鎳基高溫合金高速超高速磨削成屑過程的三維仿真研究
2021-01-12 14:04:44丁文鋒徐九華
金剛石與磨料磨具工程 2020年6期
夏 江, 丁文鋒, 仇 博, 徐九華
(南京航空航天大學 機電學院, 南京210016)
鎳基高溫合金由于具有強度高、耐高溫、塑性韌性好、抗腐蝕性強等優勢,已在航空、航天、艦船等領域得到越來越多的應用。與此同時,鎳基高溫合金優異的物理力學性能,也給其磨削加工帶來困難,使其加工效率和精度降低、加工成本提高[1-2]。高速、超高速磨削加工作為一種高效磨削加工技術,其加工效率高,磨削力小,砂輪磨損少,能有效提高工件的表面質量,有助于改善難加工材料的可加工性[3-4]。
近年來,隨著高速、超高速磨削技術的發展,國內外學者開展了許多高速、超高速磨削鎳基高溫合金材料的試驗和研究工作,并取得了一定成果。JOHNSTONE[5]對Inconel 718鎳基高溫合金(類似于GH4169)進行了最大磨削速度為135 m/s的高速磨削試驗,發現高速磨削在提高材料去除率的同時能降低磨削比能和工件表面溫度。徐鵬[6]采用不同CBN砂輪在60~140 m/s速度下對GH4169鎳基高溫合金進行高速磨削試驗,分析了磨削用量對其磨削力、磨削溫度與比磨削能的影響規律。侯金濤[7]對高溫合金開展磨削速度為90~150 m/s的高速磨削試驗,研究了磨削工藝參數與其表面粗糙度的關系。盡管國內外學者對高溫合金的高速磨削已經做了一些研究,但仍缺乏對其磨削成屑過程及成屑機制的研究,而這方面的研究有助于后續優化磨削工藝、控制磨削過程及改善磨削加工性能等[8]。
材料磨削過程實際上是大量磨粒同時與工件作用去除材料的過程,正因為磨粒數量多,影響磨削過程的因素復雜,從而對其進行準確分析比較困難。單顆磨粒磨削是對復雜磨削過程進行的簡化,是了解磨削加工機理的一種行之有效的方法[9-11]。同時,高速、超高速磨削時的材料去除是在極短時間內發生的,磨削過程中磨削區域內的材料流動應力、塑性應變和溫度等許多參數難以通過儀器實時且準確地觀測;此外,許多試驗研究都在150 m/s左右甚至以下速度進行,無法準確反映更高速度下高溫合金的磨削加工情況,因而對超高速條件下的磨削研究較少。借助有限元仿真方法,可以有效模擬和再現高速磨削過程,反映單顆磨粒磨削時的材料去除和成屑過程[12-14]。因此,作者通過這一手段對更高速度下的高溫合金磨削加工進行研究。
現在許多學者采用三維模型來進行磨削仿真研究,與二維模型相比,三維模型能建立更真實的磨粒模型,同時也考慮到了材料的側向流動,能觀察磨痕形貌和隆起特征等,因而更加直觀、準確[9, 12, 15-16]。基于Abaqus軟件對金剛石單顆磨粒磨削GH4169鎳基高溫合金的過程進行三維有限元仿真,研究其磨削成屑過程與成屑機制,討論磨屑形貌及磨削力變化規律,探究應力、應變和溫度等物理參量的分布和變化,分析磨削速度和單顆磨粒切厚對磨屑形貌、成屑頻率及隆起情況的影響。
1 有限元模型建立
1.1 磨粒與工件材料模型
