Q345R與20鋼焊接工藝研究及生產應用
2021-01-03 03:44:14薛根奇胡延偉袁吉增
電焊機 2021年12期
關鍵詞:焊接工藝
薛根奇 胡延偉 袁吉增


摘要:分析Q345R與20鋼的焊接性能,擬定TIG+MAG焊接工藝規程,確定最佳焊接規范參數,進行了焊接工藝試驗及評定,并采用滲透檢測、射線檢測驗等方法驗證焊縫的表面及內部質量,通過機械性能試驗驗證焊接接頭的性能。結合高壓電極鍋爐本體與支管焊接結構形式,將試驗研究結果應用于高壓電極鍋爐本體與人孔等支管的焊接,按NB/T 47013.2、NB/T 47013.5的要求對焊縫進行超聲檢測及滲透檢測,檢測結果符合相應標準的I級質量要求,焊接效果良好。
關鍵詞:異種鋼焊接;Q345R鋼;MAG焊;焊接工藝;生產應用
中圖分類號:TG457.1? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)12-0067-04
DOI:10.7512/j.issn.1001-2303.2021.12.13
0? ? 前言
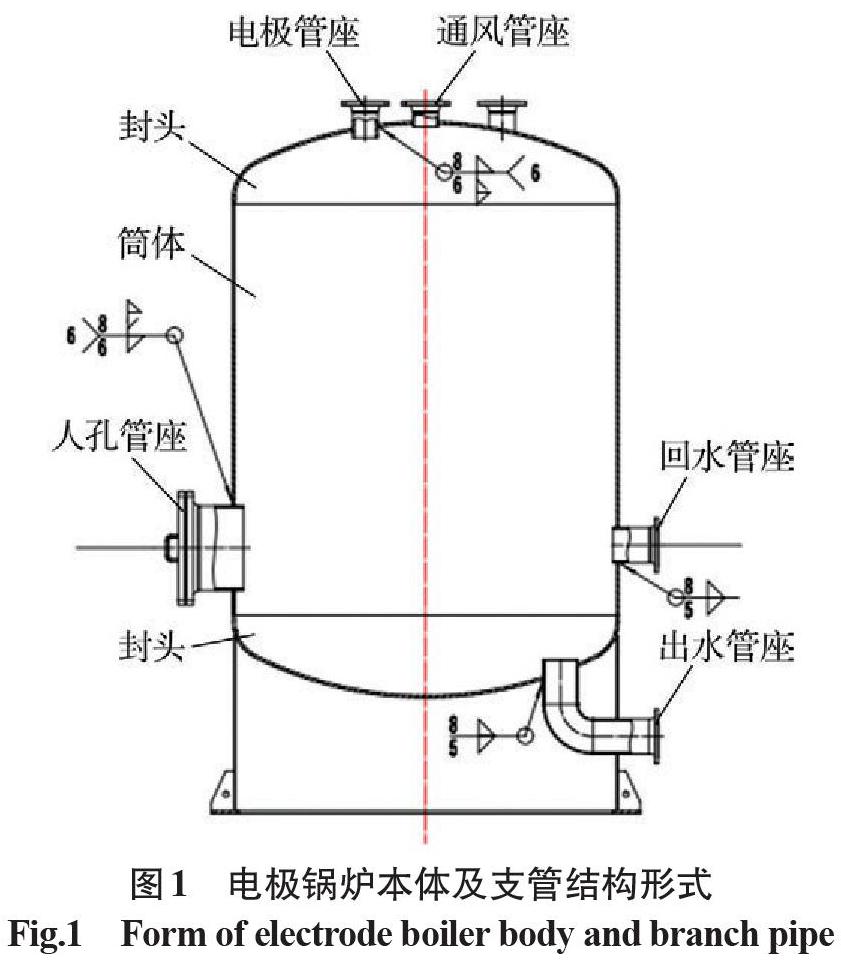
為實現“ 雙碳 ”目標,減少石化能源的消耗,擴大風電、光電等清潔能源的消納,高壓電極鍋爐作為集中清潔供暖、火電廠的靈活性調峰、工廠工藝供熱的重要設備正逐步擴大應用。高壓電極鍋爐的重要元件鍋爐主體筒體及封頭采用Q345R鋼,爐體上的各支管一般采用20鋼,筒體或封頭與支管之間采用完全焊透的插接結構或騎座結構如圖1所示。Q345R低合金高強鋼是用途最廣、用量最大的壓力容器專用鋼板,具有良好的綜合力學性能和工藝性能,被廣泛用于鍋爐、石油、化工、電站等行業,一般用于制作鍋爐本體、熱換器、反應器、分離器、導氣管、液化氣罐、氣包、液化石油氣瓶、水電站高氣管、水輪機蝸殼等設備及構件。20鋼為優質碳素鋼,其強度低,韌性、塑性和焊接性均較好。
