樹脂結合劑金剛石堆積磨料砂輪磨削YG8硬質合金
2021-01-12 13:39:30陳春暉劉一波徐燕軍李亞朋孔帥斐
金剛石與磨料磨具工程 2020年6期
陳 哲, 陳春暉, 劉一波, 徐燕軍, 劉 偉, 黃 霞, 李亞朋, 孔帥斐
(1. 鋼鐵研究總院, 北京 100081)
(2. 北京安泰鋼研超硬材料制品有限責任公司, 北京 102200)
堆積磨料是一種由結合劑將許多細粒度磨料黏結在一起形成的具有一定形狀和強度的新型磨料[1-2]。其結合劑主要有樹脂、陶瓷和金屬結合劑,細粒度磨料主要有金剛石、立方氮化硼、碳化硅等,結構如圖1所示。堆積磨料中單顆粒磨料數量眾多,磨削過程中多個磨粒微刃同時參與磨削,所以金剛石堆積磨料磨削效率高。磨削過程中堆積磨料中結合劑逐漸磨損,使鈍化的磨料脫落,新的磨削刃露出,極大地提高了磨具的自銳性[3-5]。近年來,堆積磨料因自銳性好、磨削效率高、制備成本低,在難磨金屬、玻璃、陶瓷磨削加工領域得到越來越廣泛的應用。
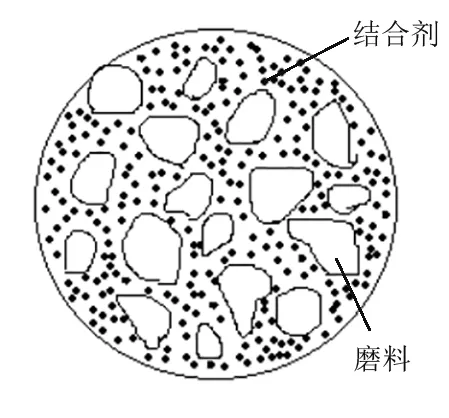
圖 1 球形金剛石堆積磨料結構圖
堆積磨料的制備工藝簡單、成本低,特別適合大規模工業生產,其造粒工藝主要有擠壓法、滾粒法、溶膠凝膠法、噴霧干燥法等[6-10]。近年來國內外學者對堆積磨料制品進行了大量探究。LUDWIG等[11]制備了陶瓷結合劑金剛石堆積磨料砂帶,將金剛石堆積磨料在非織造布中均勻排列,極大提高了砂帶的磨除率。SVENTEK等[12]制備了一種陶瓷結合劑金剛石堆積磨料磨頭,在磨削光學玻璃時,磨削效率高并且不易崩邊。王兆武等[13]制備了一種用于磨削鈦合金的樹脂結合劑金剛石堆積磨料砂帶,磨削效率較傳統磨料砂帶提高了2.35倍。凌順志等[14]將陶瓷結合劑金剛石堆積磨料應用于固結磨料研磨墊,在精磨氧化鋯陶瓷、石英玻璃中獲得了較高的磨除率。常闖[15]采用壓力噴霧干燥法制備了陶瓷結合劑金剛石堆積磨料研磨液并用于大理石瓷磚拋光,拋光效率提高了41.94%,工件表面粗糙度降低了19.54%。
