風扇轉子葉片前緣精細維修方案及流動特性分析
2020-12-02 08:33:40史磊楊光丁光華林文俊
航空學報 2020年9期
史磊,楊光,丁光華,林文俊
1. 中國民航大學 中歐航空工程師學院,天津 300300 2. 珠海保稅區摩天宇航空發動機維修有限公司,珠海 519030
近年來,中國民航運輸業得到了全面、快速的高質量發展,正在由民航大國向民航強國逐步邁進,截至2017年底[1],民用運輸飛機在冊架數3 296 架(不含港澳臺)。根據國家運輸部匯總的數據顯示[2],2018年中國民航運輸總周轉量達到1 206.4億噸公里,相比上年同期增長11.4%;旅客運輸總量6.1億人次,同比增長10.9%;機場起降飛機架次突破1 000萬,全行業營業收入約8 750 億元。在如此規模的民用航空運輸總量下,針對運輸環節中某一流程的優化將會顯著降低飛行成本,創造相當可觀的經濟效益。
根據前期研究結果[3]可知,民用航空發動機風扇轉子葉片前緣在長期的航線運行過程中會受到較為嚴重的侵蝕,造成前緣葉型的破壞以及前緣端面粗糙度的增加,氣動特性衰退顯著。陳云永等[4]指出風扇氣動性能對大涵道比渦扇發動機的耗油率有重要的影響,巡航狀態下,風扇效率降低1%,推力降低約0.68%,耗油率增加0.67%以上。
圖1中展示了中國南方航空公司2018年度費用明細[5]。由該圖可知,燃油成本占據比例最大,其值為30.6%。據此假設中國民航運輸業的平均燃油成本為30%,則根據全行業總收入額8 750 億,可以計算出全年的燃油成本為2 625億。若風扇效率降低1%,則燃油成本將會增加17.58億。因此,提高風扇效率能夠為全行業節約十幾億量級的成本。

圖1 中國南方航空公司2018年度費用明細Fig.1 China Southern Airlines expense details of 2018
風扇轉子葉片前緣侵蝕對其工作效率具有重要影響,前期研究結果[3]顯示前緣粗糙度Rz=120 μm和Rz=250 μm兩種前緣侵蝕程度下,風扇轉子峰值效率相比于原型分別下降了1.63%和2.39%。如果葉片侵蝕后直接更換,則成本非常高。因此在發動機大修時,需對葉片前緣進行修復以部分恢復其氣動性能,提升工作效率。
然而由于國外對先進葉片修復技術的保密以及維修授權許可,國內當前的發動機風扇轉子葉片前緣維修基本依靠手工拋磨方式,嚴重依賴維修工人的個人經驗,葉片前緣打磨一致性較差,缺乏對前緣氣動外形的精確把握,有時會誘發整機推力不夠或者喘振現象的發生。在航空運行成本極限控制的今天,該種維修方案顯然無法繼續滿足客戶對于風扇工作效率充分挖掘的要求,有待進一步的改進與升級。
Michaels和李璇[6]指出GE航空在修理CFM56-7發動機時,使用數控機床和電子束焊接技術更換整個葉片的前緣,并且在未來還將進一步加大葉片修理技術的研發投資,開發出更多的自動化修理技術,以高質量的葉片修理回饋客戶。加拿大麥吉爾大學機械工程學院的Meshreki等[7]針對鈦合金高壓壓氣機葉片自動化打磨系統進行了分析和優化,討論了打磨盤和壓氣機葉片對于機器臂動力學特性的影響,該自動化打磨系統能夠夾持葉片自由旋轉,針對葉片前、后緣以及氣動型面開展打磨工作。德國漢諾威大學的Denkena等[8]采用鎢極惰性氣體保護焊的方式針對整體葉盤損傷葉片進行修復。在焊接完成后,通過銑削或者打磨的方式切除多余材料,恢復葉片原有氣動外形。為了降低維修后的葉片形貌偏差,開發了一套輪廓外形處理程序,通過電磁導軌融合焊接、銑削、打磨等維修工藝以及合理設置打磨刀具方位等手段來實現葉片形貌的最小偏差。
華中科技大學的張海洋等[9]將機器人和砂帶磨削技術相結合并應用到葉片加工領域中以提高葉片磨削的加工質量和效率,進行了手工拋磨和機器人拋磨兩種加工方式的對比試驗,結果顯示在粗糙度和表面一致性方面機器人加工明顯優于手工加工。葉曉華[10]采用六軸聯動砂帶磨床進行數控修復,基于UG二次開發完成了一個離線修復系統,并對某型葉片進行了吸力面和壓力面的實際磨削修復。重慶大學的任旭[11]針對航空發動機鋁合金鑄造葉片加工余量大,機器人運動精度較低等特性,提出了利用浮動帶補償的磨頭結構補償機器人運動精度,并自行搭建了葉片機器人砂帶磨削實驗平臺。黃云等[12]指出隨著機器人技術的發展,機器人自身的重復定位精度能夠保證較高的加工精度的一致性,結合先進的測量技術,機器人柔性磨削系統可以成為一種葉片精密磨削的有效手段,能提高柔性高精度加工能力和促進國家制造業裝備產業升級。中國民航大學的王浩等[13]以航空發動機損傷葉片為研究對象提出了一套損傷葉片再制造修復方法和實現手段,主要包括修復可行性評估、葉片數字化模型重建、激光熔覆和自適應加工、精度檢測和誤差分析。武漢工程大學的劉磊[14]提出一種渦輪葉片自動化修復方案,將葉片測量與修復工藝集成到一臺數控機床上進行處理。
在風扇轉子葉片前緣維修方面,目前的研究主要集中于打磨機器人系統的研制等具體的自動化打磨工程實現手段,而對于前緣打磨方案及目標形貌的分析相對很少。當前比較主流的方案是通過激光熔覆技術將葉片修復至原貌,但從成本控制和使用效果的角度考慮,并不是所有受到侵蝕或者損傷的葉片都需要被恢復到原貌,對于遭受較小侵蝕量的葉片來說進行精準打磨修理也是非常必要的。通過本文的研究能夠規范化風扇轉子葉片前緣維修方案,為發展具有自主知識產權的風扇葉片前緣維修標準奠定理論基礎。
1 研究對象與相關問題
1.1 維修手冊對于風扇轉子葉片前緣維修的要求
在進行風扇轉子葉片前緣精細維修方法研究之前,需要對現有的相關維修流程和標準進行詳細的分析與理解,確保本文針對前緣維修開展的研究在維修手冊要求范圍內。以V2500-A5型發動機風扇轉子前緣腐蝕打磨標準[15]為例進行敘述。根據維修標準,如果前緣表面質感比V05-021 240 GRIT砂紙平滑,則不進行維修。
圖2中給出了V2500風扇轉子維修后檢測位置。如圖中所示,共有A、B、C和D 4個檢測截面,BL代表葉尖前緣點距離檢測截面前緣點的距離,BT代表葉尖尾緣點距離檢測截面尾緣點的距離。
各檢測截面與葉片的前緣、尾緣交點的連線記作BJ(類似于截面弦長)。則風扇轉子葉片的維修標準如表1所示。
風扇轉子維修標準除規定了檢測截面的基本尺寸約束外,還對檢測截面的前緣半徑和前緣形狀進行了規定。維修手冊中規定,檢測截面的前緣曲率半徑應為0.58 mm,并且給出了合格與不合格的前緣形狀,如圖3和圖4所示。