1 Q345R及20鋼焊接性分析
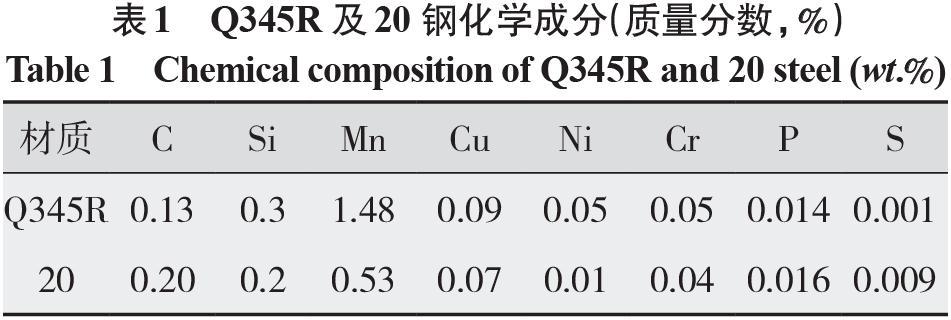
Q345R鋼為低合金高強鋼,20鋼為優質碳素鋼。根據GB713-2014《壓力容器用鋼板》、GB/T 711-2017《優質碳素結構鋼熱軋鋼板和鋼帶》要求提供Q345R和20鋼的實測化學成分,如表1所示。
1.1 Q345R鋼及20鋼焊接冷裂紋傾向分析
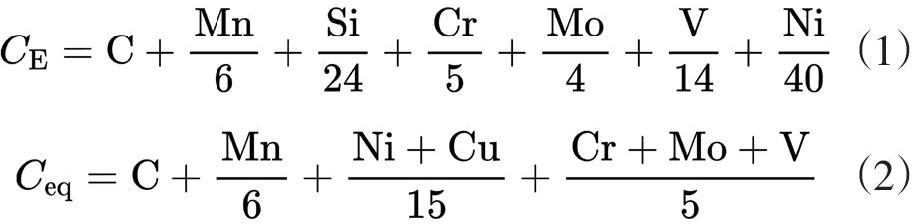
化學成分影響鋼的淬硬傾向及焊接冷裂紋傾向,冷裂紋傾向通常用碳當量CE或Ceq來評價[1]。
當Ceq≤0.4% 焊接時基本無淬硬傾向,焊接性優良,焊前不需要預熱;當Ceq=0.4%~0.5%時,淬硬傾向尚不算嚴重,焊接性能尚可,但隨板厚的增加,需要一定的預熱措施;當Ceq>0.5%時,淬硬傾向逐漸顯著,冷裂傾向隨之增加,為避免產生冷裂紋,需要采取嚴格的工藝措施,如焊前預熱、控制線能量、焊后熱處理等[2]。
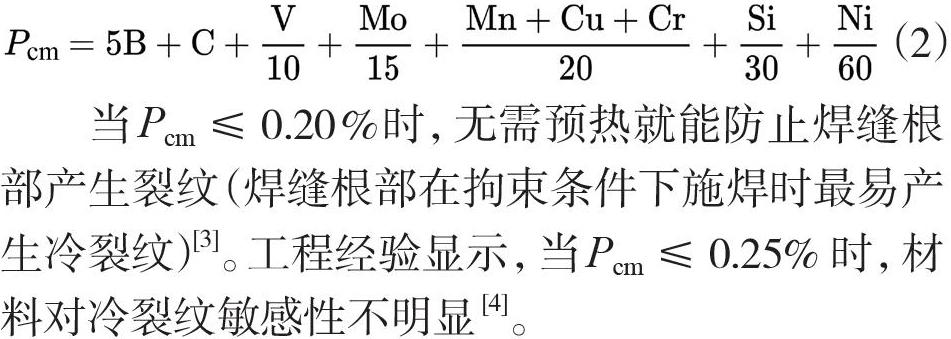
焊接冷裂紋不僅取決于化學成分,而且還與其淬硬性、拘束度擴散氫的含量有關,焊接研究中多數采用Pcm來評估低合金高強鋼焊接的冷裂紋敏感性,其公式為
當Pcm≤0.20%時,無需預熱就能防止焊縫根部產生裂紋(焊縫根部在拘束條件下施焊時最易產生冷裂紋)[3]。工程經驗顯示,當Pcm≤0.25%時,材料對冷裂紋敏感性不明顯[4]。
碳當量CE或Ceq適應于含碳量較高(≥0.18%)的鋼材,裂紋敏感系數Pcm適用于含碳量比較低(≤0.17%)的鋼材[2]。
