次磷酸鈉廢渣制備亞磷酸鈉的工藝研究
2020-11-23 12:04:14謝志翰徐先海劉生鵬
化學與生物工程 2020年11期
關鍵詞:質量
謝志翰,張 宇,熊 蕓,徐先海,劉生鵬*
(1.武漢工程大學化工與制藥學院 綠色化工過程教育部重點實驗室,湖北 武漢 430205; 2.武漢工程大學 國家磷資源開發利用工程技術研究中心,湖北 武漢 430205; 3.湖北堯治河化工股份有限公司,湖北 襄陽 441614)
次磷酸鈉和亞磷酸鈉由于具有還原性,廣泛應用于電鍍、化工、食品、材料等行業[1-3]。次磷酸鈉在工業方面的應用早于亞磷酸鈉,其生產工藝成熟,規模較大[4-5],但生產過程中會產生大量廢渣,處置不當,對當地的生態環境造成污染[6-7]。若回收利用次磷酸鈉廢渣生產其它磷化工產品[8-11],不僅解決了廢渣處理的難題,而且可實現廢渣的資源化利用。鑒于此,作者采用次磷酸鈉廢渣與氫氧化鈉溶液反應制備亞磷酸鈉,并對其制備工藝及精制工藝進行優化,為次磷酸鈉廢渣的資源化利用提供參考。
1 實驗
1.1 材料與試劑
次磷酸鈉廢渣,取自湖北堯治河化工股份有限公司次磷酸鈉生產車間。對廢渣進行化學分析和能譜分析,得到廢渣的成分及含量為:水2.510%、NaH2PO211.553%、Ca(H2PO)22.245%、P41.280%、CaHPO334.020%、Ca(OH)213.180%、CaCO37.343%、SiO21.330%、Mg(OH)22.440%、Al(OH)31.500%。
氫氧化鈉、亞磷酸、乙醇、乙酸均為化學純。
1.2 方法
1.2.1 亞磷酸鈉的制備
次磷酸鈉廢渣中主要含有亞磷酸鈣、次磷酸鈉、氫氧化鈣,用水洗滌廢渣,并不斷攪拌,使廢渣中的次磷酸鈉充分溶解于水中,過濾,得到主成分為次磷酸鈉的濾液,返回次磷酸鈉生產車間;主成分為亞磷酸鈣和氫氧化鈣的濾渣與氫氧化鈉溶液在一定溫度下反應,反應結束后趁熱過濾,以降低反應液中溶解的氫氧化鈣,得到主成分為氫氧化鈣的濾渣[6],返回次磷酸鈉生產車間,濾液為含亞磷酸鈉和未反應完全的氫氧化鈉溶液,用亞磷酸調節pH值,直接蒸發濃縮、結晶、干燥得到亞磷酸鈉產品。次磷酸鈉廢渣制備亞磷酸鈉的工藝流程如圖 1 所示。

圖1 次磷酸鈉廢渣制備亞磷酸鈉的工藝流程
1.2.2 亞磷酸鈉含量的測定