針對堆積磨料優良的磨削性能,學者們對其磨削機理進行了深入分析,其中最具代表性的有堆積磨料高效去除機理[7]與堆積磨料微破碎理論[14]分析。高效去除機理建立材料表面去除率模型:假設每個堆積磨料中含有n個單顆粒磨料,則堆積磨料中每個磨粒所承受的磨削壓力為單顆粒磨料的n2倍,參與切削時對工件的切深為單顆粒磨料的n倍,效率則為單顆粒磨料的n倍,所以堆積磨料特殊的結構使其在相同研磨條件下,獲得了更高的磨削效率。微破碎理論認為每一個堆積磨料都相當于一個微型砂輪,磨削過程中獨立參與磨削,隨著堆積磨料中結合劑的磨損,新的磨削刃不斷露出,從而使磨粒保持自銳性。
綜上所述,金剛石堆積磨料因自銳性好、磨削效率高,在砂帶、固結磨料研磨墊、研磨拋光液等應用中取得較好的磨削效果,其優異的磨削性能使其在固結磨具中也具有廣闊的應用前景。然而,目前對金剛石堆積磨料在固結磨具中的應用探究較少。為探究金剛石堆積磨料在樹脂結合劑固結磨具砂輪中的應用,采用ZLB-60旋轉式制粒機制備陶瓷結合劑金剛堆積磨料,并制備金剛石堆積磨料樹脂結合劑砂輪,在自制磨削平臺上進行磨削測試,探究其磨削YG8硬質合金磨削性能,以期提高樹脂結合劑砂輪的磨削效率與使用壽命。
1 試驗方法
1.1 金剛石堆積磨料制備
如圖2所示,采用ZLB-60旋轉式制粒機制備陶瓷結合劑金剛石堆積磨料。先按表1配方將陶瓷結合劑與金剛石混合均勻,再加入適量臨時黏結劑,在三維混料機中混料0.5 h;將混好的物料投入制粒機料筒,啟動制粒機,得到初始磨粒;將磨粒在電熱鼓風干燥箱中120 ℃下干燥30 min,取出過30#~60#篩(孔徑尺寸為250~590 μm),輕輕按壓使磨粒全部通過30#篩而不過60#篩,得到粒度尺寸范圍為250~590 μm的磨粒;將初始磨粒與耐火粉混合,裝入燒舟,在燒結爐中710 ℃燒結8 h,制得陶瓷結合劑金剛石堆積磨料。所用陶瓷結合劑為本公司現有陶瓷結合劑砂輪專用Ⅰ型結合劑,結合劑密度為2.6 g/cm3,初始金剛石的粒度代號為M50/70 RVD金剛石微粉。

圖 2 ZLB-60旋轉式制粒機示意圖