將表1中Q345R鋼實測的化學成分代入式(1)~式(3),得到Pcm=0.236%,CE=0.438%,Ceq=0.438%,裂紋敏感系數小,碳當量在0.4%左右,淬硬和冷裂傾向小,但由于含有一定量的合金元素,其淬硬、冷裂傾向都比低碳鋼大一些。因此常溫下焊接 Q345R 時,采取合適的焊接材料,常規工藝方法(無需預熱),焊縫及熱影響區一般不會出現淬硬組織,焊接冷裂紋產生的機率較小;焊接工件厚度較大時,需要適當控制焊接熱輸入和道間溫度,避免焊縫及熱影響區出現馬氏體組織,必要時進行焊后熱處理消除焊接應力。
將表1中20鋼實測的化學成分代入式(1)~式(3),得到Pcm=0.239%,CE=0.305%,Ceq=0.302%,裂紋敏感系數小和碳當量都較小,材料的淬硬傾向和冷裂傾向小,焊接性能優良,采取常規的工藝方法不需要預熱,可獲得較好的焊接接頭。
1.2 熱裂紋傾向分析
低合金高強鋼的熱裂敏感性一般可用熱裂敏感系數HCS來評定,HCS≤4.0時,可以防止熱裂紋,HCS>4.0表示該合金鋼在某些工藝情況下焊接時易產生熱裂紋。
Q345R碳含量較低,且Mn含量高,Mn/S比較高,具有較好的抗熱裂性。將Q345R化學成分代入式(4),HCS=0.971,熱裂紋敏感性小,選取適當的焊接材料及焊接工藝可以防止焊接熱裂紋的產生。20鋼含碳量低,合金元素少,熱裂敏感性比較低。
1.3 再熱裂紋傾向分析
焊縫再次加熱產生的裂紋為再熱裂紋,一般產生在過熱粗晶部位,母材、焊縫和熱影響區的細晶區均不易產生再熱裂紋。不是所有的鋼材和合金都具有再熱裂紋傾向,普通的碳素鋼和固溶強化的金屬材料一般不會產生再熱裂紋,只有含沉淀強化元素的金屬材料在焊縫熔合線附近易產生再熱裂紋。試驗研究表明,Cr、Mo、V、Ti、Nb元素含量對再熱裂紋的影響較大,可用經驗公式PSR評價再熱裂紋傾向,PSR>0時易產生再熱裂紋。