由于CBN磨粒彼此間形狀差異大、不規則,而金剛石磨粒晶形較好且耐磨性高,所以單顆磨粒試驗往往選用金剛石磨粒進行,以便控制磨粒位姿和刃型[17-18]。因此,仿真選取金剛石磨粒,工件為GH4169鎳基高溫合金,其材料物理屬性見表1。
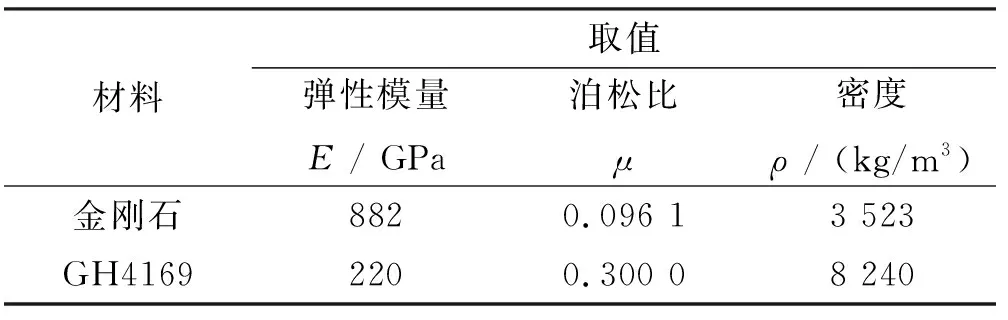
表1 磨粒與工件材料的物理屬性[19]
材料的本構模型能反映材料形變過程中流動應力等的變化,而正確合適的本構模型,決定了仿真結果的準確性。高速、超高速磨削過程中,材料處于高應變、高應變率和高溫等條件下,在磨屑形成時會產生應變強化、應變率強化和熱軟化等。J-C本構模型綜合考慮了應變、應變率和溫度等的變化因素,適合描述材料高應變率下的變形行為[20]。J-C本構模型可表示為:
(1)

J-C模型主要參數見表2。
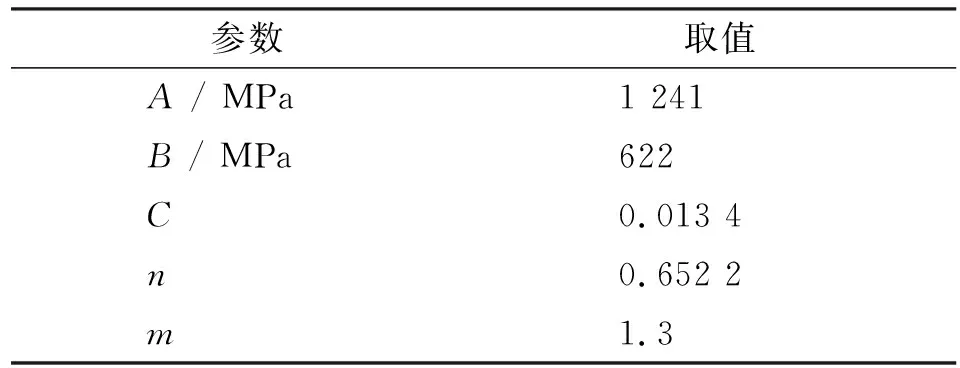
表2 工件材料J-C模型主要參數[21]
切屑分離準則是有限元磨削仿真中判斷切屑與工件基體是否分離的依據,本試驗采用J-C損傷準則。它是基于單元積分點處的等效塑性應變的物理分離準則,當損傷參數D超過1時斷裂發生。
(2)



(3)

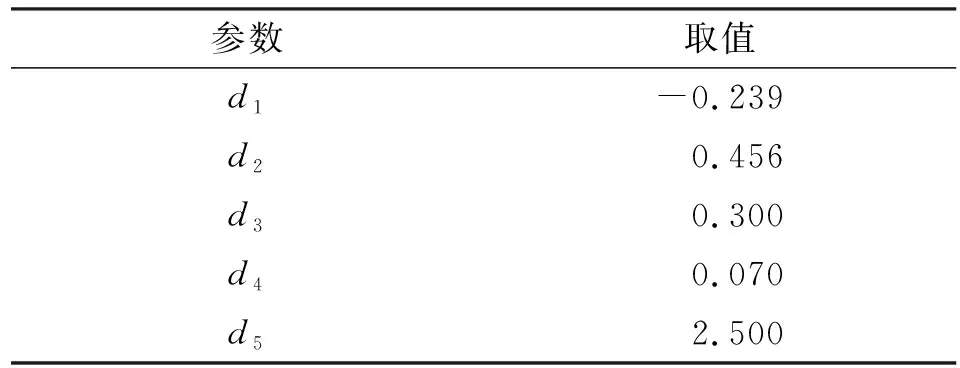
表3 工件材料J-C損傷參數[22]
磨粒與工件的摩擦是磨削力的主要來源之一,摩擦產生的熱量是導致磨削區域溫度升高的重要因素。采用庫侖摩擦定律,摩擦應力為:
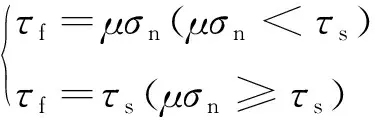
(4)
式中:τf為摩擦應力;σn為接觸面上的正應力;μ為摩擦系數,一般取0.1[23];τs為材料的極限剪切應力。
1.2 單顆磨粒磨削有限元模型建立
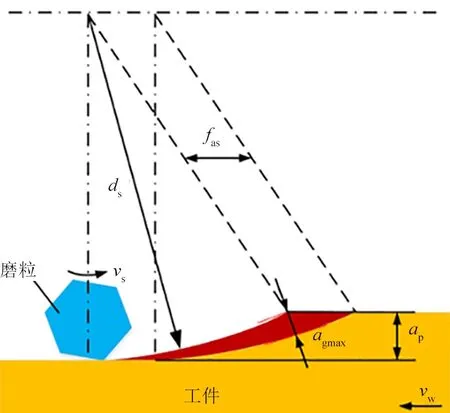
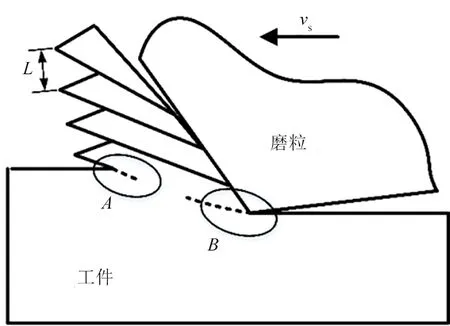
單顆磨粒磨削時的磨屑厚度是不均勻的,圖1為單顆磨粒磨削軌跡示意圖。圖1中單顆磨粒的最大切厚agmax是磨削過程中的關鍵要素,其表達式為[24]:
(a)單顆磨粒實際磨削軌跡Actual grinding track of single abrasive
(5)
式中:λ為有效磨粒平均間距,vw為工件進給速度,vs為磨削速度,ap為磨削深度,ds為砂輪直徑。其中的磨削速度vs越大,磨削時材料的變形程度就更劇烈,進而也會對磨削過程產生影響。
圖1a中單顆磨粒的磨削實際軌跡為圓弧,但由于磨粒的磨削深度遠小于砂輪半徑,從而單顆磨粒的切厚遠小于磨削弧長,因而可將其視為圖1b的直線運動。從磨削速度vs和單顆磨粒切厚agmax2個參數出發,分別進行改變磨削速度或單顆磨粒切厚條件下的2組單顆磨粒磨削仿真,探究其對磨屑形貌的影響規律。具體磨削仿真工藝參數見表4,其涵蓋了高速磨削與超高速磨削時的工藝參數。
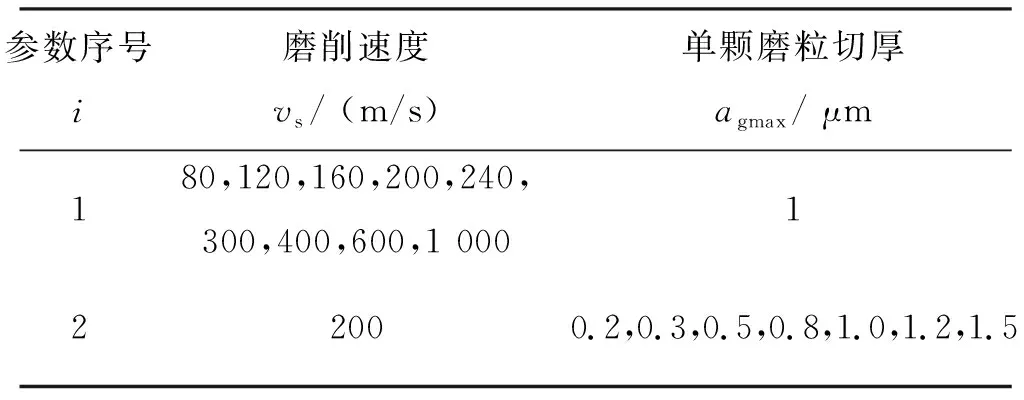
表4 單顆磨粒磨削仿真工藝參數