圖2 V2500風扇轉子葉片維修檢測位置Fig.2 Inspection position of V2500 fan rotor
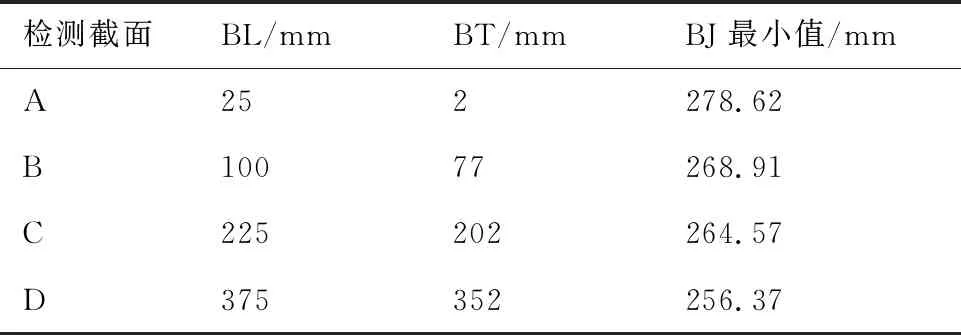
表1 風扇轉子維修后尺寸要求

圖3 合格前緣形狀Fig.3 Qualified leading edge shape

圖4 不合格前緣形狀Fig.4 Unqualified leading edge shape
觀察圖3和圖4中展示的前緣類型,宏觀上把前緣曲率半徑變化更光滑和偏向壓力面一側的葉型認為是合格葉型,把偏向吸力面葉型和存在明顯缺陷葉型(如前緣出現尖端導致無曲率半徑、前緣曲率半徑變化畸形、鈍頭前緣)認為是不合格葉型。
從上述內容可以看出,發動機維修手冊中對于風扇轉子前緣維修的表述并不是很詳細。V2500型航空發動機誕生于20世紀80年代,在機械自動化水平較低的時代采用手工打磨和抽樣檢測的方式進行前緣維修無可厚非。但隨著光學測量手段的發展和機器人技術的進步,仍然沿用傳統的維修流程將難以實現高效高質量維修的目標,勢必阻礙維修企業的發展,進而導致維修市場的流失。因此,開展風扇轉子葉片前緣精細維修理論研究很有必要。
1.2 研究對象
以中國民航大學中歐航空工程師學院綜合實驗室的DGEN380小型大涵道比渦扇發動機風扇轉子為研究對象,如圖5所示,該風扇轉子詳細設計參數詳見參考文獻[3]。
前期已針對該風扇轉子原型葉片進行了較為全面的氣動特性計算并與已有試驗結果進行了對比,校驗了數值研究方法的準確性和可靠性。本文將繼續沿用之前的數值研究方法和網格模型,不再進行網格無關性等數值校驗方面的工作[3]。

圖5 DGEN380整機結構與風扇轉子Fig.5 DGEN380 turbofan engine and fan rotor
1.3 前緣精細維修方案設計
針對前緣打磨維修方案進行優化設計,與傳統的前緣自由邊界氣動特性優化設計過程不同,如圖6所示。而前緣打磨維修為去材加工過程,維修后的葉型輪廓必須在待維修輪廓線以內,如圖7所示,因此在優化的過程中需要增加額外的幾何約束,這種差異將會導致優化空間的不同以及最終優化結果的差異。
在前緣粗糙度Rz=250 μm風扇轉子[3]葉片上開展前緣維修方案優化設計,該風扇轉子前緣如圖8所示。

圖6 前緣自由邊界優化設計Fig.6 Leading edge optimization design of free boundary

圖7 前緣約束邊界優化設計Fig.7 Leading edge optimization design of fixed boundary

圖8 風扇轉子葉片侵蝕前緣三維簡化模型Fig.8 Three-dimensional eroded leading edge model of fan rotor blade
在該葉片0%~30%葉高范圍內,葉型相對來流馬赫數較低,前緣侵蝕現象不嚴重,而且由于風扇轉子葉片結構強度特性的要求,因此在根部只需進行較低程度的打磨,消除鈍頭葉型,恢復前緣的光滑過渡,如圖9所示。
主要在45%~100%葉高范圍內開展前緣打磨維修優化設計,采用中弧線疊加厚度分布的方法對該葉高范圍內6處典型截面葉型進行參數化處理,參數化的截面葉型位置如圖10所示,圖中“MERIDIONAL”代表子午流面,“R”代表徑向位置,“Z”代表軸向位置。
應用B樣條曲線對中弧線進行擬合,總共生成30個控制點,設置節點控制參數來加密中弧線控制點在前、后緣的分布,如圖11所示,“CAMBER”表示葉型中弧線,“R*theta”表示周向方向,“m”表示子午流線。
通過Bezier曲線進行葉型吸力面、壓力面型線的控制,采用26個控制點進行參數化,如圖12所示,“S”代表中弧線方向,“half-thick”表示葉型厚度的一半。其中參數化的第一個數值和最后一個數值分別為前緣半徑和尾緣半徑,其余參數分別為厚度分布控制參數。吸力面厚度分布控制點的近前緣局部放大圖如圖13所示,圖中“SUCTION SIDE”代表吸力面。壓力面的參數化方法及控制點分布參照吸力面。
根據實際維修手冊內容,V2500風扇轉子葉片的維修手冊中對典型截面風扇轉子葉型前緣曲率半徑進行了約束,因此在葉型前緣優化過程中也將對前緣曲率半徑進行約束,使優化設計方案符合實際維修規范,具有可操作性和工程應用價值。
當優化變量過多時,完整數據庫的樣本容量呈指數型增長,建立完整數據庫信息的可能性愈發降低,從而無法建立全面的人工神經網絡,進而影響優化過程。為解決這一問題,須減少優化變量,在每個截面上選取最具代表性的控制參數。
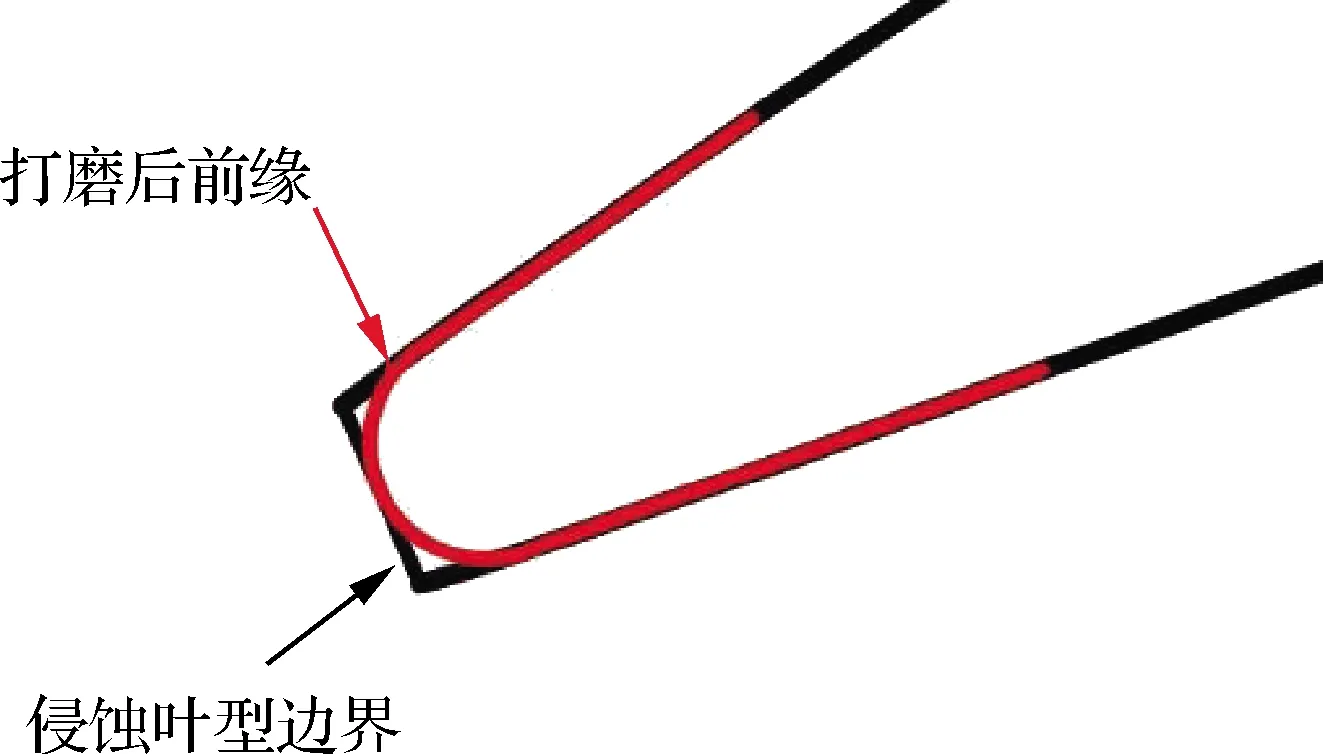
圖9 葉根處受侵蝕葉型與打磨后葉型對比Fig.9 Comparison of leaf types between eroded blade and polished blade at root