Tab. 1 Formula of ceramic bond diamond agglomerate abrasive
1.2 樹脂結合劑砂輪制備
樹脂結合劑金剛石砂輪制備工藝與傳統樹脂結合劑砂輪的制備工藝基本相同,根據現有模具與試驗條件,制備金剛石濃度為100%的砂輪,尺寸為150 mm×10 mm×10 mm,根據金剛石堆積磨料單顆粒強度測試結果,選取單顆粒強度最佳的濃度為200%的金剛石堆積磨料,先按表2配方將所有原料在三維混料機中混合均勻,將混好的物料均勻鋪入鋼模中,在YTX- 200油熱循環熱壓機中熱壓成型,熱脫模后在電熱鼓風干燥箱中180 ℃下固化10 h,制備工藝如表3。
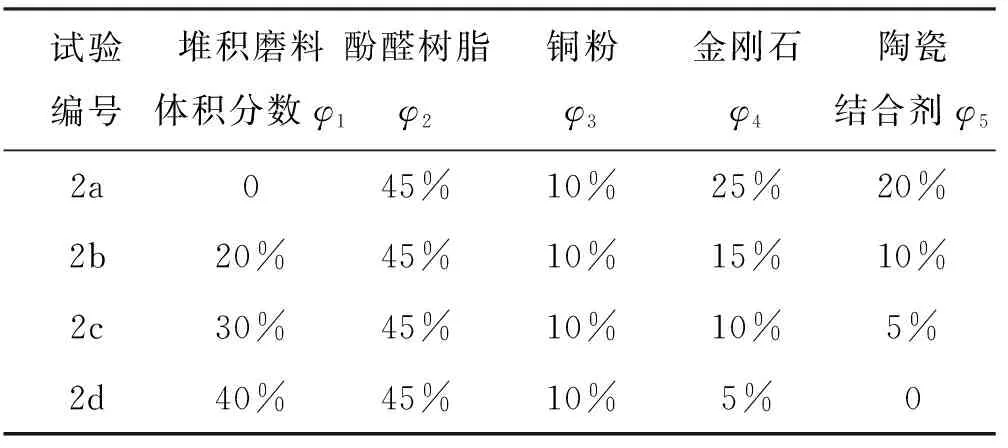
表 2 樹脂結合劑砂輪環配方
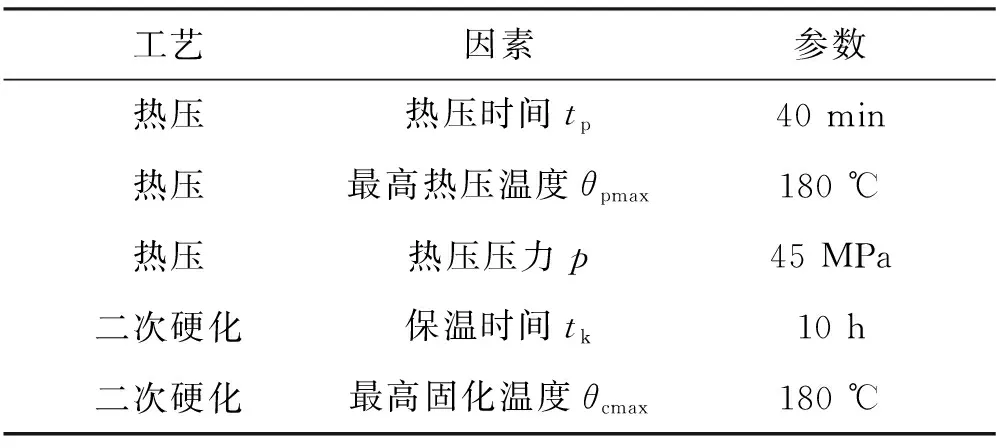
表 3 樹脂結合劑砂輪環制備工藝
1.3 彎曲強度和微觀結構特征
采用LY-007金剛石強度測定儀檢測不同濃度陶瓷結合劑金剛石堆積磨料單顆粒強度,每種濃度磨料選取20粒粒度均勻的磨粒,取其單顆粒強度平均值為陶瓷結合劑金剛石堆積磨料的單顆粒強度值。在掃描電鏡下觀察顯微結構、組織、金剛石分布、氣孔以及金剛石與結合劑結合情況。
制備的樹脂砂輪為4組,分別含有不同體積分數的金剛石堆積磨料。在洛氏硬度儀上測每組砂輪洛氏硬度。為保證數據準確,每組砂輪測5次,取5次結果平均值為其砂輪硬度。如圖3所示,在自制磨削平臺上通過磨削YG8硬質合金對砂輪進行測試。將砂輪環固定在圓形轉盤上,調節轉盤轉速為1 000 r/min,YG8硬質合金塊固定在載荷為20 N的荷載上,每組試驗磨削時間為1 h,每組試驗進行3次,取三次試驗平均值作為最終磨削結果。

圖 3 磨削平臺結構簡圖
2 結果與分析
2.1 陶瓷結合劑金剛石堆積磨料單顆粒靜壓強度
