簡述凹印工序印版輥自動存儲幾種方式
2021-01-16 12:27:08王平益
綠色包裝 2021年11期
關鍵詞:設計
王平益
摘要:本文主要說明印刷企業(yè)凹印工序印版輥自動化存儲的幾種方式,對煙印公司印版庫逐步優(yōu)化演變進行了扼要說明,對定型設計和中間過渡性設計進行比較和解釋,最后對自動化印版輥庫在印刷企業(yè)的應用前景進行了展望。
關鍵詞:凹印印版輥;自動化存儲庫
中圖分類號:TS8 文獻標識碼:A 文章編號:1400 (2021) 11-0022-06
Several Methods of Automatic Storage at Gravure Printing Cylinder
WANG Ping-yi(Shanghai Tobacco Packaging and Printing Co., LTD., Shanghai 200137, China)
Abstract: This article mainly illustrates several methods in gravure printing cylinder automation storage, in this paper, the gradually optimized evolution has carried on the brief description, to finalize the design and middle transitional design comparison and explanation, and finally, in this paper, The application trend is prospected in the future.
Key words: gravure printing cylinder; automated storage
凹印印刷是現代煙標印刷的重要工藝,隨著各種版幅種類增加,煙標多樣化,工藝改進(例如UV),印刷企業(yè)凹印印版輥數量增長較快,一般儲輥量為數百支甚至可達數千計,存儲場地不足問題突出。合理的印版管理、備版管理及全自動化高利用率版庫運用勢在必行。但是印版庫和紙卷庫不同,沒有標準產品為定制設備,合理設計方案尤為重要。隨著技術進步,RFID印版識別、二維碼圖像識別、ERP數據同步安全鏈接、機械手臂存取印版等技術應用,版庫智能化程度大大加快,印版庫正在以一個嶄新面目呈現出來,值得研究分析并比較得失。
1 四種方式印版存儲庫概要分析
1.1 傳統(tǒng)版輥架
傳統(tǒng)版輥架存儲方式為機械立架方式存儲,該類型裝置為早期設計,沿用數十年,最早推演到90年代初或更早,單組可以循環(huán)放置25支印版。優(yōu)點為機械爪自鎖,安全可靠,故障率低。缺點是場地占用多,規(guī)格受限制,需人工入架和出架,勞動強度大,為回轉方式取版耗時較多。
1.2 機械掛鉤式回轉庫
2014年設備部門開始在凹印車間投入使用機械掛鉤式回轉庫,機械裝置上取消原來自鎖,通過周轉方式進行印版存取,在上版部位安裝有起重裝置,可實現輔助上版,降低勞動強度。印版識別上采用RFID(Radio Frequency Identification)無線射頻電子標簽識別,但是該項測試發(fā)現印版掛鉤之間會相互干擾,印版準確識別率低,故沒有實現實用化。在上版階段采用圖像識別條碼,可以進行自動印版識別。


該版庫形式上是傳統(tǒng)機械式,但是由于采用數據服務器進行印版數據庫管理,印版識別,具備組網功能,因此在后續(xù)開發(fā)中該版庫接口友好可拓展功能強。綜合看,網絡數據方面具備智能版庫初步功能,但是在設計思路上沒有導入現代化倉儲概念,因此版式單一(只能存儲820一種規(guī)格印版);取板周期長(只能單一方向旋轉存取),制約了迅速存取版實現。
機械掛鉤回轉庫出現,逐步淘汰傳統(tǒng)版架成為必然。目前我公司18臺820規(guī)格版輥架淘汰12臺,6臺650規(guī)格,6臺520規(guī)格全部淘汰。
機械掛鉤回轉庫主要在二個方面有明顯優(yōu)勢:全自動上下版無需人工抬版,極大降低勞動強度;實現數據管理印版信息功能并實現ERP數據同步,2019年采用WEBSERVICE安全數據鏈接方式,2020年實現與機器人版庫數據組網。
結論:掛鉤式版庫盡管存在出入庫耗時較長還有占地面積大等缺點,但是結構穩(wěn)定,安全系數高,數據管理能力強,依舊值得保留和發(fā)展。
1.3 多層移動小車式高速版庫
2016年設備部門為縮短存取印版時間,開始在凹印車間投入使用多層移動小車周轉庫,一組合計2臺,設計有4層結構,每層設計有輸送車,可以高速輸送印版。該設計核心是提高輸送速度,可以一次上下9支印版。單庫總存儲量為32*3+24=120支,其中第一層由于有進出小車占用一定空間放置24支,其余3層放置32支。