將Q345R化學成分含量代入式(5),經計算得PSR=-1.13,因此Q345R再熱裂紋不敏感,再次加熱時不易產生裂紋。
綜上分析可知,Q345R與20鋼焊接時不容易產生冷裂紋、熱裂紋以及再熱裂紋,焊接時選擇合適的焊接方法和材料,以及合理的工藝參數,可保證焊縫質量。
2 焊接工藝試驗研究
2.1 試驗材料及焊接方法
電極鍋爐本體材料的厚度12~16 mm,無縫支管的厚度12~20 mm,焊縫的結構形式有T型對接接頭、角接接頭,根據NB/T47014-2011《承壓設備焊接工藝評定》確定采用16 mm厚Q345R鋼與20鋼進行焊接工藝評定,試件規格為600 mm×120 mm。根據Q345R鋼與20鋼的化學成分及機械性能和相關的研究及規范,采用50 kg級焊絲TGS-50及ER50-6[5~7],為保證焊接質量和焊接效率,結合鍋爐本體與管座焊接的具體情況,確定采用鎢極氬弧焊(TIG)+熔化極混合氣體保焊(MAG)焊接方法,具體為TIG焊打底,MAG焊填充及蓋面,焊絲質量符合NB/T 47018.3-2017 《承壓設備用焊接材料訂貨技術條件 第3部分:氣體保護電弧焊絲和填充絲》要求。
2.2 焊接設備、試樣坡口及接頭形式
焊接設備:TX-400焊機,YD-500GR3焊機;焊接材料:φ2.4 TGS50,φ1.2 ER50-6;試件規格:600 mm×120 mm×16 mm。
接頭及坡口形式:平焊對接接頭,結合電極鍋爐主體上接管的形式,采用V型坡口,具體焊接坡口及焊接層次如圖2所示。
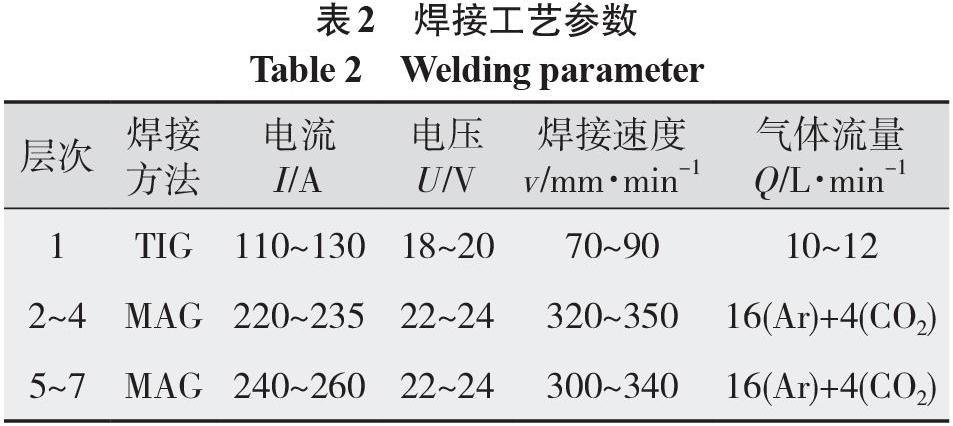
2.3 焊接工藝及措施