3種金剛石堆積磨料單顆粒靜壓強度如圖4所示。由圖4可知:3種金剛石堆積磨料的單顆粒靜壓強度分別為61 N、65 N、36 N。金剛石濃度低于200%時,隨著金剛石濃度的增加,金剛石堆積磨料單顆粒強度略微增加;金剛石濃度高于200%時,隨著金剛石濃度的增加,金剛石堆積磨料單顆粒強度快速降低,當金剛石濃度為250%時,單顆粒強度為36 N,降為金剛石濃度為200%時的單顆粒強度的55.4%。

圖 4 金剛石堆積磨料單顆粒強度
根據生產實踐經驗,在陶瓷結合劑金剛石砂輪中,隨著金剛石濃度的增加,陶瓷結合劑砂輪的燒結溫度升高。本試驗中3種濃度金剛石堆積磨料的燒結工藝相同,溫度為710 ℃時,可能造成濃度為150%的金剛石堆積磨料過燒,濃度為200%的金剛石堆積磨料燒結適中,濃度為250%的金剛石堆積磨料欠燒;另外,由于金剛石濃度為250%時,結合劑含量過少,金剛石堆積磨料中結合劑的體積分數僅為37.5%,所含結合劑不足以完全包覆金剛石,而且結合劑含量減少使金剛石與結合劑之間的弱結合增多,導致磨料單顆粒強度快速降低。
2.2 陶瓷結合劑金剛石堆積磨料顯微結構
圖5為3種濃度金剛石堆積磨料不同放大比例下的顯微結構圖。
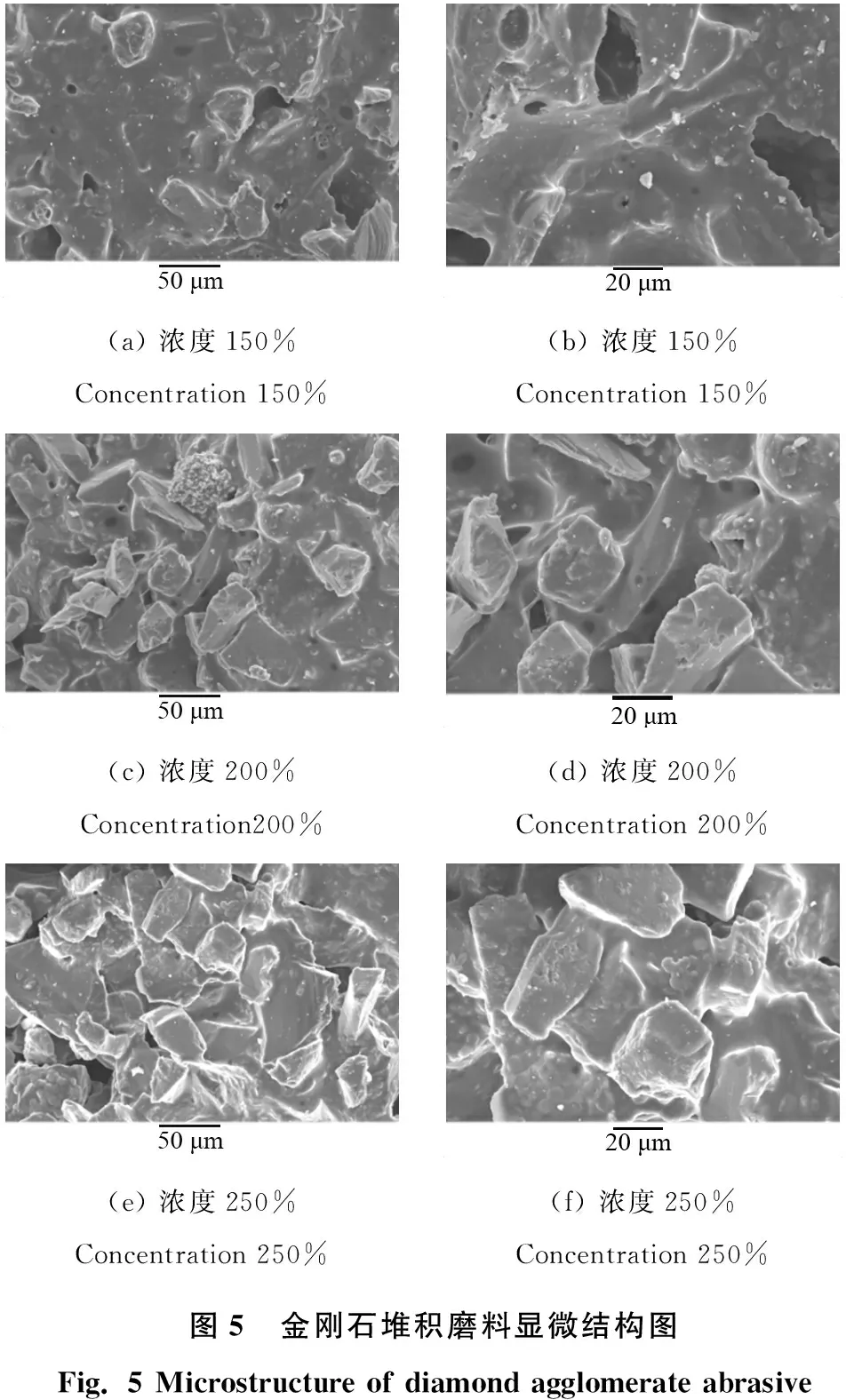
如圖5所示:圖5a中的結合劑能夠完全包覆金剛石且金剛石均勻分布于陶瓷結合劑中,從圖5b中可以清楚看到磨粒中出現較多孔,這是由于燒結溫度過低,金剛石堆積磨料欠燒造成的,孔的出現造成了陶瓷磨粒單顆粒抗壓強度偏低;圖5c中金剛石分布均勻且結合劑與金剛石接觸較好,圖5d的磨粒中沒有發現較大孔,表明結合劑燒結情況較好,所得磨粒單顆粒抗壓強度較高;圖5e中出現明顯的金剛石團聚現象,結合劑含量過少不能完全包覆金剛石,圖5f中可以清楚地看到磨粒中金剛石表面沒有與結合劑結合,且由于燒結溫度過低造成磨料中孔的出現,所以250%濃度時磨粒的單顆粒強度最低。
2.3 樹脂結合劑類多晶金剛石砂輪性能
選取金剛石濃度為200%的陶瓷結合劑金剛石堆積磨料制備φ150 mm砂輪,砂輪濃度為100%,4組砂輪中金剛石堆積磨料的體積分數分別為0、20%、30%、40%,并在自制磨削平臺上對砂輪磨削YG8硬質合金磨削性能進行探究。
