側滑槽支臂工藝及夾具設計
2020-12-04 02:52:15曹勝
學習周報·教與學 2020年51期
曹勝

摘? 要:設計是以解決實際問題為主,理論知識與實際相結合運用于實際生產,設計內容主要為側滑槽支臂工藝設計以及選定工裝的夾具設計,首先對側滑槽支臂進行結構分析和工藝分析,確定工藝方案。選定的工裝夾具進行定位元件的選擇、結構分析和工藝分析確定工藝方案。選定的工裝夾具進行了定位元件的選擇。選定方案后,通過查閱相關資料書籍,最終完成零件的工藝設計。
關鍵詞:側滑槽支臂工藝設計;夾具設計;定位;設計說明
一、引言
側滑槽支臂,材料為HT200,月生產3000件、生產類型為大批量生產。任務要求為:(1)并編制一套既能保證產品質量又能適應零件批量生產需要的零件工藝;(2)在工藝設計加工中,選擇車加工進行專用工裝設計;(3)全套工藝方案擬定:夾具方案。
二、工藝設計
(一)任務:側滑槽支臂,材料為HT200,大批量生產。
(二)零件結構分析
由零件的材料,灰鑄鐵最低抗拉強為200Pa,但塑性和韌性低、不易開裂流動性能好,因此適宜鑄造結構復雜的鑄件和薄壁鑄件。所以選擇鑄造加工毛坯。
(三)零件工藝方分析案選擇
根據對零件工藝分析,為確保在加工中零件的尺寸精度、表面精度及形位公差要求,提高產品質量,提高生產率,降低成本的原則,零件加工工藝安排如下:
00制造毛坯: 砂型鑄造。
05檢驗: 對毛坯進行檢驗
15粗車: 車零件42mm左端面及25mm的內孔。用φ42mm外圓定位,夾緊,車床:CA6140,刀具:鏜孔刀和45°刀,量具:游標卡尺。粗加工左端面,保證Φ42mm長度為83±0.3mm,粗糙度為Ra3.2。鏜Φ25mm的內孔,粗加工時保證尺寸在Φ24mm,粗糙度為Ra3.2。
20粗車: 車42mm右端車面,車床:CA6140,刀具:45°刀,量具:游標卡尺。粗加工42mm右側面到80±0.3mm
25粗銑: 銑16mm槽底面兩側面及兩端面,立式搖臂銑床:XY-3HG刀具:15mm立式銑刀,量具:游標卡尺,銑槽底面到10mm,粗糙度為Ra3.2,銑兩側面到14mm一邊留1mm余量,粗糙度為Ra3.2,銑槽兩端面,直接加工到尺寸15mm,粗糙度為Ra3.2。
30銑: 銑32mm端面,立式搖臂銑床:XY-3HG刀具:15mm立式銑刀,量具:游標卡尺,銑掉3mm保證尺寸到25mm中心線為36mm,粗糙度為Ra3.2。
35鉆孔: 鉆M22mm螺紋的孔底孔及攻螺紋。立式鉆床刀具:麻花鉆、擴孔鉆、M22mm絲錐,量具:游標卡尺,鉆M22螺紋孔到21mm,粗糙度為Ra6.3,鏜M22螺紋孔到22mm,粗糙度為Ra3.2。