圖10 參數化截面展向位置Fig.10 Spanwise location of parameterized sections
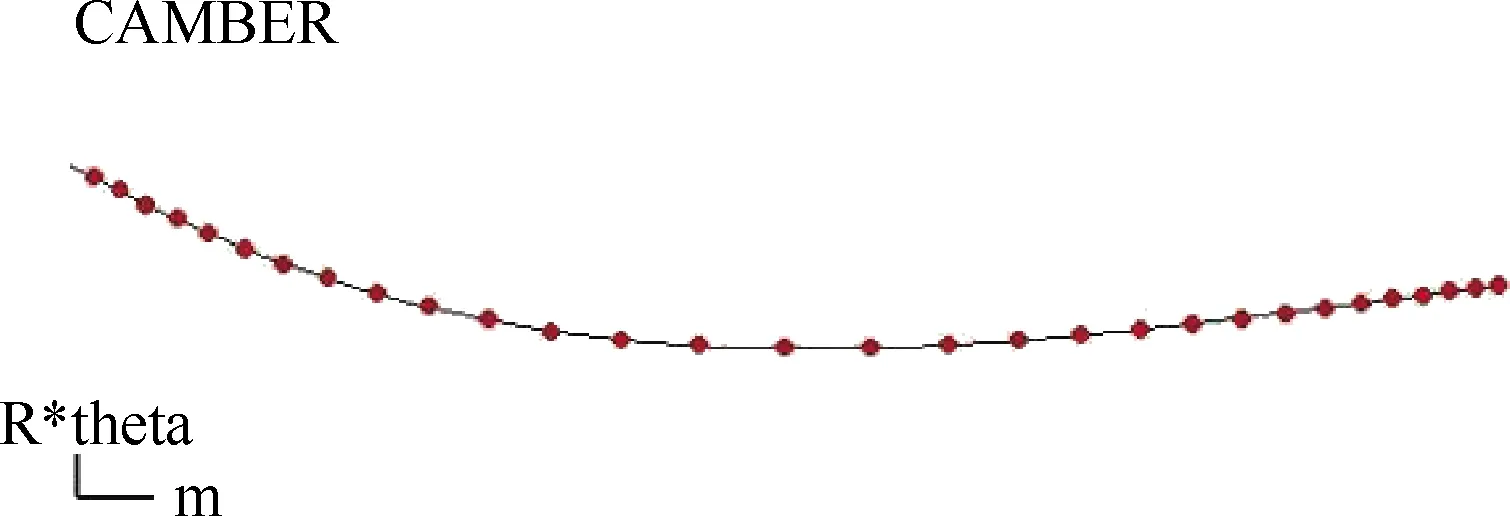
圖11 中弧線控制點分布Fig.11 Distribution of camber control points

圖12 吸力面厚度分布控制點Fig.12 Control points of suction side thickness distribution

圖13 吸力面厚度分布控制點局部放大圖Fig.13 Local magnification of control points of suction side thickness distribution
選取了吸力面、壓力面型線的前緣半徑控制點作為優化變量。每個截面共計2個優化變量,6個參數化截面共計6×2=12個優化變量,優化變量上下限如表2所示。
表2中分別給出了各截面優化變量的上下限,其中優化上限為侵蝕葉型前緣根據參數化方法所構成的最大前緣曲率半徑,優化下限為滿足維修手冊中要求的最小曲率半徑。若需要控制某截面葉型前緣曲率半徑為某一固定值,則需將上下限同時設置為該固定值。
表2中“S1_SS_LE_RADIUS”代表截面1吸力面前緣曲率半徑,“S1_PS_LE_RADIUS”代表截面1壓力面前緣曲率半徑,葉型截面的編號參照圖10。