用洛氏硬度儀檢測每組砂輪洛氏硬度,結果如圖6所示,金剛石堆積磨料體積分數為0時,砂輪硬度最低為71.0 HRB,隨著金剛石堆積磨料體積分數的增大,砂輪硬度先升高后降低,當金剛石堆積磨料體積分數為30%時,砂輪硬度最高為84.2 HRB,較金剛石堆積磨料體積分數為0時的硬度提高了18.6%。在樹脂結合劑砂輪中,樹脂起主要黏結作用,結合劑對磨料的把持力由樹脂對磨料的包覆情況決定。金剛石堆積磨料體積分數為0時,砂輪中磨料全部由細粒度金剛石磨料組成,磨料比表面積相對于加入金剛石堆積磨料的比表面積大,樹脂結合劑不能完全包覆金剛石;隨著金剛石堆積磨料的加入,比表面積變小,樹脂結合劑對磨料的包覆能力較強,把持力增強,所以隨著金剛石堆積磨料體積分數的增大,砂輪硬度提高。當金剛石堆積磨料體積分數過大時,過多金剛石堆積磨料的加入可能破壞了砂輪中樹脂結合劑結構,降低了樹脂結合劑的黏接性能,導致結合劑硬度降低,所以在樹脂結合劑砂輪中,金剛石堆積磨料的體積分數不可過高,在實際應用中,應根據實際磨削情況確定金剛石堆積磨料體積分數。
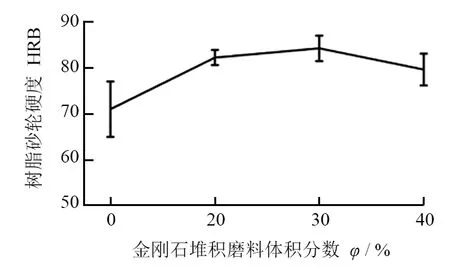
圖 6 金剛石堆積磨料體積分數對砂輪硬度的影響
圖7為4組砂輪在自制磨削平臺上的磨削比與磨削效率圖。由圖7a可知:隨著砂輪中金剛石堆積磨料體積分數的增大,砂輪磨削YG8硬質合金的磨削比先增大后減小,分別為57.53、104.92、145.11、66.14;類多晶磨體積分數為30%時,砂輪磨削比最高,較單顆粒金剛石砂輪磨削比提高了152%,金剛石堆積磨料體積分數為40%時,樹脂砂輪的磨削比下降為30%時的46%。

隨著金剛石堆積磨料體積分數的增大,樹脂結合劑砂輪中單顆粒金剛石數量減少,金剛石堆積磨料數量增多。