焊接工藝如表2所示。焊前及焊接過程中要注意以下事項[8-9]:(1)徹底清除坡口周圍銹跡、油污、水分;(2)試板兩端裝配對齊,錯邊量小于板厚的1 mm;(3)由于是Y型坡口,單面焊縫,裝配時考慮適當的反變形(約3°);(4)打底焊保證坡口根部熔透,背面清根要徹底;(5)MAG焊填充及蓋面時坡口兩側要完全熔合,焊接層間對接處的接頭錯開30 mm以上,填充層及蓋面層的厚度控制在4 mm 以下;(6)根據打底焊的情況必要時背面清根后蓋面;(7)蓋面時,確保焊縫與母材圓滑過渡避免咬邊,焊縫成形系數小于0.1。
3 試驗結果及分析
3.1 外觀檢查
試件焊縫經目視檢測,未發現任何氣孔、夾渣、裂紋等表面缺陷。按NB/T 47013.5-2015 《承壓設備無損檢測 第五部分 滲透檢測》進行滲透檢測,檢測結果符合NB/T 47013.5-2015 Ⅰ級質量要求。
3.2 焊縫內部質量檢測
按NB/T 47013.2-2015 《承壓設備無損檢測 第二部分 射線檢測》,AB級檢測技術對焊接試件進行X射線檢測,焊縫內部未發現焊接缺陷,符合Ⅰ級質量要求。同時按NB/T 47013.3-2015 《承壓設備無損檢測 第二部分 超聲檢測》B級檢測技術進行超聲檢測,符合Ⅰ級質量要求。
3.3 焊接接頭機械性能試驗
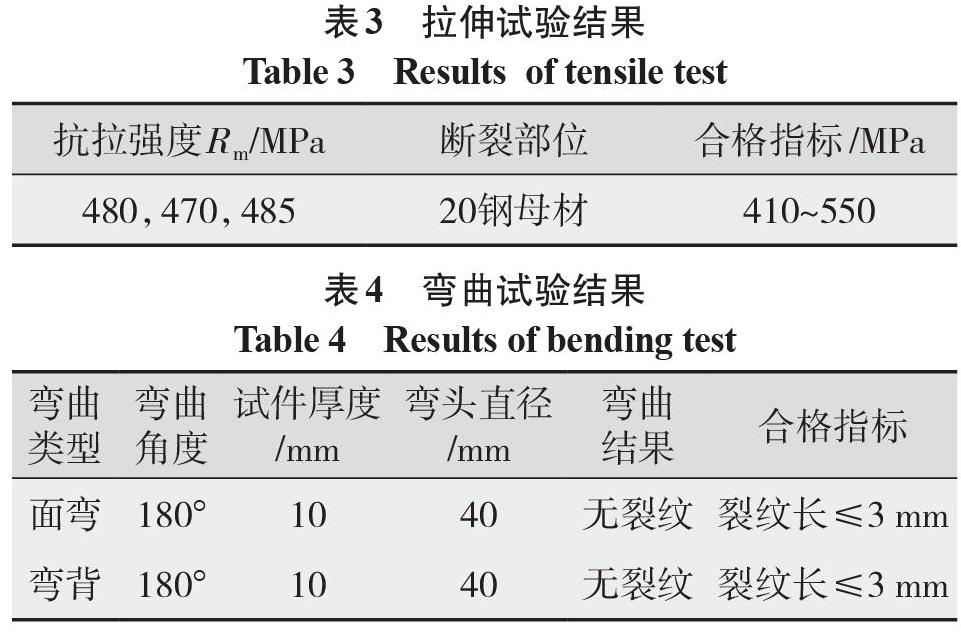
焊接試件經加工成機械性能拉伸、彎曲、沖擊試樣,進行拉伸試驗、面背彎、沖擊試驗(常溫),試驗結果如表3~表5所示。
異種鋼焊接接頭的抗拉強度一般不低于低強級母材要求即可,Q345R與20鋼的焊接接頭的平均抗拉強度σb=478.3 MPa,大于 GB/T 711規定的20鋼的410 MPa的最低值要求。
標準要求彎曲試驗試件拉伸面上的焊縫和熱影響區內,任何方向不得有單條長度大于3 mm的開口缺陷,面彎和背彎試件表面無裂紋缺陷,符合要求。