表2 優化變量上下限Table 2 Range of optimization variables
本研究對象并沒有對應的維修手冊,因此風扇截面葉型前緣半徑維修標準無法查詢,需人為給出,人為設定原則參照了原始葉型前緣半徑值。如果要保證某截面處的葉型前緣半徑為某一定值,則需設置該截面葉型前緣半徑的上限和下限均為該定值。
2 數值計算方法
應用商業CFD軟件NUMECA開展數值模擬計算,借助其中的Fine Turbo/Design 3D模塊進行風扇轉子葉型前緣的優化設計,選擇隨機離散過程來設置參數變化范圍。
優化工作是針對風扇轉子葉片前緣區域開展的,優化前緣所占據的相對弦長范圍很小,轉子葉片的絕大部分區域均保持不變,葉型彎角基本不變,因此風扇轉子的整體增壓能力將會保持原有水平。前緣流動對于葉型吸力面附面層的發展至關重要:前緣流動組織良好,將會促進吸力面附面層的健康發展,減小附面層厚度,降低損失,增大氣流轉折角,提高葉片等熵效率;前緣流動組織較差,會引起附面層厚度的快速增加,甚至發生氣流分離現象,增加流動損失,降低等熵效率,加大落后角,降低氣流轉折角,進而影響增壓能力。可以說,當前緣修復引起的葉型進口幾何角基本不變且維修量很小時,等熵效率和增壓比的變化趨勢是一致的,因此選取等熵效率作為優化目標,既能夠顧全風扇增壓比的影響,也能降低優化目標的復雜性,采用此種方法,假設葉型進口幾何角基本無變化。
但在實際優化過程中,當前緣曲率半徑靠近優化下限時,有可能對葉型進口幾何角產生較大影響,進而減小整個葉型彎角。與此同時,前緣打磨導致葉片有效做功區域縮小,葉型負荷水平降低。此時等熵效率和壓比的變化趨勢將不再一致,等熵效率的增加會以總壓比的降低作為代價。因此在后續研究工作中,要開展多目標優化,同時引入等熵效率和總壓比,完善葉型前緣維修優化過程。
由于該風扇的長期運行工況在設計轉速峰值效率點附近,因此進一步選取設計轉速的峰值效率點作為優化目標。在優化過程中共建立150個不同參數組合下的葉片數據作為數據庫,應用人工神經網絡訓練數據庫樣本,最后通過遺傳算法得到各截面葉型數據如圖14所示。圖14中黑線代表原始葉型,綠線代表侵蝕后的鈍頭葉型,紅線代表風扇轉子維修特性優化上限(即優化過程中效率最高方案),藍線代表風扇轉子維修特性優化下限(即優化過程中的效率最低方案)。
圖15中給出了原始葉片和不同前緣維修方案葉片在90%葉高截面葉型的整體對比,由圖可知前緣維修所引起的變化僅局限于前緣部分,葉型主體在優化過程中保持不變。
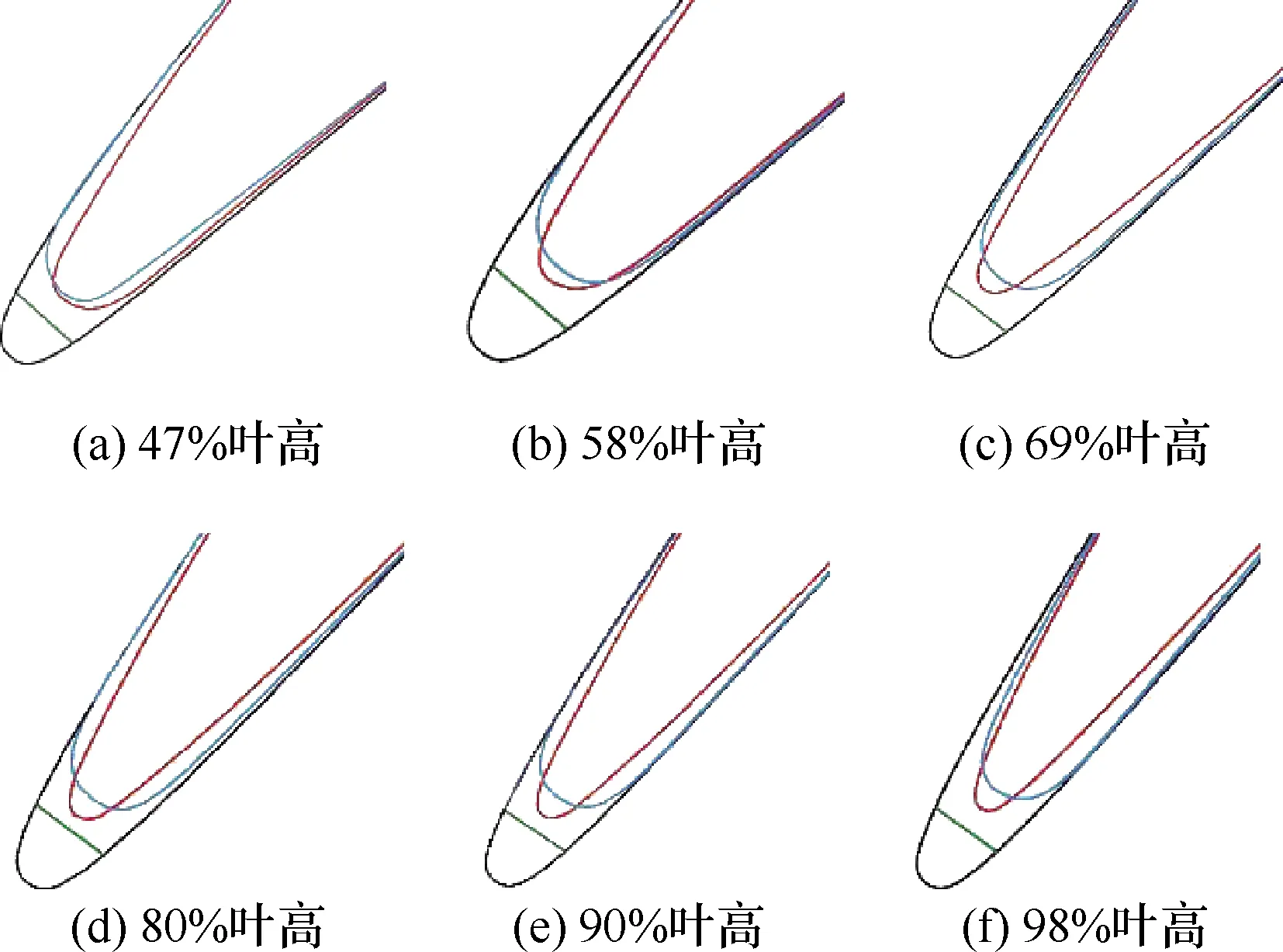
圖14 葉型前緣對比Fig.14 Comparison of airfoils’ leading edges