由于出刃高度較單顆粒磨料高,在磨削過程中隨著金剛石堆積磨料體積分數的增大,樹脂結合劑與磨削工件的表面接觸面積和磨削力減小,磨削熱對樹脂結合劑的燒傷減少,降低了樹脂結合劑分解速度,提高了砂輪的耐熱性,所以磨削比隨著金剛石堆積磨料體積分數的增大而增大;當金剛石堆積磨料的體積分數超過30%時,隨著金剛石堆積磨料體積分數的繼續增大,樹脂結合劑對磨料的包覆效果變差,把持力降低,磨削過程中金剛石堆積磨料更容易整體從砂輪中拔出,所以類多晶體積分數超過30%時,砂輪磨削比減小[7]。
由圖7b可知:4組砂輪的磨削效率分別為9.78 g/h、13.06 g/h、13.64 g/h、9.26 g/h,隨著金剛石堆積磨料體積分數增大,樹脂結合劑金剛石砂輪磨削效率先升高后快速降低。當金剛石堆積磨料體積分數低于30%時,隨著金剛石堆積磨料體積分數的增大,樹脂結合劑金剛石砂輪的磨削比增大,金剛石堆積磨料體積分數為30%時,砂輪磨削效率最高,達到13.64 g/h,較單顆粒金剛石砂輪磨削效率提高了40%,這是由于隨著金剛石堆積磨料體積分數的增大,參與磨削的有效磨粒數增多,磨削比升高[7];當金剛石堆積磨料體積分數高于30%時砂輪磨削效率快速降低,當金剛石堆積磨料體積分數為40%時,樹脂結合劑金剛石砂輪的磨削效率僅為9.26 g/h,這可能是由于隨著金剛石堆積磨料的體積分數的增大,樹脂結合劑結構被破壞,結合劑對磨料的把持力降低所致。
3 結論
(1)濃度為150%、200%、250%的類多晶單顆粒靜壓強度分別為61 N、65 N、36 N,隨著金剛石濃度的增大,陶瓷結合劑金剛石堆積磨料的單顆粒靜壓強度先升高后降低,當金剛石濃度為200%時,金剛石堆積磨料單顆粒靜壓強度最高。
(2)4組樹脂結合劑金剛石砂輪的硬度分別為71.0、82.2 、84.2和79.6 HRB,隨著金剛石堆積磨料體積分數的增大,砂輪硬度先升高后降低,當金剛石堆積磨料體積分數為30%時,砂輪硬度最高。
(3)磨削YG8硬質合金結果顯示,樹脂結合劑砂輪中金剛石堆積磨料的體積分數為30%時,其磨削比最大、磨削效率最高,分別為145.11和13.64 g/h,分別較單顆粒金剛石砂輪提高了152%和40%。
(4)金剛石堆積磨料應用于樹脂結合劑金剛石砂輪中有效提高了砂輪的磨削效率與磨削比。
