船體小組立智能焊接機(jī)器人國(guó)產(chǎn)有縫藥芯焊絲應(yīng)用研究
2020-11-25 04:27:38李超沈劍徐忠敏
金屬加工(熱加工) 2020年11期
李超 ,沈劍,徐忠敏
1.上海外高橋造船有限公司 上海 200137
2.中國(guó)船級(jí)社上海分社 上海 200135
1 序言
隨著科技及數(shù)字化技術(shù)的發(fā)展,各行各業(yè)都在發(fā)生深層次的變革。目前,在汽車、工程機(jī)械等行業(yè),智能焊接機(jī)器人應(yīng)用較為成熟,主要原因是以上行業(yè)的構(gòu)件大多是標(biāo)準(zhǔn)件并且尺寸較小,普通的“示教-再現(xiàn)”機(jī)器人就可以組成自動(dòng)焊接系統(tǒng)。而船舶構(gòu)件因尺寸大、非標(biāo)準(zhǔn)件等條件限制著智能化焊接的發(fā)展,組成自動(dòng)化流水線的難度更大。在造船過(guò)程中,小組立構(gòu)件是船舶結(jié)構(gòu)中最基礎(chǔ)的零件單元,比如肋板、肘板及縱桁等,如圖1所示。因?yàn)樾〗M立數(shù)量較多,尺寸較小,且結(jié)構(gòu)相對(duì)簡(jiǎn)單,所以有先決條件研究機(jī)器人焊接對(duì)其的適用性。

圖1 小組立典型構(gòu)件
機(jī)器人在執(zhí)行尋位、焊接和清槍等操作時(shí),需要機(jī)械臂頻繁的運(yùn)動(dòng),同時(shí)會(huì)帶動(dòng)焊絲扭動(dòng),如果采用有縫藥芯焊絲,根據(jù)國(guó)內(nèi)外的經(jīng)驗(yàn),可能會(huì)出現(xiàn)因藥粉泄漏而堵住送絲軟管的情況,因此焊接過(guò)程中大都采用進(jìn)口無(wú)縫藥芯焊絲。無(wú)縫藥芯焊絲較普通藥芯焊絲具有更高的抗吸潮能力,可獲得氫含量更低的焊縫,并且可以通過(guò)鍍銅來(lái)延長(zhǎng)焊絲存放時(shí)間[1]。然而進(jìn)口無(wú)縫藥芯焊絲的成本是國(guó)產(chǎn)有縫藥芯焊絲的3~4倍,如流水線大面積使用后生產(chǎn)成本較高。因此,本文對(duì)國(guó)產(chǎn)有縫藥芯焊絲在智能焊接機(jī)器人上的適應(yīng)性進(jìn)行了研究和調(diào)試,通過(guò)預(yù)試驗(yàn)的方法確定了工藝參數(shù)并進(jìn)行正式的工藝評(píng)定,最終得到了第三方認(rèn)可的工藝文件并指導(dǎo)生產(chǎn)。
2 試驗(yàn)設(shè)備及材料
(1)機(jī)器人焊接系統(tǒng) 試驗(yàn)采用的焊接機(jī)器人系統(tǒng)是Inrotech公司的集成系統(tǒng),在移動(dòng)式門架下倒裝有2臺(tái)焊接機(jī)器人, 機(jī)器人型號(hào)為MPWR21226,如圖2所示。其核心是擁有自適應(yīng)邏輯編程技術(shù)(ALPT),能對(duì)線激光掃描后獲得的模型數(shù)據(jù)進(jìn)行自動(dòng)分析并進(jìn)行焊接路徑智能規(guī)劃。該系統(tǒng)采用點(diǎn)激光傳感進(jìn)行尋位及定位,相對(duì)觸碰尋位更加高效及精確。焊接機(jī)器人的廣泛應(yīng)用也將會(huì)是未來(lái)以船舶行業(yè)為代表的大型鋼架結(jié)構(gòu)件焊接生產(chǎn)的主流趨勢(shì)[2]。

圖2 MPWR21226焊接機(jī)器人系統(tǒng)
(2)試驗(yàn)材料 試驗(yàn)主要采用CO2氣體保護(hù)焊,該方法作為一種高效焊接工藝,具有生產(chǎn)率高,綜合成本低等優(yōu)點(diǎn),在造船企業(yè)應(yīng)用廣泛。此系統(tǒng)可焊接平角焊和立角焊,本文主要針對(duì)平角焊進(jìn)行研究。選用的焊絲為鐵錨YCJ501-1,可焊接所有小組立的鋼板等級(jí)。焊絲的等級(jí)為AWS A5.20 E71T-1,船級(jí)社認(rèn)可級(jí)別為ⅢY。腹板和面板均采用了厚度為17.5mm 的DH36鋼板,尺寸為200mm×1000mm×17.5mm。母材和焊材的化學(xué)成分見(jiàn)表1。