圖15 90%葉高截面葉型對比Fig.15 Comparison of airfoils at 90% spanwise
3 計算結果分析
在上文中討論了4種葉片,分別為原始葉片、風扇轉子維修特性優化上限葉片、風扇轉子維修特性優化下限葉片和250 μm侵蝕鈍頭葉片。需要強調的是風扇轉子維修特性優化下限葉片并不是最差修復方案,而是在此優化過程中的效率最低方案,該方案可能會比手工拋磨方案的效率高。
圖16、圖17中分別給出了不同維修方案葉片在100%換算轉速時的流量-總壓比特性和流量-等熵效率特性。從整體走勢而言,原始葉片的氣動特性最佳,風扇轉子維修特性優化上限葉片的氣動特性次之,250 μm侵蝕葉片的氣動特性最差。雖然優化過程是在原始葉片設計點(峰值效率點)所對應的背壓101.7 kPa進行的,但該點所反映出的氣動特性變化規律與整條特性線的變化規律基本一致。
由圖16、圖17可知,前緣侵蝕能夠使原始葉片的氣動特性顯著下降,經過前緣維修后可在較大程度上恢復氣動性能,但修后整體氣動性能仍不及原始葉片氣動性能。在優化過程中,不同前緣維修方案之間的流量-總壓比特性曲線差別不大,流量-等熵效率特性曲線變化更加明顯。
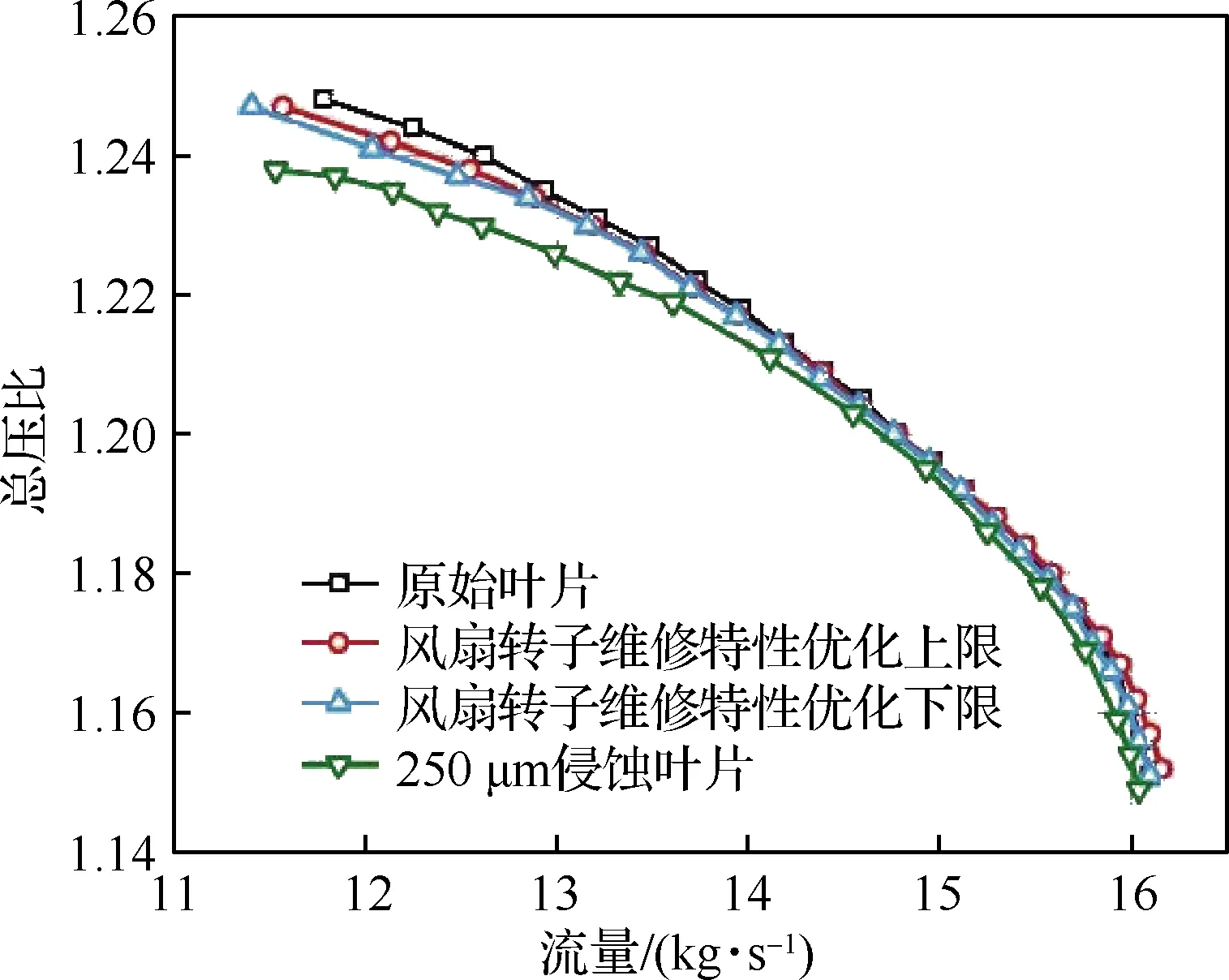
圖16 100%換算轉速不同維修方案下葉片的流量- 總壓比特性對比Fig.16 Mass flow-total pressure ratio characteristics comparison between different maintenance methods at 100% corrected rotating speed

圖17 100%換算轉速不同維修方案下葉片的流量- 等熵效率特性對比Fig.17 Comparison of mass flow-isentropic efficiency characteristics between different maintenance methods at 100% corrected rotating speed
近堵塞區域,前緣維修能夠使風扇葉片氣動特性達到原始葉片的水平,并且最佳優化方案的氣動特性要優于原始葉片。圖18、圖19給出了100%換算轉速,近堵塞點90%葉高截面熵分布云圖和相對馬赫數分布云圖。對比近堵塞點馬赫數云圖和熵分布云圖可知,通道內高熵區的產生位置恰好與激波位置一致,并且激波結構所占據的柵距方向尺度與高熵區的柵距方向尺度相吻合,故判斷通道內高熵區的產生主要源自于近壓力面形成的激波結構。原始葉片壓力面上游最大相對馬赫數達到1.3,并且原始葉片激波前相對馬赫數平均大于優化上限葉片,致使原始葉片激波損失更加嚴重。