設計上主要采用步進電機方式進行位置控制,通過探頭讀取導軌上標志點進行位置判斷,開環(huán)控制。在各層取印版輥后需要與設計在頂端的升降支架進行交接,升降動作為絲桿設計,因為絲桿關系限制為4層,無法設計成更高層數。同樣由于開環(huán),造成定位精度不足。另外比較重要的不足是采用西門子SMART系統(tǒng),該配置要求實現數據庫功能難度過大,對硬件接口編程要求太高,因此沒有實現數據庫與ERP聯接。也許設計工控機+SQL高級語言數據控制是最可靠方式,遺憾該平臺沒有配置。但是該平臺實現條碼讀入功能,可以進行條碼入庫操作,實現方式是掃描頭接口數據與PLC數據交換。
結論:多層移動小車式高速版庫設計適用于生產規(guī)模適中的印刷企業(yè),比如印版周轉量小于300支規(guī)模,該設計具有占地面積小,全自動上下版且高速的優(yōu)點。但是實例中配置較低,控制系統(tǒng)沒有閉環(huán)造成定位精度較低,故障率較高,這是該設計沒有推廣的關鍵。另外沒有配置數據服務器,數據處理能力較弱也是該設計缺點。
1.4 倉儲式自動版輥庫
2018年設備部門結合掛鉤式機械庫和多層式高速庫優(yōu)缺點,特別是結合了當前成熟物料倉儲庫技術,在凹印車間投入使用高速大容量倉儲式全自動版輥庫,原設計起重部分沿用掛鉤庫人工吊版,后改進為機械手上下版,提高工作效率和存取版速度。
該設備具有948個印版輥位(316個貨位),出入庫形式采用自動掃碼方式,出入庫極限時間為7分鐘/次(取3根印版并且考慮分別位于不同托板上耗用時間最長的情況),單人操作便能完成所有流程,同時印版數據庫和ERP進行實時對接。單支印版輥存(取)效率為最多耗時2分鐘。
該庫由巷道堆垛機、搬運機械手、鏈條輸送機等構成。主要采用機械手搬運、版輥出入庫數據化管理、全自動貨叉等先進技術,具有占用面積小,印版存儲率高等優(yōu)點,在長度36米、寬度5米、高度8米區(qū)域內可以放置近千支印版,并且具備擴充簡便的特點(預計原設備25%投入可以擴充50%儲量到1500支,且升級周期只需數周),且能適應我公司820、650、520等各種規(guī)格印版存放。這是前面所有類型版輥庫設計都不具備的,節(jié)省人力搬運同時提高進出庫效率,采用二維碼輸入方式降低出錯概率,為印版出入庫準確性、及時性提供保障。

2 關鍵技術分析
2.1 定位技術
堆垛機水平定位由位于地軌兩側頂端的激光測距傳感器進行定位,定位精度+/-5mm,為開環(huán)系統(tǒng)。數據通過光學數據傳輸實現。
堆垛機攜帶貨叉平臺垂直定位,距離測量原理和圖8一致,為閉環(huán)系統(tǒng),垂直方向安裝編碼器進行位置反饋,位置精度+/-5mm。
2.2 機械手(搬運機器人)及配套夾具
搬運機器人選用ABB IRB660,分解搬運動作選擇4個自由度,搬運重量270kg,滿足印版輥重量要求。定位精度0.1mm,參數為+/-0.12mm,機械手精度足以滿足印版輥搬運定位精度。目前故障主要來自于指令系統(tǒng)錯誤或本身程序不完備,機器人在Robotstudio軟件運行,程序定位偏差和夾具設計是目前主要問題。針對圓周長800mm及以上大印版,誤觸發(fā)直徑保護比較多,需要修改機械手位置坐標進行完善。夾具設計不盡合理表現在保護探頭誤觸發(fā)比較多,任務執(zhí)行中斷情況也比較常見,這都是定制設備程序不完善或硬件配置不夠合理所造成,需要不斷積累不斷改進。
綜合評價后結論為:貨架式設計可以滿足大量存儲要求,在高度方向可以進行延展來進一步提高空間效率,又通過不同尺寸印版輥定位支架來滿足不同印版規(guī)格需求(常見520/650/820,可以改進為更寬尺寸例如1420);機械手自動上下版降低勞動強度,堆垛機縱橫向定位精度保證動作可靠和整機安全,綜合看各項優(yōu)點非常突出。
和多層移動小車高速庫設計比較見表2: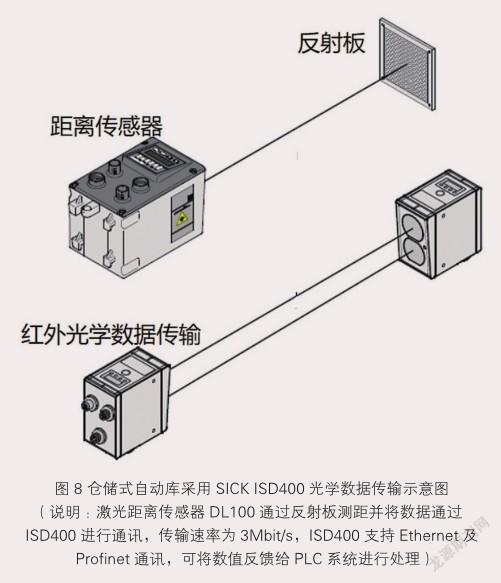


3 總結和展望
經過較長時間摸索,幾代機型改進,倉儲式自動版輥立體庫作為最優(yōu)方案得到確認。同時我們也認為該設計前期投入較大,如果印刷企業(yè)規(guī)模較小,多層高速庫仍是可以考慮方案。但是對于規(guī)模較大印刷企業(yè)生產而言,倉儲式自動版輥立體庫優(yōu)勢非常明顯,另外由于天地軌設計,該設計具有可拓展性特點。
拓展后該型設計規(guī)模經濟性將體現,估算值為25%原裝備資金投入,將容量拓展原來設計總儲量50%以上。單位造價估算(萬元/支)可以降低到0.34,通過表1、表2比較可以看出該方案為一種經濟性較佳設計。
拓展數量受到各元件距離限制,圖8通訊模式,理論上可以達到100米,但實際情況有一定差距,預計通訊失敗率明顯上升,這是該方案需要解決的技術難點之一。
參考文獻:
[1] SICK ISD 400操作指導手冊.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04