仿真中的磨粒采用代號40/45(平均粒徑為420 μm)的金剛石磨粒,金剛石磨粒及其仿真模型如圖2所示。從圖2a可以看出:金剛石磨粒的表面形貌并不完全一致,不同金剛石磨粒的形狀和尺寸都有差異,但也有一定規律性,其表面多為四邊形與六邊形。目前,諸多仿真研究都對金剛石磨粒進行簡化,簡化為圓錐體、球體、多棱錐體、截角八面體等。本試驗采用截角八面體來對金剛石磨粒進行模擬[9],其形狀與實際磨粒形狀更接近,磨粒尺寸為355~425 μm,關鍵邊長尺寸a=104 μm,如圖2b所示。
(a)金剛石磨粒Diamond abrasive
圖3為單顆磨粒磨削仿真有限元模型,圖中的工件尺寸為50 μm×60 μm×15 μm。由于金剛石磨粒的硬度和強度遠大于GH4169鎳基高溫合金,且磨削中變形小,可不考慮其磨損與變形,將其定義為剛體。考慮到實際單顆磨粒磨削中,單顆磨粒的最大切厚agmax遠小于磨削深度ap(圖1a),截取磨粒參與磨削的區域進行仿真以縮減計算量(圖3a),保留磨粒側刃以便仿真觀察材料的側向流動。同時,因為磨粒與工件都具有一定對稱性,取對稱的一半仿真來節省計算時間。仿真中,磨粒前角為-45°(α=45°),并給予一定后角(β=10°);磨粒與工件相互接觸的區域網格尺寸細化(圖3b)。考慮到仿真的一致性以及結果的準確性,不同參數下磨粒和工件的網格保持不變。圖3的工件單元數為1 500 000,磨粒單元數為110 711。
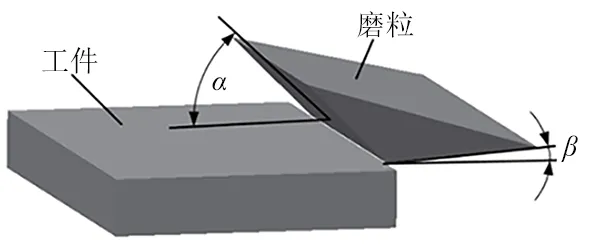
(a)仿真磨削示意圖Schematic diagram of simulation grinding
此外,實際磨削中工件進給速度遠小于砂輪線速度,因此仿真中可以將工件固定不動,對工件底部施加固定約束,同時在工件對稱面施加對稱約束。另外,限制磨粒在其他方向上的自由度,磨粒只沿磨削方向保持一定速度運動。
2 仿真結果與分析
2.1 磨屑與工件表面形貌仿真及試驗
為了方便觀察,對仿真結果中的磨粒進行隱藏,仿真得到的單顆磨粒磨削GH4169的磨屑和工件表面形貌如圖4所示。
從圖4a可以看出:工件整體形貌中的工件材料受磨粒擠壓,在磨粒前面和側面形成隆起,之后隨著磨粒切入,大量材料沿前刀面流出,形成磨屑,同時側面的隆起也發展成毛刺和飛邊。圖4b的磨屑與磨粒接觸面比較平整,沒有大的凸起。圖4c的磨屑與磨粒的接觸反面(即磨屑自由表面)則出現一些平行的條紋狀凸起,與磨屑流出方向基本垂直。圖4d和圖4e分別為平行與垂直于磨粒運動方向的XY面和XZ面工件截面圖,從圖4d和圖4e中可直觀看到磨屑的側面形態、磨痕深度與其側面隆起等情況。如圖4d所示:磨屑側面一側為直線,另一側呈現鋸齒形狀,這與圖4b、圖4c中的磨屑情況吻合。如圖4e所示:磨粒側面的工件材料受到磨粒的擠壓產生了一定的隆起,這在整個已加工表面則表現為毛刺,會降低已加工表面的質量,在磨削過程中應當抑制該現象發生。
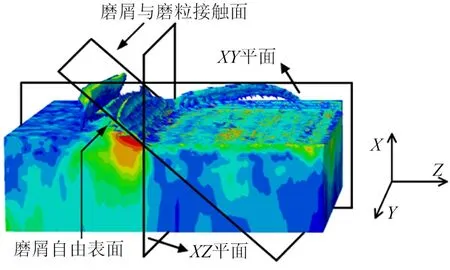
(a)整體形貌Overall topography
在高速、超高速磨削過程中,磨粒與工件會在極短時間內相互作用產生大量的熱,由于接觸區域處于絕熱狀態,熱量來不及傳出;同時,因磨粒一般為負前角,加工時加劇材料變形,產生更多熱量,更容易發生絕熱剪切,形成鋸齒形磨屑,如圖5所示,其剪切滑移特征如圖5a所示。