圖18 100%換算轉速近堵塞點下90%葉高截面 熵分布云圖Fig.18 Distribution of 90% spanwise entropy contour near blockage point at 100% corrected rotating speed
在設計點處,250 μm前緣侵蝕葉片的等熵效率相比于原始葉片值降低了1.29%。經過前緣維修后,等熵效率較侵蝕葉片值最多提高了1.21%,基本恢復到原始葉片的水平。風扇轉子葉片維修上、下限葉片所對應的等熵效率相差較小,分別為94.59%和94.36%。對于總壓比而言,250 μm前緣侵蝕葉片的總壓比相比于原始葉片值降低了0.406%,經過前緣修復后,其值基本恢復至原始葉片狀態。風扇轉子葉片維修上、下限葉片所對應的總壓比均為1.23。
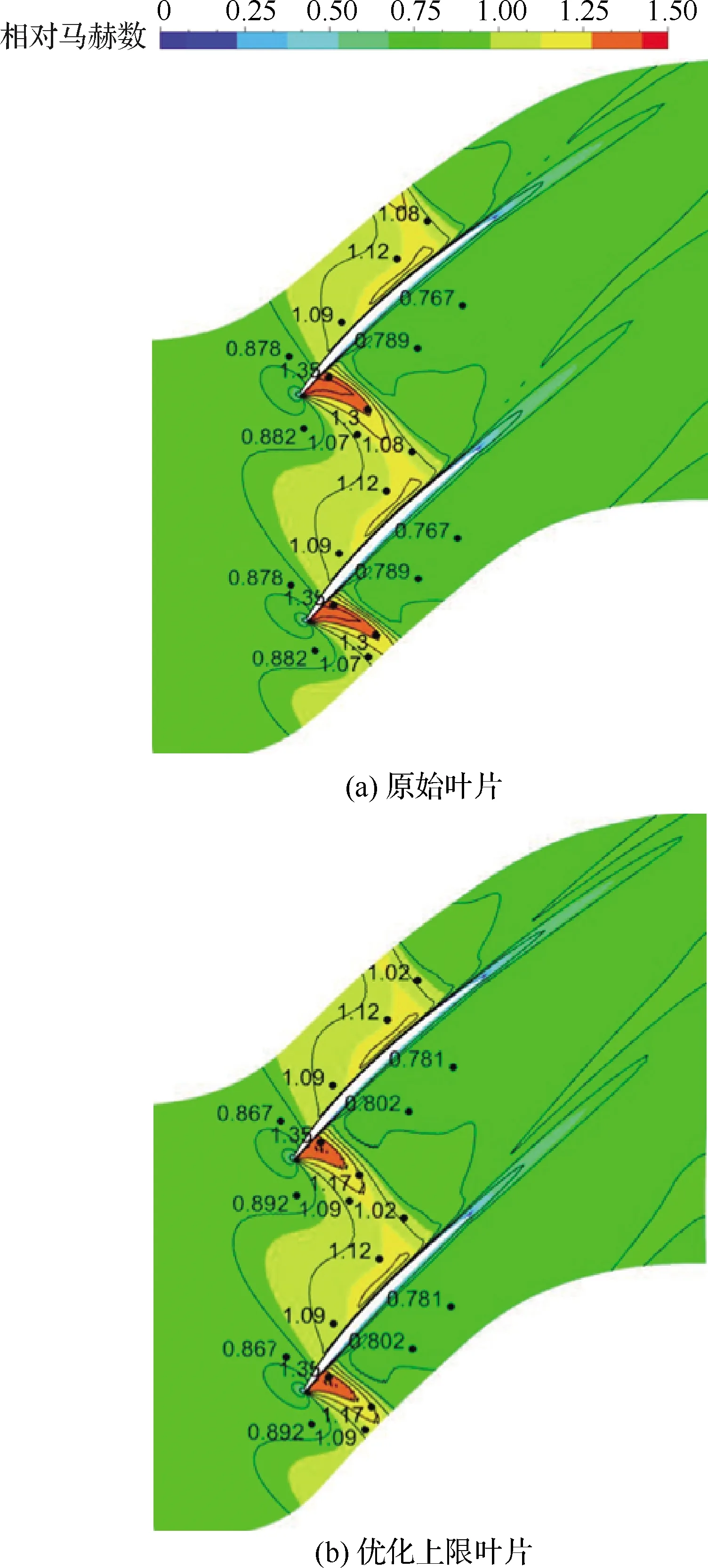
圖19 100%換算轉速近堵塞點下90%葉高截面相對馬赫數分布Fig.19 Distribution of 90% spanwise relative Mach number near blockage point at 100% corrected rotating speed
在近喘點附近(背壓104 kPa),250 μm前緣侵蝕葉片的等熵效率相比于原始葉片值降低了3.26%。經過前緣維修后,等熵效率較侵蝕葉片值可最多提高3.01%,比較接近原始葉片等熵效率值。風扇轉子葉片維修上、下限葉片所對應的等熵效率分別為94.18%和93.7%。在總壓比方面,250 μm前緣侵蝕葉片的總壓比相比于原始葉片值降低了0.403%,經過前緣修復后,總壓比可最高恢復至原始葉片的99.84%。
由此可見,前緣維修對于總壓比的影響在設計點和近喘點處基本一致。葉片等熵效率經過前緣維修后提升非常顯著,達到了預期的效果。在設計點處,不同前緣維修方案之間的風扇轉子氣動特性差異較小;而在近喘點附近,不同前緣維修方案之間的氣動特性差異顯著,有必要尋找最優維修方案。
穩定工作裕度SM的定義為
(1)
式中:m代表質量流量;π*代表總壓比;d代表設計點;s代表近失速點。
計算得到的4種葉片穩定工作裕度如表3所示。
由表3可知,250 μm侵蝕葉片的穩定工作裕度較原始葉片略有降低,前緣維修能夠提高穩定工作裕度,并且修后前緣曲率半徑越大則穩定工作裕度越大。

表3 風扇轉子葉片穩定工作裕度Table 3 Stall margin of fan rotor blade
觀察原始葉片、優化上限葉片、優化下限葉片在不同換算轉速下的特性,如圖20、圖21所示。在80%和90%換算轉速下,3種葉片特性線變化規律與100%換算轉速下情況相似,但在非設計轉速下前緣侵蝕引起的風扇轉子葉片氣動性能衰退現象更加明顯。
在90%換算轉速下,前緣侵蝕葉片使近喘點附近(背壓103 kPa)等熵效率下降3.42%,總壓比相比原始葉片下降了0.337%。經過維修后的優化上限葉片等熵效率相比于原型僅下降了0.3%,總壓比恢復到原始水平。
在80%換算轉速下,前緣侵蝕葉片使近喘點附近(背壓103 kPa)等熵效率下降4.78%,總壓比相比原始葉片下降了0.348%。經過維修后的優化上限葉片等熵效率相比于原型僅下降了0.55%,總壓比恢復到原始水平。
葉片前緣優化維修能夠提升風扇轉子葉片在不同換算轉速下的工作特性,大幅改善侵蝕后風扇轉子葉片等熵工作效率,恢復風扇轉子原始增壓能力,提高穩定工作裕度。
圖22、圖23展示了3種葉片在100%換算轉速設計工況時,70%和90%葉高位置處的葉片表面靜壓系數分布情況,結果顯示3種葉片表面靜壓系數分布差異性主要體現在葉片弦長前20%區域內,前緣維修對葉片弦長后70%的葉片表面負荷不產生過多影響,吸力面近前緣位置靜壓系數分布差異較為明顯,壓力面靜壓系數分布基本保持一致。
根據70%葉高位置靜壓系數(Pressure Coefficient)Cp分布曲線可知,與原始葉型相比,優化上限葉片0%~5%相對弦長范圍內的葉片負荷水平基本保持不變,但整體靜壓值上移,從而反映出當地流速的下降。優化上限葉片適當增加了5%~18%相對弦長范圍內的葉片做功能力,并且在5%~10%相對弦長范圍內保持了非常小的逆壓梯度,有效促進了吸力面附面層的健康發展。
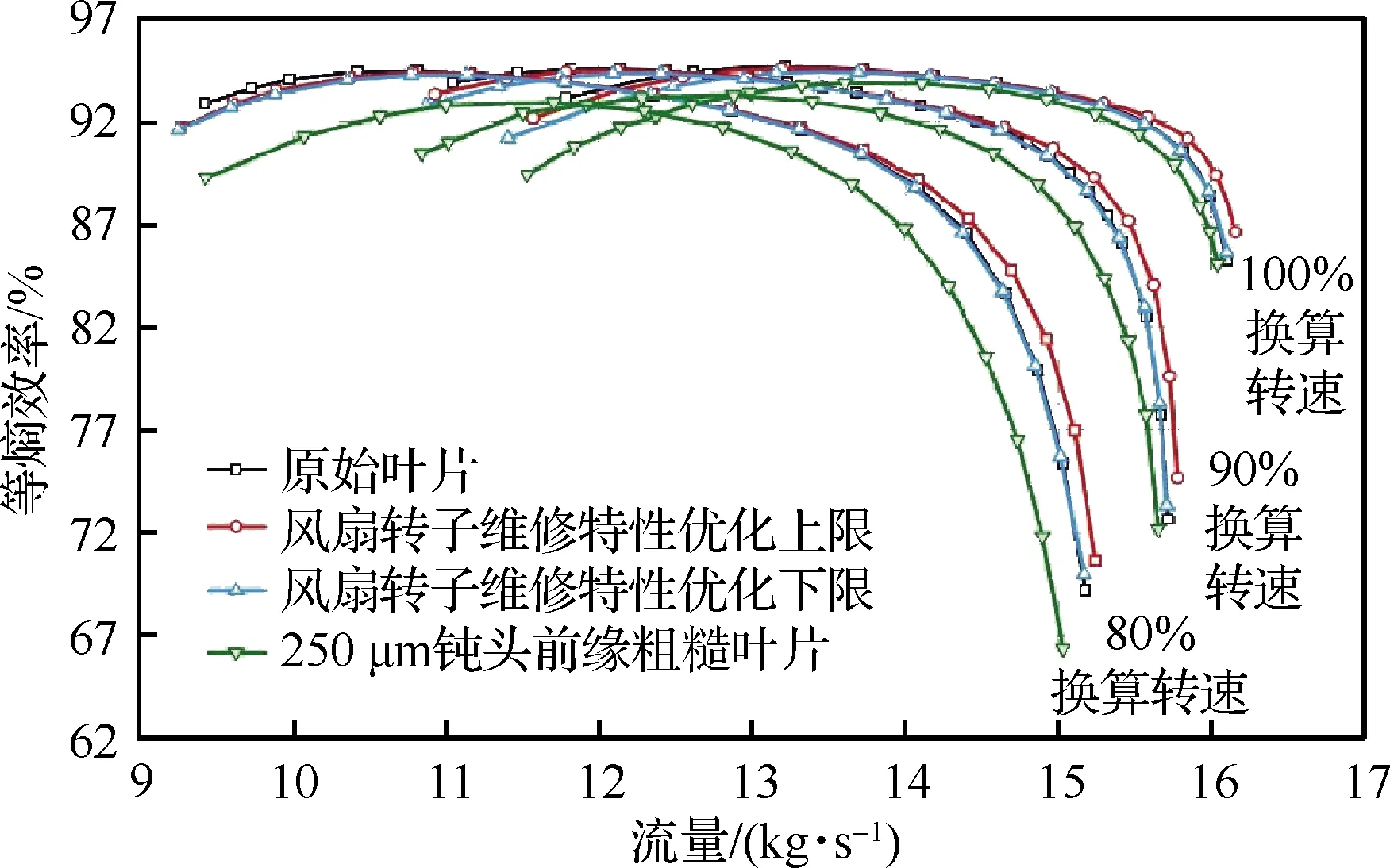
圖20 不同維修方案葉片在各換算轉速下的流量- 等熵效率特性對比Fig.20 Comparison of mass flow-isentropic efficiency characteristics between different maintenance methods at various corrected rotating speeds