對于碳鋼和低合金鋼,標準要求抗拉強度在450~510 MPa的鋼材焊接接頭的沖擊功KV2平均值≥24 J,GB713-2014 要求Q345R鋼母材的沖擊功≥41 J(0 ℃,KV2),GB 711-2017 要求20鋼母材的沖擊功≥34 J(20 ℃,KV2),≥27 J(-20 ℃,KV2)。GB699-2015 優質碳素結構鋼未對沖擊功要求進行要求。Q345R與20鋼的焊接接頭焊縫、Q345R鋼側熔合區、20鋼熔合區平均沖擊功(20 ℃,KV2)分別為:79.67 J、118.3 J、87.3 J,滿足相關標準的要求。
4 生產應用
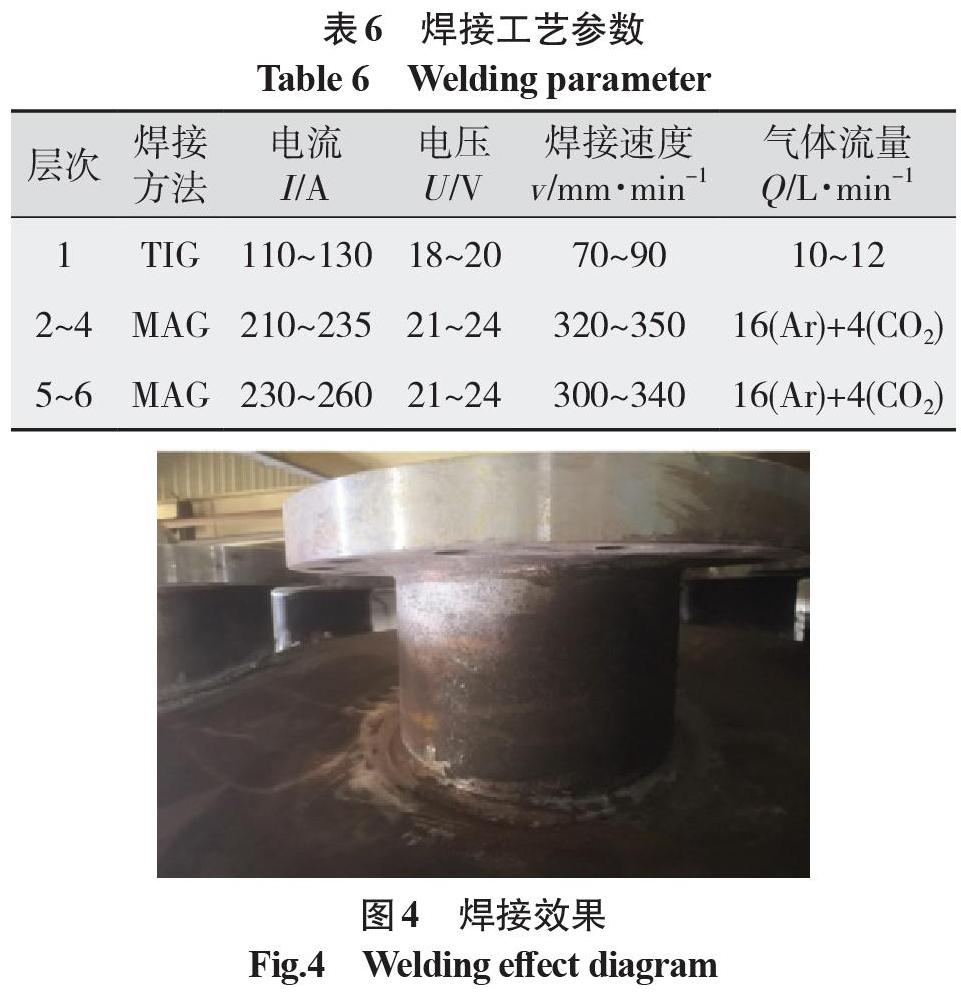
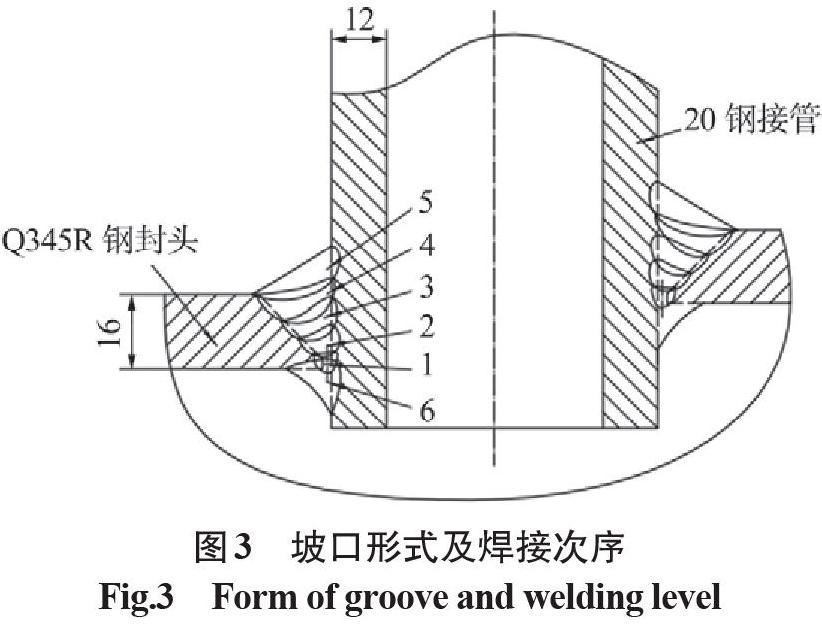
高壓電極鍋爐的本體封頭材料為16 mm Q345R鋼板壓制成φ2 400 mm的標準封頭,封頭的電極管座為φ273×12 mm的20鋼無縫鋼管,封頭與電極管座形成偏心600 mm的插入式結構。具體結構形式及焊接順序見圖3,其他人孔管座等結構類似。
焊接工藝措施:焊前不預熱,第1層(打底層)TIG焊熔透坡口根部不加或加少量焊絲,焊絲牌號GS-50,第2~4層(填充層)、5~6層(蓋面層)采用MAG焊,焊絲ER50-6,根據第一層的打底情況適當清根后焊接背面第6層(蓋面),具體焊接工藝參數如表6所示,焊接后效果如圖4所示。
焊縫表面清理后進行目視及滲透檢測,未發現氣孔、夾渣、裂紋等表面缺陷,符合NB/T 47013.5-2015Ⅰ級質量要求。同時進行按NB/T 47013.3-2015 B級檢測技術進行超聲檢測,符合Ⅰ級質量要求。
5 結論