(a)鋸齒形磨屑模型示意圖Schematic diagram of sawtooth chip model
由于鎳基高溫合金熱導率低、高溫下仍有較高強度等特點,磨削時絕熱水平更高,更容易出現塑性失穩,產生集中剪切滑移。圖5b為仿真得到的磨屑形貌,該形貌符合絕熱剪切特征,即出現了很明顯的鋸齒形磨屑。
為驗證仿真得到的上述磨屑形貌,開展vs=40~200 m/s,agmax=1 μm時的GH4169磨削試驗。圖6為試驗工藝參數vs=80 m/s,agmax=1 μm時的磨屑形貌。
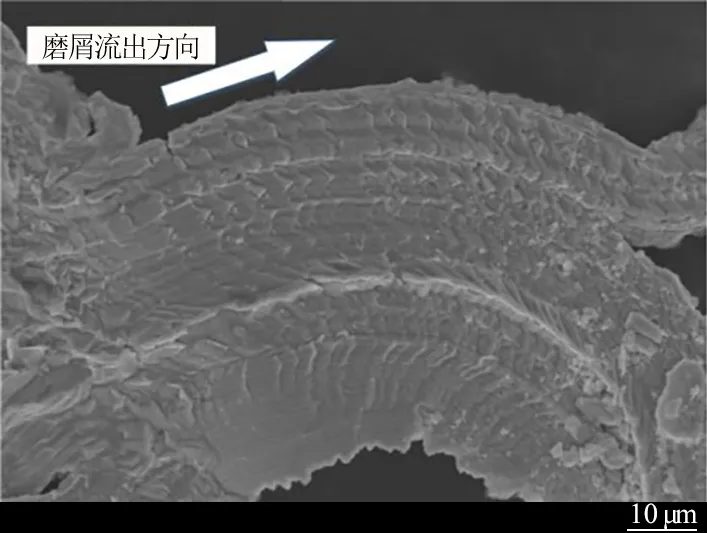
(a)磨屑與磨粒接觸面Contact surface between chip and abrasive
從圖6中可以看出:磨屑與磨粒接觸面處的形貌與仿真得到的類似(圖6a和圖4b),其整體平整,有許多褶皺,但起伏不大,這是磨削時出現集中剪切滑移,裂紋向磨屑底部延伸的特征(圖5a);磨屑自由表面沿磨屑流出方向整體呈片層結構,存在許多與磨屑流出方向垂直的條紋,其剪切滑移面比較光滑,這些特征也與仿真結果類似(圖6b和圖4c)。因此,仿真能一定程度上真實反映磨削中磨屑的形成過程以及磨屑形貌的變化。
2.2 磨屑形成過程與磨削力
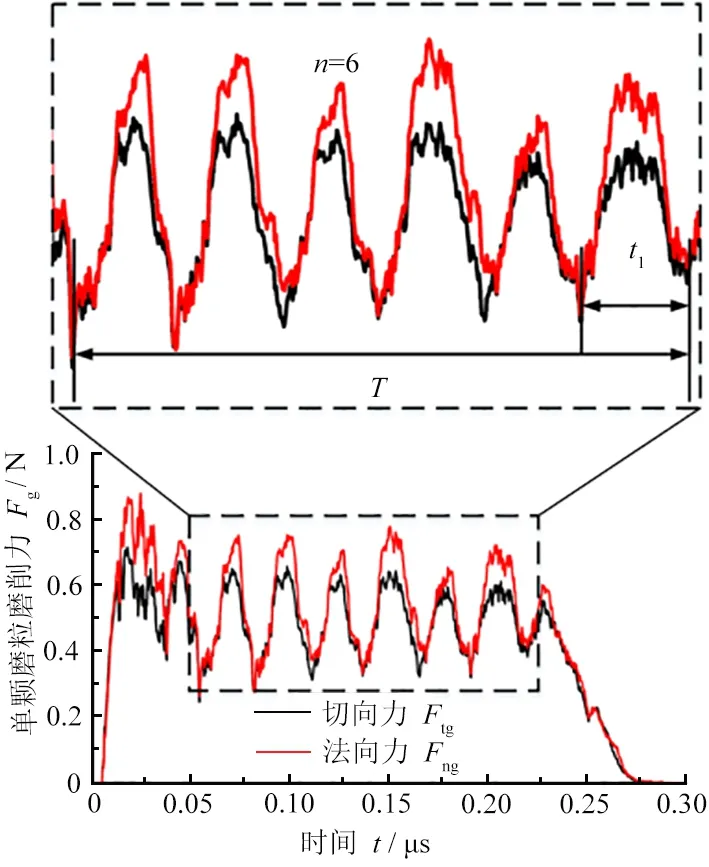
單顆磨粒切厚為1 μm、磨削速度為200 m/s時的磨屑形成過程中的磨削力變化如圖7所示,其中圖7a、圖7b分別表示整個磨削過程中磨削力的變化和1個周期內(圖7a中的方塊C區域)的磨削力變化。圖7a中:磨粒與工件剛開始接觸時,磨粒切厚增大,產生沖擊載荷,導致磨削力急劇升高,達到0.90 N;之后單顆磨粒切厚保持一致,進入穩定磨削階段,磨削力下降,但同時隨磨削進行呈周期性變化,單顆磨粒磨削力在0.50 N左右波動;之后磨粒前刀面離開工件,其受到的阻力降低,磨削力減小,但磨粒后刀面和側刃仍繼續與工件接觸摩擦產生磨削力,直到磨粒后刀面和側刃完全離開工件,磨削力才變為0。
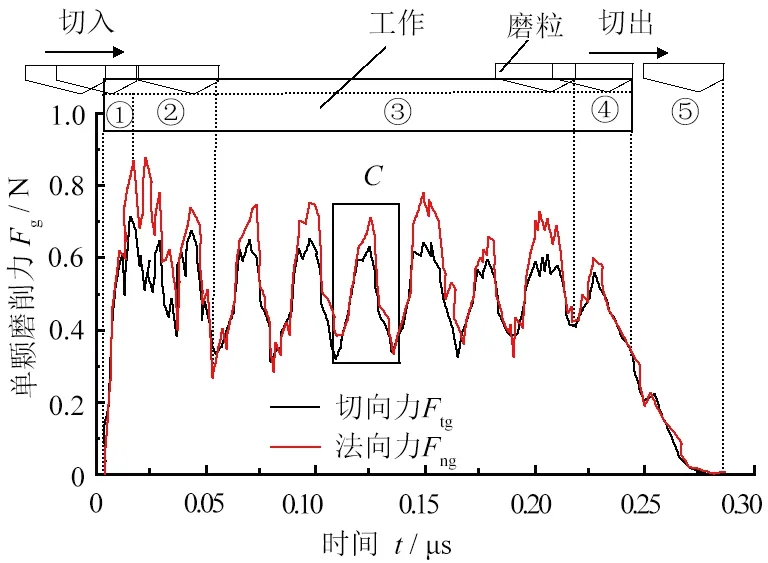
(a)整個磨削過程中磨削力的變化Changes of grinding force in the whole grinding process
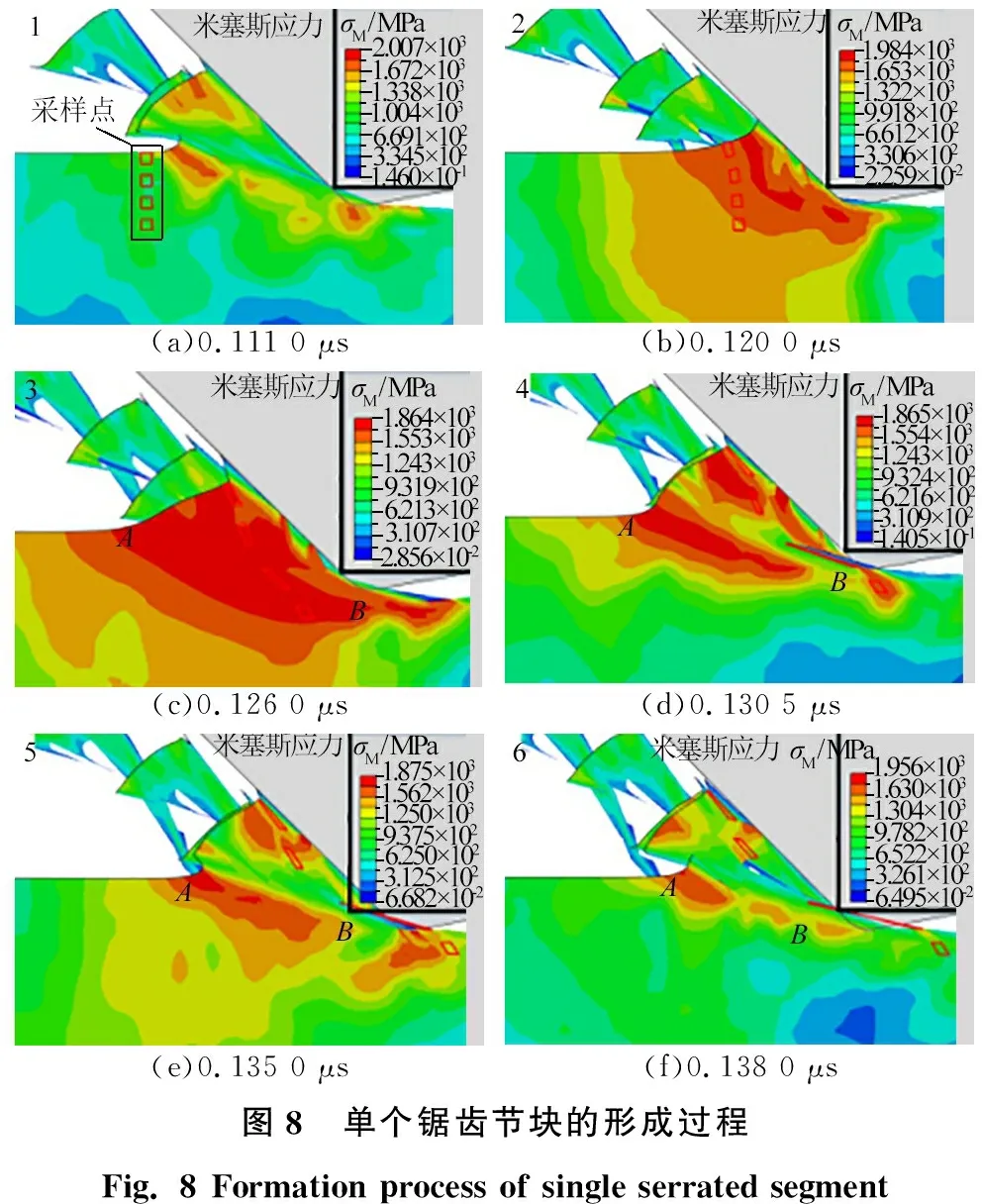
由于圖5中的磨屑呈鋸齒形狀且具有周期性,是由許多鋸齒節塊連續組成的。因此,取圖7b的一個周期內的磨削力波形圖上的1~6點,得到其各時間節點對應的磨屑形貌如圖8所示。從圖7b和圖8可以發現:1個鋸齒形節塊的形成時間十分短暫,不到0.03 μs,因此材料在極短時間里發生劇烈變形。在第1點處,磨削力最小,為0.37 N,第3個鋸齒節塊基本形成,磨粒開始與新的工件區域接觸,工件出現隆起;時間延長,與前刀面接觸面積增大,磨削力不斷增大;在第3點磨削力達到峰值,磨削力為0.70 N;再后,材料開始出現塑性失穩,主變形區開始集中剪切滑移,磨削力下降;而在第4點和第5點之間磨削力下降速度變緩,磨削力在0.45 N上下波動。