表1 母材和焊材的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
3 機(jī)器人有縫藥芯焊絲焊接工藝研究
3.1 焊接參數(shù)研究
(1)焊槍角度對(duì)焊縫成形的影響 平角焊是相對(duì)理想的焊接位置,特別是小焊腳為5~6mm時(shí),熔滴的重力對(duì)熔池影響不大,因此可以得到上下焊腳較為對(duì)稱的成形效果,再匹配合適的焊接電流、電弧電壓則可以避免咬邊等缺陷。因此,焊槍與腹板及面板的夾角可設(shè)置成45°,這樣可使熔深達(dá)到最佳狀態(tài)。同時(shí)焊槍在焊縫方向的傾角對(duì)焊縫成形有顯著影響。為了提高生產(chǎn)效率,機(jī)器人會(huì)自動(dòng)規(guī)劃最佳焊接路徑,因此焊接過(guò)程中焊接電弧會(huì)從右端向左端移動(dòng),也會(huì)從左往右移動(dòng)。為了保證焊縫成形及焊腳大小的一致性,焊槍和焊縫的夾角均為90°。焊槍與面板及腹板的夾角如圖3所示。
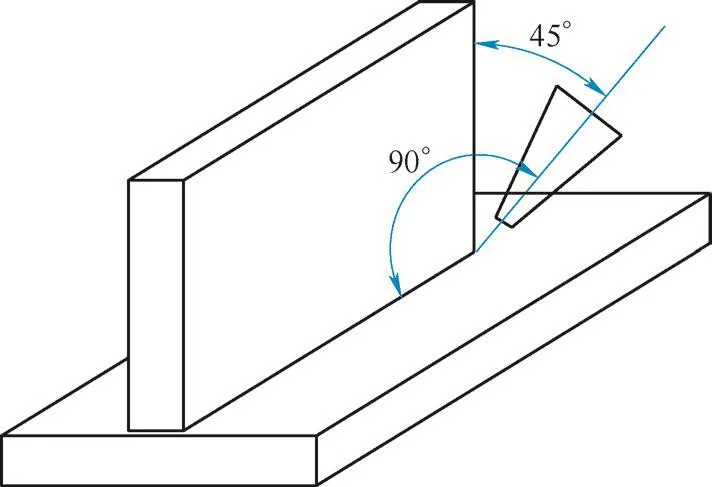
圖3 焊槍與面板及腹板的夾角
(2)焊槍擺動(dòng)幅度、停留時(shí)間的確定 當(dāng)焊腳較小時(shí),焊絲可以直線行進(jìn)或小幅度擺動(dòng)。當(dāng)焊腳為6mm時(shí),需采用鋸齒形擺動(dòng),擺動(dòng)頻率控制在3.5Hz。擺動(dòng)幅度的大小主要取決于焊腳的大小,針對(duì)本次試驗(yàn)的焊腳,擺動(dòng)幅度基本控制在2mm左右。而擺動(dòng)過(guò)程中,焊絲到達(dá)兩側(cè)時(shí),應(yīng)稍作停留,這樣可以保證熔池和母材達(dá)到充分的熔合。但停留時(shí)間也不能過(guò)長(zhǎng),如果過(guò)長(zhǎng)會(huì)產(chǎn)生焊瘤等缺陷。經(jīng)過(guò)試驗(yàn)驗(yàn)證,得出兩邊停留時(shí)間在0.02s為宜。
(3)焊接電流、電弧電壓對(duì)焊縫的影響 焊接電流是重要的工藝參數(shù),焊接電流較大時(shí),焊材的熔化量會(huì)變多,填充效率會(huì)增加,同時(shí)也會(huì)增加電弧的穿透能力,使得熔深相應(yīng)增加。但是電流過(guò)大也會(huì)導(dǎo)致咬邊、燒穿及余高過(guò)高等缺陷。當(dāng)采用大參數(shù)焊接時(shí),焊接速度也越大,晶粒主軸成長(zhǎng)方向會(huì)垂直于焊縫中心,在焊縫中心易形成脆弱的結(jié)合面,從而給焊接裂紋的出現(xiàn)創(chuàng)造條件;當(dāng)采用小參數(shù)焊接時(shí),電弧的運(yùn)弧過(guò)程起到充分的攪拌作用,使熔池的溫度場(chǎng)比較均勻,從而可減緩晶粒成長(zhǎng)速度,避免粗大柱狀晶體的形成和生長(zhǎng),同時(shí)有利于焊接冶金反應(yīng)的充分進(jìn)行,有利于夾雜物熔渣及氣體的上浮和逸出[3]。另外,電弧電壓的大小對(duì)焊縫的成形、熔滴過(guò)渡形式及飛濺等都有顯著影響。因此,合適的焊接電流既要滿足成形和焊縫的力學(xué)性能,也要兼顧生產(chǎn)的效率問(wèn)題。本試驗(yàn)采用φ1.4mm焊絲,在保證質(zhì)量的前提下可在一定程度上提高生產(chǎn)效率,輔以合理的焊接電流、電弧電壓值即可得到滿意的焊縫性能。
3.2 工藝評(píng)定
(1)試板的裝配及準(zhǔn)備 焊接工藝評(píng)定之前需要對(duì)試驗(yàn)用鋼板進(jìn)行組對(duì)定位裝配焊接,主要是為了防止面板和腹板在焊接時(shí)產(chǎn)生變形而影響到焊接試驗(yàn)的質(zhì)量。裝配間隙為0~1mm(見(jiàn)圖4)。
在試驗(yàn)之前還需對(duì)試驗(yàn)用的材料、設(shè)備及環(huán)境等因素進(jìn)行檢查及準(zhǔn)備工作。
1)清理待焊區(qū)域的污物、銹跡及氧化皮等對(duì)焊接質(zhì)量有害的物質(zhì)。

