì)時(shí),調(diào)控好對(duì)接焊縫的錯(cuò)邊量和焊縫間隙,確保焊縫錯(cuò)邊量不大于1mm。 在焊接過(guò)程中,必須嚴(yán)格控制異類焊條填充位置,避免出現(xiàn)碳鋼焊條污染不銹鋼母材的情況。 當(dāng)錯(cuò)邊量較大時(shí),基層碳鋼焊條將會(huì)填充于過(guò)渡層和覆層區(qū)域, 污染覆層不銹鋼母材,碳鋼污染區(qū)域如圖4 所示。
b. 控制焊工資質(zhì)。施焊復(fù)合鋼板的焊工應(yīng)取得耐蝕堆焊資格[9],不允許僅有不銹鋼和碳鋼資質(zhì)的焊工施焊。 建議為焊工準(zhǔn)備數(shù)塊試板,用于焊條熟悉,在焊工考試合格后,再進(jìn)行施焊作業(yè)。
c. 改進(jìn)返修工藝。 為了避免在返修時(shí)產(chǎn)生熱裂紋,缺陷的清除方式選用磨光機(jī)打磨。 并且在返修時(shí),采用多層多道的焊接方式,在每一層焊接完成后,需要等焊縫溫度降至室溫,再進(jìn)行PT檢查,檢測(cè)合格后,再進(jìn)行下一層焊接作業(yè)。
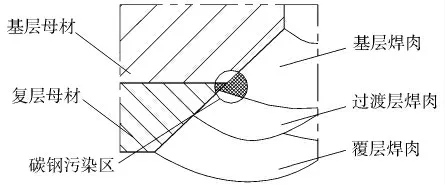
圖4 碳鋼污染區(qū)域
6 結(jié)束語(yǔ)
不銹鋼復(fù)合鋼板球罐過(guò)渡層焊接作業(yè)是球罐制造的重要環(huán)節(jié),盡量保證一次性成形,減少返修作業(yè)量。 在焊接過(guò)渡層時(shí),必須清理基層焊渣和氧化皮,并且要求焊工對(duì)過(guò)渡層焊條進(jìn)行焊接練習(xí),在完全掌握焊條屬性后再進(jìn)行球罐焊接作業(yè)。 在返修時(shí),采用磨光機(jī)打磨清除缺陷,并要求從缺陷的兩頭往中間打磨, 防止裂紋擴(kuò)展,打磨結(jié)束后采用PT 檢測(cè), 確定缺陷完全清理后再進(jìn)行返修作業(yè)。 返修焊接時(shí),需要多層多道焊接,每層焊接完畢后需等到溫度降至室溫再進(jìn)行PT檢測(cè),檢測(cè)合格后再進(jìn)行下一層焊接,以確保每道焊縫均無(wú)裂紋后再進(jìn)行下一道焊接。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