從磨屑形成的形貌上看,主要是因為磨屑自由表面韌性斷裂需要能量,進而導致磨削力變化不大甚至短暫升高;自由表面區域出現斷裂后,剪切滑移程度加劇,磨削力很快降到谷底,第4個鋸齒節塊基本形成;第6點處磨削力為0.37 N,與第1點的磨削力大小一致,磨屑形成過程的1個周期結束。由此可見,磨削力的周期性變化與磨屑鋸齒節塊的形成相互對應,工件材料受擠壓隆起時,磨削力增大,剪切滑移出現后,磨削力下降。
2.3 應力、應變、應變率及溫度的分布與變化
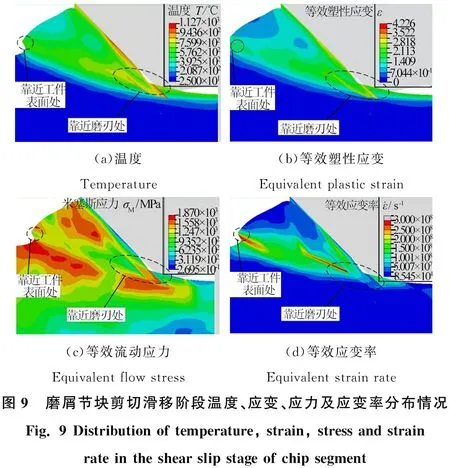
磨屑形成呈連續周期變化,可以選取其中1個磨屑節塊形成過程進行分析。圖9為單顆磨粒切厚為1 μm、磨削速度為200 m/s時磨屑節塊剪切滑移階段的應力、應變、應變率及溫度分布情況。
從圖9a可以看出:磨削區的高溫部分主要集中在磨刃附近和剪切帶區域,最高溫度可達到1 000 ℃以上。這是因為這些區域的材料等效塑性應變較大(圖9b),材料變形也較大,進而產生的塑性變形功較多,由其轉化的熱增多,所以溫度也就較高。同時,由于材料熱導率較差,加之磨削過程十分短暫,產生的大量熱聚集在這些區域來不及傳出,導致溫度迅速升高,形成熱軟化區,產生熱塑性失穩,發生剪切滑移。在剪切帶區域,靠近磨刃處應變和溫度更高,最先出現剪切滑移;而靠近工件表面處,應變和溫度較中間區域大,隨著剪切滑移的繼續,區域內的材料塑性應變會增大至斷裂標準后發生斷裂,進而加劇第一變形區的集中滑移,最終形成鋸齒形磨屑。從圖9c可知:應力集中在剪切帶兩側,而剪切帶區域的流動應力小,這有助于材料剪切滑移的進行。圖9d反映了等效應變率在剪切帶兩端(即靠近磨刃處與靠近工件表面區域處)升高,達到3×102(μs)-1左右,且有相互延伸趨勢。
如圖8a所示,從工件待加工表面向下取4個不同深度的單元(h=0.2、0.6、1.0和1.4 μm)為采樣點進行追蹤,得到其在磨削時的溫度、等效塑性應變、等效流動應力及等效應變率隨時間變化的情況圖10。
如圖10a和圖10b所示:工件不同深度處的溫度變化與其等效塑性應變的變化趨勢基本一致,進一步說明溫度與塑性應變密切相關。在0.126 0 μs時,磨粒與采樣點位置材料接觸,0.2 μm和0.6 μm深度處單元溫度和等效塑性應變迅速上升,0.147 0 μs時就基本達到其最大值;而1.0 μm和1.4 μm深度處單元到0.143 0 μs時溫度和等效塑性應變才開始大幅升高,在0.164 0 μs時達到其峰值。
如圖10c所示:隨時間延長,工件不同深度下的等效流動應力依次緩慢升高達到最大值,且最大值都比較接近,在1 850 MPa附近。時間繼續延長,0.2 μm深度時的流動應力快速下降,1.4 μm深度時的流動應力劇烈波動,最后穩定在1 248 MPa(圖10c中的細水平線)。但在0.6 μm和1.0 μm深度,根據前面的斷裂準則,該處在成屑過程中網格失效,應力為0。