40精車: 精車零件φ25mm的內孔。以φ42mm外圓定位,夾緊,車床:CA6140,刀具:鏜孔刀,量具:游標卡尺。鏜Φ25mm的內孔,精加工保證尺寸在Φ25±0.1mm,粗糙度為Ra1.6。
45精車: 車拔叉Φ60mm右側。車床:CA6140,刀具:45°刀,量具:游標卡尺,車右側面,保證尺寸12±0.2mm,粗糙度為Ra1.6。
50精銑: 銑16mm槽底面及兩側面。立式搖臂銑床:XY-3HG刀具:15mm立式銑刀,量具:游標卡尺,銑槽底面深度9±0.2mm,粗糙度為3.2,銑兩側面寬為16±0.2mm,粗糙度為Ra1.6。
55精銑: 銑槽兩端面,立式搖臂銑床:XY-3HG刀具:15mm立式銑刀,量具:游標卡尺,精加工槽兩端面保證尺寸到槽底深度為8±0.2mm,平行度為0.04mm,粗糙度為Ra3.2。
60鏜孔: 鏜M22mm螺紋及攻螺紋。立式鉆床:刀具:擴孔鉆、M22mm絲錐,量具:游標卡尺,鏜M22mm螺紋孔到22mm,粗糙度為Ra3.2。
三、選定工裝設計說明
(一)本工序的加工內容選定的工裝設計為車床夾具設計
該工序是加工拔叉端面及孔Φ60±0.03mm保證尺寸12±0.05mm,126±0.05mm,粗糙度Ra1.6要求Φ60mm孔端面與基準A軸線垂直度。
(二)定位分析
由于孔與基準AΦ25mm的軸線有一個126mm的尺寸,所以采用基準重合的原則。選用Φ25mm孔軸作為定位,另外選擇Φ25mm的左孔端面為主定位基準,從右端面進行夾緊。
(三)定位元件選擇與分析根據定位分析
由于夾緊力由右端向左端進行夾緊,使用Φ25mm孔左端面作為主定位面,選用定位元件大端面限制Z軸的移動、x軸轉動、y軸轉動,用短心軸定位限制x軸移動、Y移動、擋銷控制z軸的轉動。從右端向左端實施夾緊,所以采用一個大端面、一個短銷、一個擋銷、限制零件的六個自由度是完全定位,所以該定位形式滿足加工要求。
(四)夾緊裝置分析
夾具采用螺旋夾緊機構。
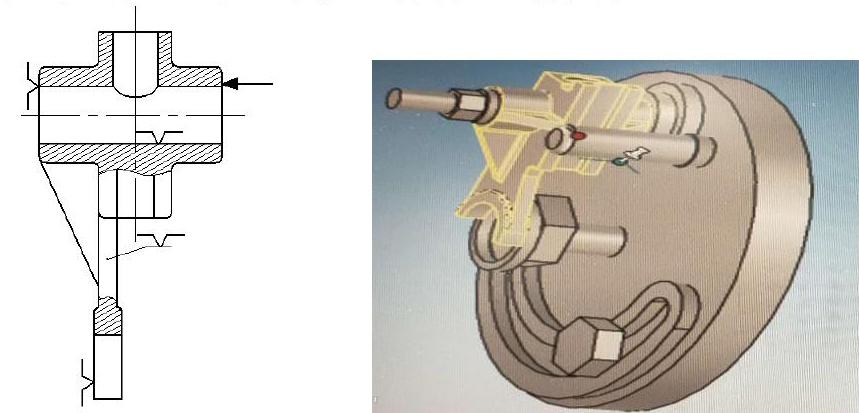
(五)夾具安裝
夾具跟機床安裝的時候設計專用過渡盤,過渡盤一面靠止口與機床主軸法蘭盤連接,過渡盤有一個找正環找正與機床主軸中心重合,安裝時,首先過渡盤跟法蘭盤止口進行連接用四個M25螺栓擰上帶上一定夾緊力其次打表找正環跟機床主軸中心重合鎖緊M25的螺母最后實施夾具跟機床的連接。
(六)夾具評價
該夾具采用螺紋夾緊機構與完全定位限制它的六個自由度,具備了縮短輔助時間提高生產勞動力,降低加工成本,保證加工精度,穩定加工質量,降低對工人的技術要求,減輕工人的勞動強度,保證安全生產,該夾具符合加工批量較大的零件。
參考文獻:
[1]吳拓.機床夾具設計[M].第二版.北京:機械工業出版社,2018.
[2]張萍.機械設計基礎[M].第二版.北京:化學工業出版社,2010.