圖21 不同維修方案葉片在各換算轉速下的流量- 總壓比特性對比Fig.21 Comparison of mass flow-total pressure ratio characteristics between different maintenance methods at various corrected rotating speeds
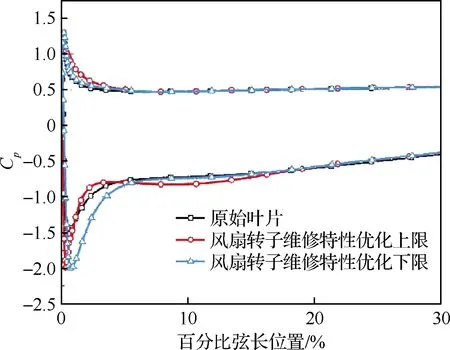
圖22 100%換算轉速設計工況下70% 葉高截面靜壓系數分布Fig.22 Cp distribution of 70% spanwise at designed point and at 100% corrected rotating speed

圖23 100%換算轉速設計工況下90% 葉高截面靜壓系數分布Fig.23 Cp distribution of 90% spanwise at designed point and at 100% corrected rotating speed
圖23中展示的90%葉高截面表面靜壓系數曲線變化趨勢與70%葉高的情況基本一致。相比于原始葉片,優化上限葉片適當降低了6%相對弦長范圍內的葉片負荷水平,增加了6%~22%相對弦長范圍內的葉片做功能力;而優化下限葉片則增加了前14%相對弦長范圍內的負荷水平,如圖24所示。經計算,原始葉片、優化上限葉片和優化下限葉片在90%葉高截面的葉型擴散因子分別為0.47、0.461、0.493。
圖25為3種葉片(原始葉片、優化上限葉片、優化下限葉片)在設計工況下90%葉高截面前緣相對馬赫數云圖及其局部放大圖。根據圖25可知,優化上限葉片相比于原始葉片的超聲速區域顯著增加,在近前緣1.3以上高馬赫數范圍有所降低。
優化下限葉片近前緣超聲速區范圍與原始葉片基本接近,但1.3以上高馬赫數范圍顯著增加。此部分高速區域面積的增加是引起圖23中優化下限葉片在近前緣處負荷水平提高的主要因素。而高葉展處葉型前緣負荷水平的增加會加劇葉尖泄露流動,強化尖部二次流動,降低其工作效率。
對比優化上限葉片和優化下限葉片,可知優化上限葉片近前緣處的加速區更加均勻,高速區覆蓋范圍更廣,對于葉型前段邊界層的積極作用更加明顯。

圖24 100%設計轉速設計工況下90% 葉高截面葉型負荷水平分布Fig.24 Blade loading distribution of 90% spanwise at designed point and at 100% corrected rotating speed
為了深入分析風扇轉子葉片的附面層發展的情況,對比分析了3種葉片在設計工況和近喘點工況時,90%葉高截面位置處的附面層厚度和吸力面壓力梯度。圖26中給出了風扇轉子葉片在100%換算轉速,設計工況下的近前緣22%相對弦長范圍內邊界層的發展過程和吸力面壓力梯度分布,圖中實線代表邊界層厚度,虛線代表壓力梯度。
由圖26可知,在建立附面層的初始階段(5%相對弦長范圍內),原始葉片與優化下限葉片附面層厚度非常接近,而優化上限葉片的數值略大于二者。自5%相對弦長后,邊界層厚度的發展趨勢則非常清晰,優化下限葉片的邊界層厚度最大,原始葉片次之,優化上限葉片最小。由此可見,5%相對弦長位置是附面層發展的分界點。壓力梯度為正值,代表著氣流在此段范圍內沒有經歷順壓區,一直在克服逆壓梯度流動。前緣附近的氣流速度較快,流體微團自身攜帶的動能較大,逆壓梯度的作用不明顯。例如在前5%相對弦長范圍內,雖然不同方案葉片吸力面的壓力梯度相差較大,但是附面層厚度基本保持一致。當氣流逐漸進入擴壓區后,邊界層厚度對逆壓梯度非常敏感,此時保持較低的逆壓梯度可以有效地延緩附面層厚度的發展,如圖26中優化上限葉片所示。在幾乎同等逆壓梯度下,優化下限葉片的附面層發展整體表現不如原始葉片。
圖27中給出了風扇轉子葉片在近喘點工況下,近前緣22%相對弦長范圍內邊界層的發展過程和吸力面壓力梯度分布,圖中實線代表邊界層厚度,虛線代表壓力梯度。