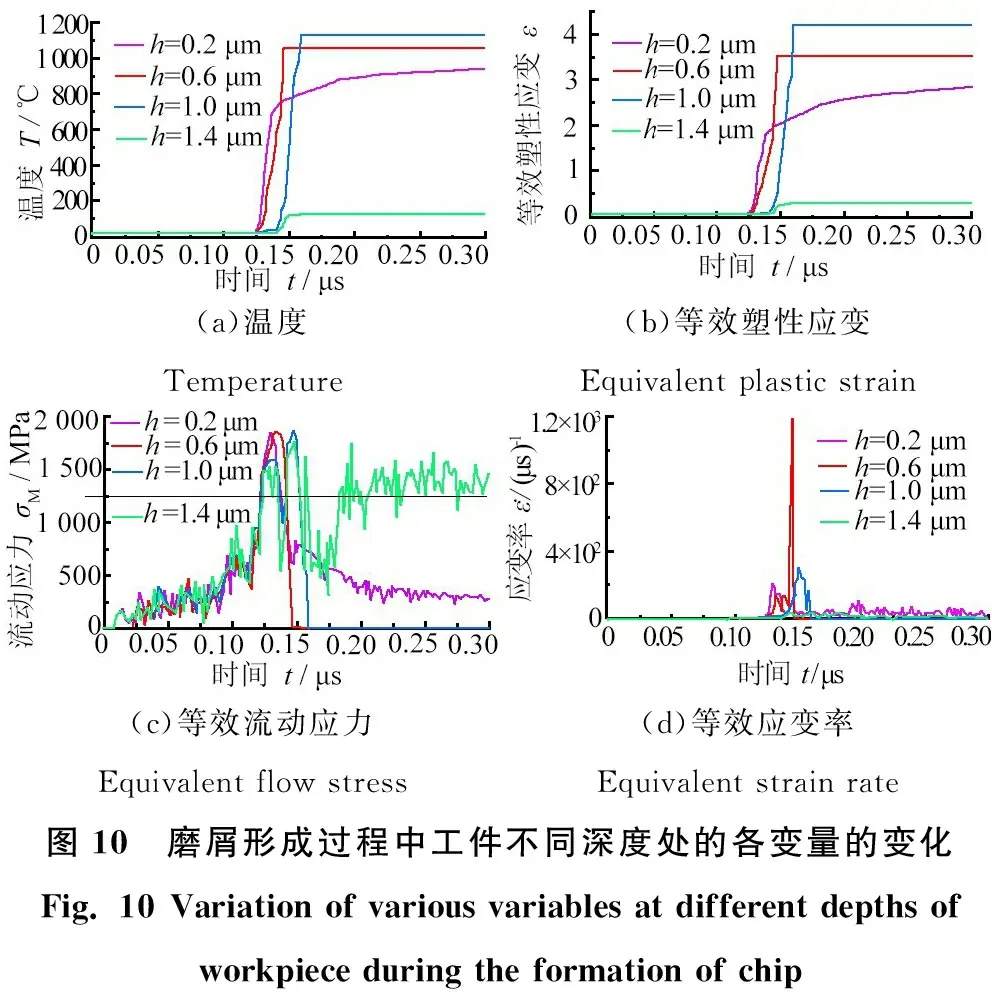
與此同時,磨削結束后,1.4 μm深度處的溫度為129.6 ℃,等效塑性應變為0.256,說明已加工表面工件內部有塑性變形層和熱影響區;其磨削后殘余應力為1 248 MPa,高于前面表2中的材料屈服應力1 241 MPa,說明存在加工硬化過程[25]。
從圖10d中可以看出:隨時間增加,磨削深度0.2、0.6和1.0 μm處的等效應變率依次達到最大值,其中0.6 μm單元的最大應變率達到1.2×103(μs)-1,0.2 μm和1.0 μm處單元的等效應變率變化趨勢相似,最大應變率可達2.1×102(μs)-1。1.4 μm處單元由于不在磨削區(材料的最大去除深度為1 μm),因此等效應變率較低。由此可見,磨削尤其是高速磨削中材料去除過程是在極高應變率下發生的。
由圖9和圖10還可知:磨削區的不同深度是產生上述不同規律的主要原因。溫度和等效塑性應變是從磨刃區域沿剪切帶延伸分布的(圖9a和圖9b),因而同一位置的表層材料(0.2 μm處)更早發生塑性變形且溫度升高;同時,越靠近磨刃處,材料變形越大,溫度和等效塑性應變就越高,因此圖10a和圖10b中的1.0 μm處的溫度和等效塑性應變最高,分別為1 120.6 ℃和4.144。0.6 μm處由于處于剪切帶的中心,變形程度大,變形速率快,因此溫度、等效塑性應變和等效應變率也都很高;由于1.4 μm處位于已加工表面上(磨削結束后距離加工表面0.4 μm),因此溫度和等效塑性應變較小,但磨削結束后的流動應力較大,存在加工硬化現象。
2.4 磨削速度對磨屑形貌的影響
單顆磨粒切厚為1 μm時不同磨削速度下的磨屑截面如圖11所示,圖中所有的磨粒磨削距離相同。

從圖11中可以看出:總體上隨磨削速度增大,磨屑形貌由連續型鋸齒狀向鋸齒分節分離的單元節狀轉變,最后發展成不規則帶狀斷續磨屑。在磨削速度80 m/s時,磨屑自由表面就存在鋸齒形特征,而在80~240 m/s時,磨屑形態均表現為連續的鋸齒狀;隨著磨削速度進一步增大,鋸齒間距變小,鋸齒化程度增大;到400 m/s時,鋸齒節塊開始出現分離,隨后變為單元節狀磨屑。隨著磨削速度繼續增大,在600 m/s時磨屑形貌開始由鋸齒狀轉變為帶狀,磨屑變得細長。磨削速度達到1 000 m/s后,磨屑已經轉變為帶狀磨屑。
原因是磨屑的形成過程是工件材料在前刀面堆積,形成隆起,之后剪切帶材料在絕熱條件下劇烈變形,產生剪切滑移,而形成鋸齒狀磨屑。磨削速度越大,材料變形就越大,加劇剪切滑移的發生;但隨著磨削速度進一步增大,在絕熱環境下,大量熱能聚集在磨刃周圍的材料上,瞬間的高溫導致其形成準流動相甚至流動相,材料流動加強,變形反而減小,許多工件材料甚至來不及發生變形就被去除,因而產生塑性流動,形成了細長的帶狀磨屑。磨削速度1 000 m/s時的仿真結果,就是明顯磨屑材料自由表面基本沒有變形,而形成了細長帶狀磨屑的典型例子。
從以上試驗已知,磨削力的周期性變化與鋸齒節塊的形成相互對應,因而可以從磨削力曲線中得到磨屑鋸齒節塊的形成頻率f。圖12為磨削力信號及磨屑節塊形成頻率隨磨削速度變化的規律,其中圖12a是磨削速度為160 m/s、切厚為1 μm時的圖像。