圖4 試樣裝配
2)檢查機(jī)器人系統(tǒng)的電源、線路,確定機(jī)器人的運(yùn)動(dòng)性和可達(dá)性是否滿足試驗(yàn)要求。
3)確保試驗(yàn)用焊接材料的干燥,保護(hù)氣體流量穩(wěn)定。
4)當(dāng)風(fēng)力較大時(shí),需要采取一定的擋風(fēng)措施。
(2)焊接過(guò)程與焊接參數(shù) 經(jīng)過(guò)前期一系列的試驗(yàn),已經(jīng)摸索出成形優(yōu)良、效率較高的焊接參數(shù),待工藝評(píng)定進(jìn)一步檢測(cè)焊縫的力學(xué)性能。工藝評(píng)定的焊接參數(shù)見(jiàn)表2。焊后焊縫的表面成形光順(見(jiàn)圖5),焊腳控制在6mm左右,根據(jù)船級(jí)社規(guī)定的焊腳的覆蓋范圍,可基本覆蓋現(xiàn)有產(chǎn)品的單道焊腳范圍。

圖5 焊縫的表面成形
(3)試驗(yàn)檢測(cè)及分析,相關(guān)檢測(cè)分析如下:
1)無(wú)損檢測(cè):按ISO 5817 規(guī)范,進(jìn)行目視及MT檢測(cè),均100%合格。試驗(yàn)證明,用國(guó)產(chǎn)有縫藥芯焊絲焊接,表面成形光順,相比進(jìn)口無(wú)縫藥芯焊絲并沒(méi)有降低表面質(zhì)量,說(shuō)明國(guó)產(chǎn)有縫藥芯焊絲可以滿足成形方面的要求。
2)角焊縫破斷試驗(yàn):破斷試驗(yàn)采用LWW-500連續(xù)彎曲試驗(yàn)機(jī),檢測(cè)方法根據(jù)CB/T 3692—2016,結(jié)果顯示焊縫內(nèi)無(wú)夾雜、氣孔等缺陷,破斷檢測(cè)合格。通常在雙面角焊過(guò)程中,容易造成氣孔現(xiàn)象的產(chǎn)生,但本次試驗(yàn)折斷后焊縫內(nèi)部沒(méi)有存在氣孔等缺陷,因此證明國(guó)產(chǎn)有縫藥芯焊絲抗氣孔等性能滿足要求。
3)硬度檢測(cè):采用FLC-50MV/ARS9000型全自動(dòng)維氏硬度測(cè)試系統(tǒng),檢測(cè)方法按照CB/T 3770—2013執(zhí)行,打點(diǎn)位置根據(jù)CCS船級(jí)社規(guī)范進(jìn)行,如圖6所示。硬度檢測(cè)顯示各位置硬度值均較低,船級(jí)社規(guī)范規(guī)定的硬度值不可超過(guò)350HV10,可見(jiàn)硬度檢測(cè)合格,具體見(jiàn)表3。
4)宏觀檢測(cè):宏觀檢測(cè)采用EPIPHO型尼康倒置式金相顯微鏡系統(tǒng)下的體視顯微鏡,按照CB/T 3380—2013檢測(cè)方法執(zhí)行。結(jié)果顯示,焊縫熔深較為理想,同時(shí)焊縫沒(méi)有夾雜、氣孔及未焊透等缺陷,宏觀檢測(cè)合格(見(jiàn)圖7)。