圖25 100%換算轉速設計工況下90%葉高截面前緣相對馬赫數云圖及局部放大圖Fig.25 Relative Mach number contour of 90% spanwise near leading edge and local magnification at designed point and at 100% corrected rotating speed

圖26 100%換算轉速設計工況下90%葉高截面吸力面邊界層厚度和壓力梯度分布Fig.26 Suction side boundary layer and pressure gradient distribution of 90% spanwise at designed point and at 100% corrected rotating speed
如圖27所示,與設計點工況相比,近喘點時的附面層厚度整體偏小,而逆壓梯度卻整體偏高。經分析推測,造成這種現象的原因在于近喘點處葉尖間隙泄漏流動更加嚴重,泄漏流動引起了尖部流動阻塞造成了主流區域氣流通道變窄,如圖28中所展示的100%換算轉速,優化上限葉片S2流面熵分布云圖所示。這種流動堵塞會引起相鄰主流區域的局部流動加速,進而帶來了90%截面處葉型吸力面附面層相比于設計點工況更薄的效果。
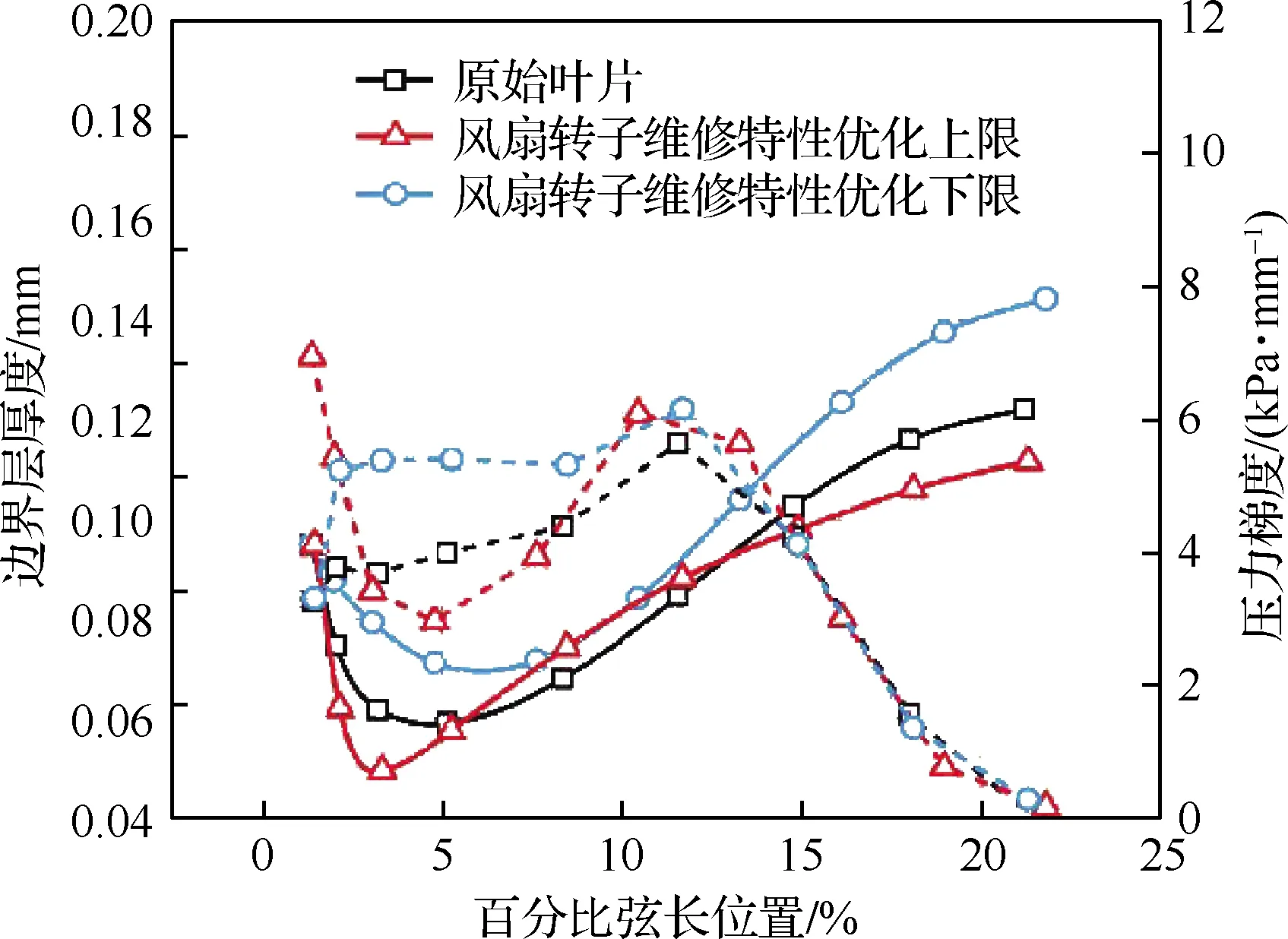
圖27 100%換算轉速近喘點工況下90%葉高截面吸力面邊界層厚度和壓力梯度分布Fig.27 Suction side boundary layer and pressure gradient distribution of 90% spanwise at near stall condition and at 100% corrected rotating speed

圖28 100%換算轉速優化上限葉片S2流面熵分布云圖Fig.28 S2 entropy contour of the optimum maintenance blade at 100% corrected rotating speed
在10%相對弦長位置后,邊界層厚度對比規律逐漸清晰,依舊是優化下限葉片的邊界層厚度最大,原始葉片次之,優化上限葉片最小。
4 結 論
1) 前緣侵蝕會嚴重降低風扇轉子的氣動特性,并且在非設計轉速下的氣動性能衰退更加嚴重。經過前緣維修方案優化后,風扇轉子的氣動性能得到了顯著的改善,并且等熵效率和總壓比恢復到了原始葉片附近的水準。
2) 不同前緣打磨方案對葉片氣動特性恢復能力不同,但都優于侵蝕葉片。在100%換算轉速設計工況下,維修差異引起的等熵效率變化范圍為0.23%。在近喘點工況下,維修差異引起的等熵效率變化范圍為0.48%。這種維修差異引起的氣動特性變化隨著發動機流量的減小以及換算轉速的降低而愈發明顯。
3) 前緣維修會對葉片吸力面附面層的發展產生重要影響。葉片維修改變了前緣處的載荷分布情況,由此引發的壓力梯度變化會改變附面層厚度分布。不同維修方案引起的附面層差異化發展存在著臨界點,本文中的設計工況90%葉高位置處吸力面附面層厚度分布差異化臨界點在5%相對弦長處。而對于近喘點工況,該差異化臨界點在10%相對弦長左右。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
時代英語·高二(2015年1期)2015-03-16 00:08:11
現代企業(2015年2期)2015-02-28 18:45:09