(a)磨削力信號Grinding force signal
如圖12a所示:T為磨削力曲線中幾個波谷間的一段時間,即取樣時間;t1為一個波谷到下一個波谷之間的時間;n為取樣時間T內的波峰數。在磨削過程中t1的大小并不恒定,為了能準確反映成屑情況,取樣時間應盡可能長,且處于穩定磨削階段,因而形成頻率f可表示為f=n/T(n≥3)。而當磨削速度達到600 m/s時,由于磨屑轉變為不規則帶狀(圖11e),磨屑節塊形成頻率f不再適合對磨屑形態進行表征。
如圖12b所示:磨削速度為80 m/s時磨屑單元形成頻率仿真結果為15.6 MHz,400 m/s時則達到了76.2 MHz;隨著磨削速度增大,磨屑形成頻率呈線性增大趨勢。可見磨削速度增大會使材料變形更劇烈,剪切頻率變大。同時,單顆磨粒磨削GH4169試驗與仿真得到的磨屑單元形成頻率能較好地吻合,在磨削速度為120~160 m/s時其相對誤差不超過15%,進一步證明了仿真模型的可靠性[26]。
圖13為磨削溝痕隆起隨磨削速度的變化規律,通過測量圖13a中隆起部分的截面積S1和溝痕部分的截面積S2,計算隆起比Rs=S1/S2值,來評價磨削表面的隆起情況。圖13b中:磨削速度從80 m/s增大到1 000 m/s時,隆起截面積從1.27 μm2增加至3.93 μm2,隆起比從0.066增加到0.237,說明溝痕兩側隆起隨磨削速度的增大而增大。主要原因是磨削等效應變率高,可達102~103(μs)-1(圖10d),極短時間內塑性變形產生的熱無法傳出,熱軟化作用使材料發生塑性流動,而速度越高熱軟化作用就越強,使溝痕兩側隆起面積增大;此外,因為單顆磨粒切厚保持不變,圖13b中的溝槽截面積無明顯變化。
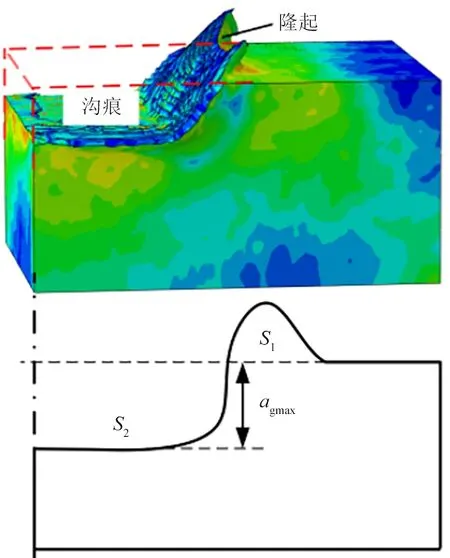
(a)溝痕隆起截面示意圖Schematic diagram of groove uplift section
2.5單顆磨粒切厚對磨屑形貌的影響
磨粒磨削相同距離且磨削速度為200 m/s時,不同單顆磨粒切厚下的磨屑形貌變化如圖14所示。
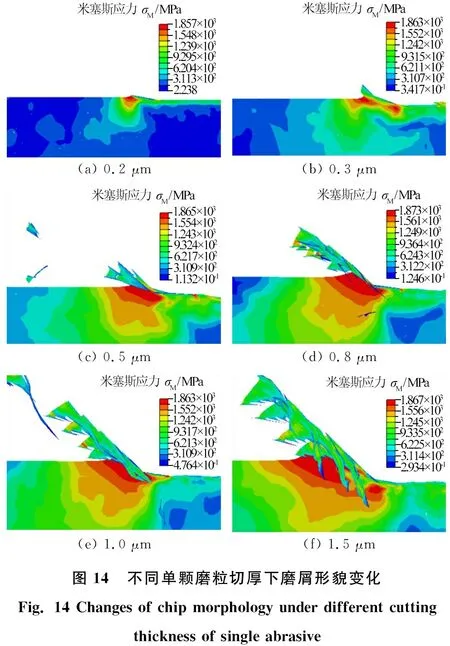
圖14中:單顆磨粒切厚為0.2 μm時,磨粒前方出現微小隆起,無磨屑出現,磨削還處于劃擦耕犁階段;而到0.3 μm時,材料在磨粒前端堆積,隆起加劇,開始出現少量磨屑;到0.5 μm時,碎狀磨屑增多,磨削開始進入磨削成屑階段;在0.8 μm處,可以看到鋸齒狀磨屑出現,但鋸齒狀磨屑較小且不顯著;之后隨著單顆磨粒切厚增大到1.0 μm和1.5 μm,鋸齒狀磨屑越明顯,材料剪切變形也更劇烈。所以,從磨屑形貌變化上看,0.3~0.5 μm切厚為磨削開始成屑階段。因此,磨削速度為200 m/s時,磨削高溫合金GH4169的臨界成屑切厚約為0.3 μm。
圖15為不同切厚下單顆磨粒的法向磨削力及磨屑節塊形成頻率。通過計算圖15a的磨削力波動周期得出磨屑節塊的形成頻率。
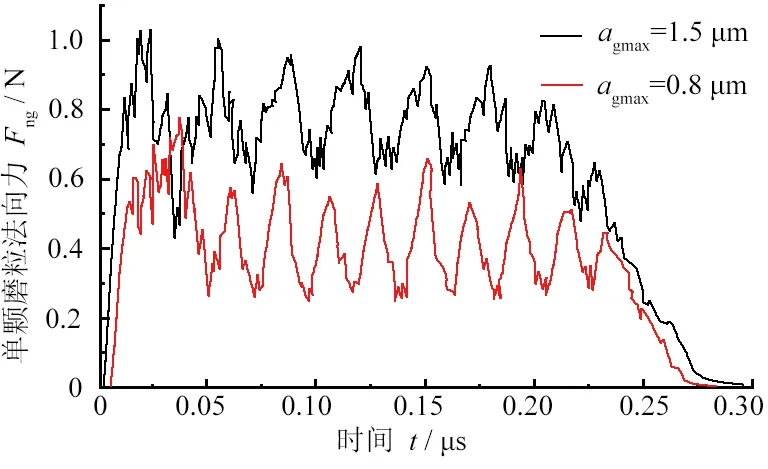