表2 工藝評(píng)定的焊接參數(shù)
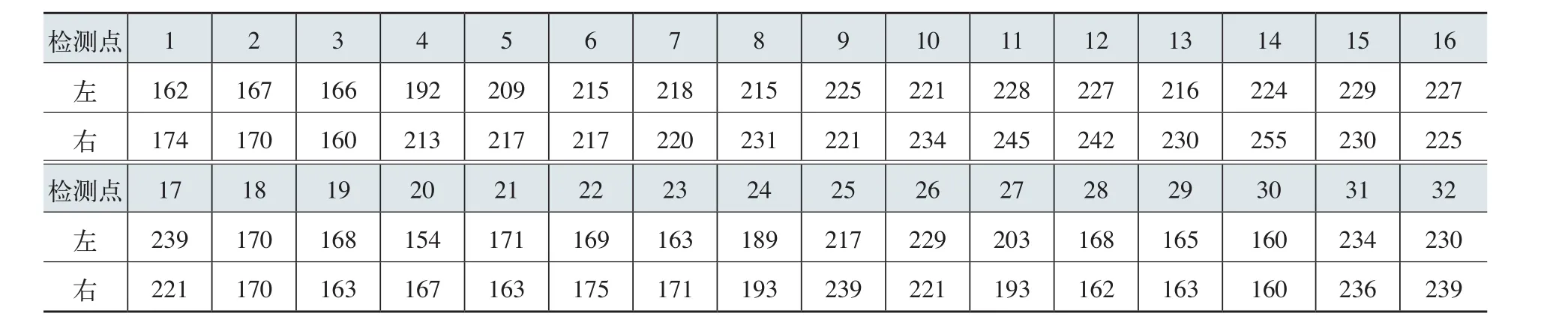
表3 各位置硬度值 (HV10)
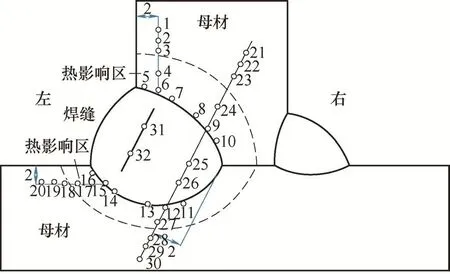
圖6 硬度打點(diǎn)位置(左右兩側(cè)相同)

圖7 宏觀照片
4 結(jié)束語(yǔ)
1)目前主流的機(jī)器人焊絲采用的是無(wú)縫藥芯焊絲,本項(xiàng)目通過(guò)國(guó)產(chǎn)有縫藥芯焊絲在智能機(jī)器人的工藝研究及評(píng)定,得到了船級(jí)社認(rèn)可的工藝評(píng)定。經(jīng)過(guò)一段時(shí)間的生產(chǎn)實(shí)踐證明,國(guó)產(chǎn)有縫藥芯焊絲可以有效地代替成本較高的進(jìn)口無(wú)縫藥芯焊絲。使用過(guò)程中并未出現(xiàn)焊絲開(kāi)裂、藥粉堵塞送絲軟管等現(xiàn)象。目前,該工藝已在上海外高橋造船有限公司在建民船項(xiàng)目中的小組立構(gòu)件上普遍使用,月消耗焊材量約2.5t,節(jié)約了采購(gòu)成本。
2)為進(jìn)一步提高生產(chǎn)效率,在保證質(zhì)量的前提下將焊接電流設(shè)定為340A,焊接速度控制在520mm/min,焊接效率比原φ1.2mm焊絲有一定提升。目前,該機(jī)器人焊接系統(tǒng)單班次(8h)生產(chǎn)物量達(dá)200m。同時(shí)機(jī)器人相對(duì)人工焊接更加穩(wěn)定,進(jìn)一步提高了焊縫質(zhì)量,焊縫的合格率接近100%,減少了返修成本。
3)在試驗(yàn)過(guò)程中總結(jié)出了對(duì)焊縫成形影響較大的因素,如焊槍的角度,焊槍的擺幅應(yīng)控制為2mm,兩側(cè)停留時(shí)間為0.02s,頻率設(shè)定為3.5Hz。本工藝焊接電流為320~340A,電弧電壓為31~33V,焊接速度為500~560mm/min,焊接熱輸入為0.87~1.44 kJ/mm,可得到成形良好、無(wú)缺陷的焊縫。同時(shí),此工藝得到了船級(jí)社的認(rèn)可,在上海外高橋造船有限公司在建散貨船、油船等項(xiàng)目上已長(zhǎng)期穩(wěn)定使用。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