在中性或堿性條件下(酸式碳酸鹽),用過量的碘將亞磷酸鈉氧化成磷酸鈉,但次磷酸根不參加反應;以新制淀粉溶液為指示劑,用硫代硫酸鈉溶液滴定剩余的碘,并設置空白對照。根據滴定結果計算亞磷酸鈉含量,反應方程式如下:
廢渣中磷轉化率按下式計算:
式中:m0為廢渣中磷全部轉化為亞磷酸鈉產品的質量;m1為制得產品中亞磷酸鈉的質量;m2為中和過程加入的亞磷酸轉化為亞磷酸鈉的質量。
2 結果與討論
2.1 亞磷酸鈉粗產品制備工藝優化
2.1.1 反應溫度
在渣堿質量比為10∶3.6、渣水質量比為1∶5的條件下,考察反應溫度對廢渣中磷轉化率的影響,結果如圖 2 所示。
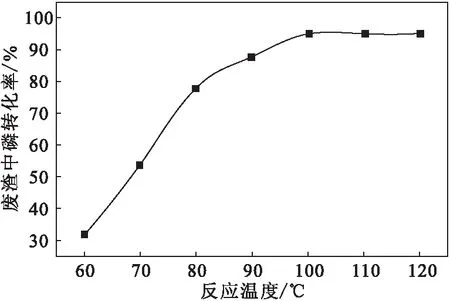
圖2 反應溫度對廢渣中磷轉化率的影響
由圖 2可知,當反應溫度低于100 ℃時,廢渣中磷轉化率受反應溫度影響大,隨反應溫度升高而升高;當反應溫度超過100 ℃時,繼續升高反應溫度對磷轉化率影響不大。因此,選擇最佳反應溫度為 100 ℃。
2.1.2 反應時間
在渣堿質量比為10∶3.6、渣水質量比為1∶5、反應溫度為100 ℃的條件下,考察反應時間對廢渣中磷轉化率的影響,結果如圖 3 所示。
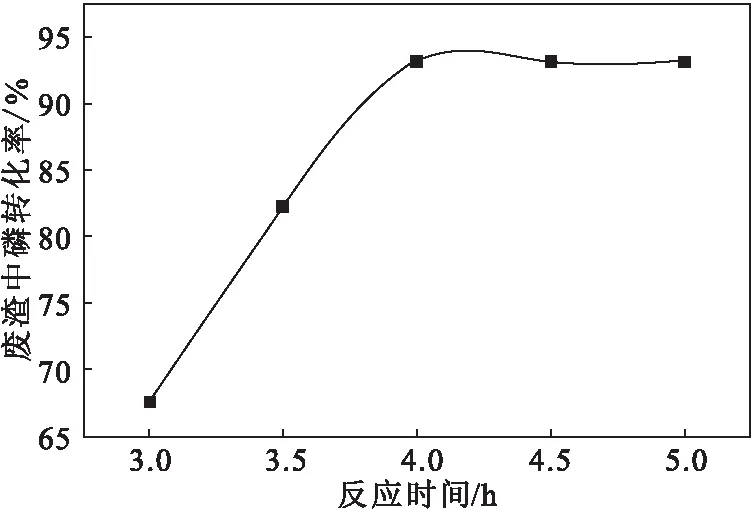
圖3 反應時間對廢渣中磷轉化率的影響
由圖 3 可知,隨著反應時間的延長,廢渣中磷轉化率逐漸升高;當反應時間超過4.0 h 后,廢渣中磷轉化率趨于穩定。考慮到節約能耗,選擇最佳反應時間為4.0 h。
2.1.3 物料配比
在制備過程中,次磷酸鈉廢渣中有效成分亞磷酸鈣和氫氧化鈉溶液發生復分解反應,廢渣、氫氧化鈉和水的配比直接影響廢渣中磷轉化率。渣堿質量比、渣水質量比對廢渣中磷轉化率的影響分別見表1、表2。
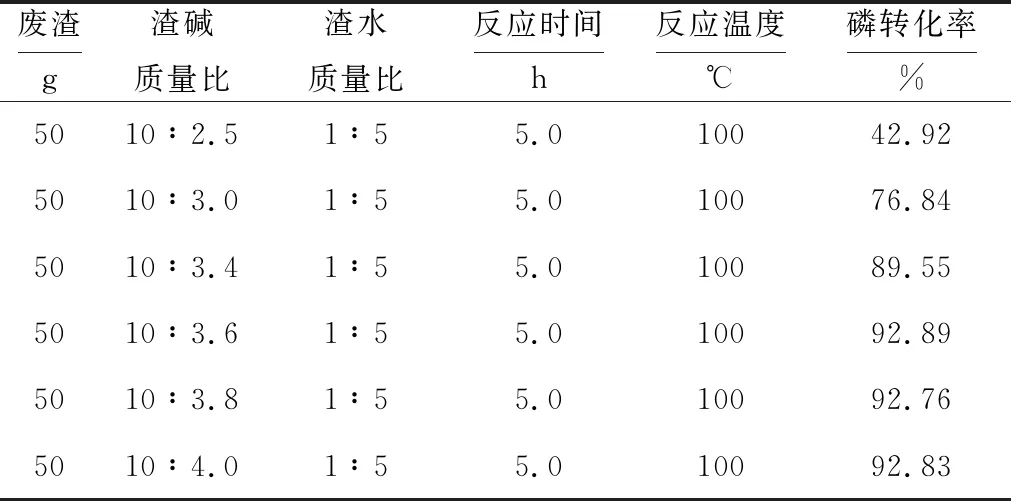
表1 渣堿質量比對廢渣中磷轉化率的影響
由表1可知,當渣水質量比為1∶5時,隨著渣堿質量比的減小,即氫氧化鈉用量的增加,廢渣中磷轉化率逐漸升高,當渣堿質量比為10∶3.6時,廢渣中磷轉化率最高;繼續增加氫氧化鈉用量,廢渣中磷轉化率變化不明顯。因此,選擇最佳渣堿質量比為10∶3.6。