(a)不同切厚時單顆磨粒的法向磨削力信號Normal grinding force signal of single abrasive with differentcutting thickness
如圖15b所示:單顆磨粒切厚在0.3 μm之前時,磨削還未成屑,因而磨屑單元形成頻率f未予分析;單顆磨粒切厚為0.3~0.5 μm時,磨屑呈碎屑狀,磨屑節塊單元形成時間短,形成頻率高,為53.0 MHz;在0.8 μm處磨屑出現鋸齒化特征,磨削力呈周期性變化,節塊形成頻率下降,為45.7 MHz;單顆磨粒切厚繼續增大,在1.5 μm時節塊形成頻率為31.8 MHz。可見隨單顆磨粒切厚增大,磨屑單元的形成頻率下降,但磨削力幅值變大[27]。
單顆磨粒切厚會對磨削溝痕隆起產生影響,如圖16所示。圖16中:單顆磨粒切厚為0.2 μm時,溝槽截面積幾乎為0,幾乎不存在溝痕隆起;單顆磨粒切厚從0.3 μm增大到1.5 μm過程中,溝痕隆起截面積從0.23 μm2增加至2.75 μm2,溝槽截面積從2.15 μm2增加至29.49 μm2。而隆起比則在切厚0.3~0.8 μm時,從0.11快速下降到0.04,這表明單顆磨粒切厚大于0.3 μm時,磨削加工從耕犁往成屑階段過渡,大部分工件材料成為磨屑;單顆磨粒切厚從0.8 μm變化到1.2 μm時,隆起比又升至0.10,這主要是因為單顆磨粒切厚越大,磨削區域溫度越高,熱軟化作用也越強所致;當單顆磨粒切厚從1.2 μm增加到1.5 μm時,隆起比略有下降。這是由于材料熱導率低,切厚增大后表層材料的溫度反而下降,不利于材料的塑性流動。圖16b的θ1為50°,θ2為40°,θ1>θ2,即單顆磨粒切厚為1.2 μm時的材料隆起高于1.5 μm時的。
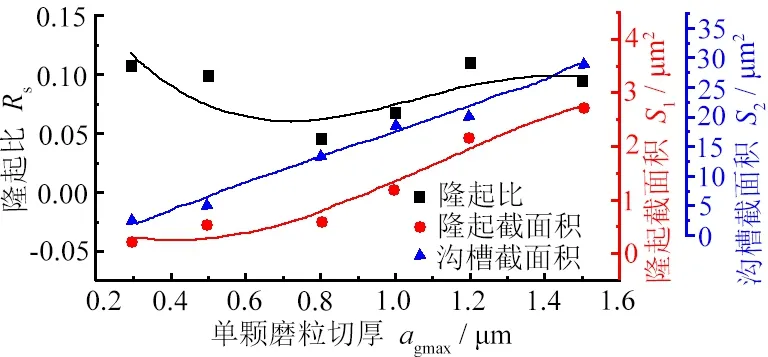
(a)工件表面隆起隨單顆磨粒切厚的變化Variation of workpiece surface uplift with cutting thickness of single abrasive
3 結論
建立單顆磨粒高速、超高速磨削GH4169鎳基高溫合金的有限元仿真模型,通過對單顆磨粒磨削過程仿真結果進行分析,可得到以下結論:
(1)高速、超高速磨削鎳基高溫合金時產生的磨屑存在明顯的絕熱剪切滑移特征,磨削力隨磨削過程呈周期性變化,其周期與鋸齒形磨屑形成過程對應。磨削過程中的溫度、應變以及應變率主要集中在剪切帶區域,應力則集中在剪切帶的兩側,且剪切帶區域的流動應力小。
(2)隨著磨削速度增大,磨屑鋸齒間間距縮小,鋸齒化程度增加。磨削速度為400 m/s時,磨屑形貌向單元節狀磨屑轉變;在600 m/s時發展成不規則帶狀磨屑,磨屑變得細長。同時,隨著磨削速度增大,磨屑節塊單元形成頻率呈線性增大趨勢,隆起比升高。
(3)當磨削速度為200 m/s時,單顆磨粒磨削GH4169的臨界成屑切厚約為0.3 μm。單顆磨粒切厚為0.8 μm時有鋸齒形磨屑出現,且隨單顆磨粒切厚增大,鋸齒化程度增強,磨屑單元截面積變大,但形成頻率反而下降。