(1)Q345R+20鋼焊接時不容易產生冷裂紋、熱裂紋和再熱裂紋,焊接時選擇合適的焊接方法和焊接材料,以及合理的工藝參數,可保證焊縫質量。
(2)Q345R鋼與20鋼焊接時,采用TIG焊打底,MAG焊填充及蓋面,用TGS-50及ER50-6焊絲,并采取適當的焊接工藝及措施。對焊件進行焊接工藝評定,經滲透、射線檢測,焊縫質量符合NB/T47013.5、NB/T47013.2 Ⅰ級質量要求,焊縫焊接接頭的機械性能滿足相關標準的要求。
(3)鍋爐封頭與偏心電極管座的焊接采用適當的焊接工藝,經滲透檢測,未發現氣孔、夾渣、裂紋等表面缺陷,符合NB/T 47013.5-2015Ⅰ級質量要求。同時符合NB/T 47013.3-2015Ⅰ級質量要求。
參考文獻:
中國機械工程協會焊接學會.焊接手冊(第三版)[M]. 北京:機械工業出版社,2008.
周振豐, 張文鉞. 焊接冶金與金屬焊接性 [M]. 北京:機械工業出版社,1988.
杜國華.新編焊接知識問答[M].北京:機械工業出版社,2008.
張彥斌.16M03板材的焊接性能及設計選用要點分析[J].天津化工,2020(4):86-88.
趙松巖. Q235B和Q345R鋼板材的焊接性分析[J].農業裝備與車輛工程,2013(2):58-60.
唐波濤. Q345R封頭拼焊及熱成型工藝研究[J].化工管理,2019(5):180-181.
NB/T 47015-2011壓力容器焊接規程[S].
陳思遠,薛根奇,張穎杰,等.中厚板低合金鋼Q345R埋弧焊接工藝研究[J].材料開發與應用,2021(4):79-82.
薛根奇,張國平,陳思遠.中碳調質鋼30CrNi3焊接工藝及生產應用[J].電焊機,2013,43(7):33-36.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