由表2可知,當渣堿質量比為10∶3.6時,隨著渣水質量比的減小,即水用量的增加,廢渣中磷轉化率先升高后降低;當渣水質量比為1∶5時,廢渣中磷轉化率最高。這是因為,該復分解反應在溶液中進行,水量過少,廢渣分散度差,不利于熱量傳遞,反應過程熱量分布不均勻,廢渣中磷轉化率低;而水量過大,反應物濃度降低,反應過程推動力減小,不利于反應進行。因此,選擇最佳渣水質量比為1∶5。
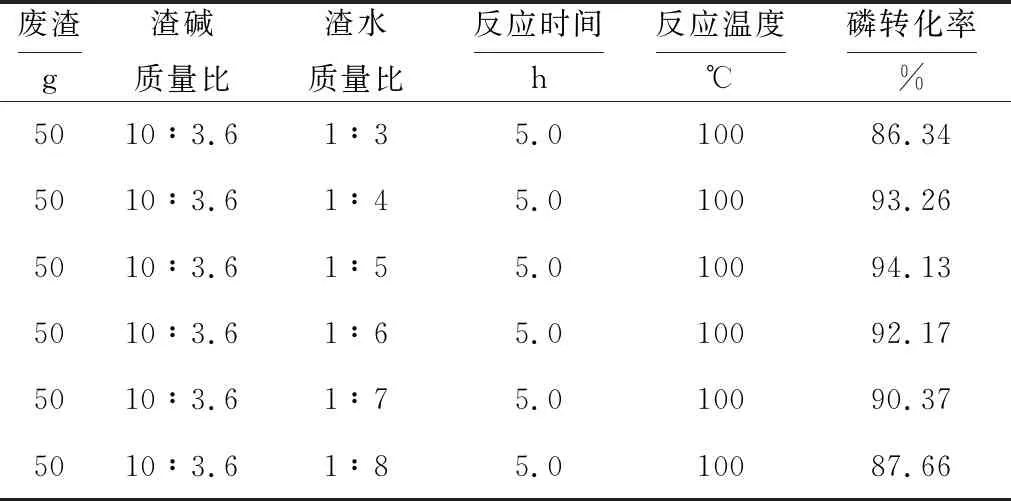
表2 渣水質量比對廢渣中磷轉化率的影響
2.2 亞磷酸鈉精制工藝優化
2.2.1 過濾溫度對亞磷酸鈉純度的影響(圖4)
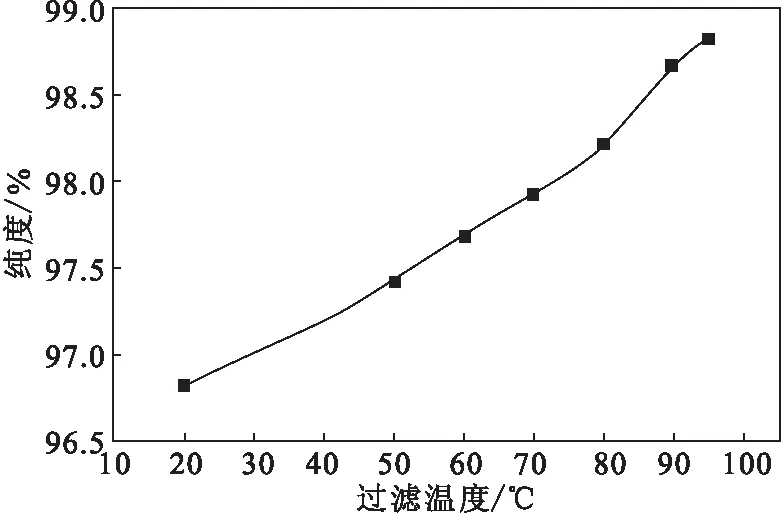
圖4 過濾溫度對亞磷酸鈉純度的影響
由圖 4 可知,隨著過濾溫度的升高,亞磷酸鈉純度逐漸提高。可能是因為,氫氧化鈣微溶于水,且溶解度隨著溫度的升高而降低,過濾溫度升高對亞磷酸鈉收率影響不大,但會使得反應液中氫氧化鈣以沉淀的形式析出,并隨著過濾而被除去,亞磷酸鈉純度得到提高。根據企業標準:磷轉化率高于90%,亞磷酸鈉純度大于98%。過濾溫度在80~100 ℃時,可以同時達到磷轉化率和亞磷酸鈉純度要求,由于反應溫度為100 ℃,因此,選擇反應結束后趁熱過濾。
2.2.2 中和過程
濾液中含有亞磷酸鈉和氫氧化鈉,需要用酸中和過量的氫氧化鈉。中和方法有兩種:一是選用醋酸中和過量的氫氧化鈉,經蒸發濃縮、結晶得到粗產品,再用 95%~99%乙醇洗滌粗產品得到亞磷酸鈉產品;二是選用亞磷酸中和反應液,直接蒸發濃縮、結晶得到亞磷酸鈉產品。考察兩種中和方法對亞磷酸鈉純度的影響,結果見表3。

表3 不同酸中和、洗滌方式對亞磷酸鈉純度的影響
由表3可知,選用醋酸中和、乙醇洗滌得到的亞磷酸鈉純度不能達到企業標準要求;而選用亞磷酸中和反應液,調節 pH值7~8,直接蒸發濃縮、結晶得到的亞磷酸鈉純度能達到企業標準要求。
3 結論
以次磷酸鈉廢渣為原料,與氫氧化鈉溶液反應制備亞磷酸鈉,并對其工藝進行優化。確定最佳制備工藝條件為:反應溫度100 ℃、反應時間4.0 h、渣堿質量比10∶3.6、渣水質量比1∶5;最佳精制工藝條件為:趁熱過濾,用亞磷酸調節 pH值7~8,直接蒸發濃縮、結晶。在此條件下,廢渣中磷轉化率高于90%,亞磷酸鈉純度大于98%,達到了企業標準要求。該工藝實現了次磷酸鈉廢渣的資源化利用。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54