關鍵參數對銅銀合金絲線材拉拔力的影響
2021-01-21 06:37:20袁鵬飛蘇娟華宋克興張學賓沈曉宇
河南科技大學學報(自然科學版) 2021年3期
關鍵詞:有限元
袁鵬飛,蘇娟華,宋克興,皇 濤,張學賓,曹 軍,陳 鼎,沈曉宇
(1.河南科技大學 a.材料科學與工程學院; b.河南省有色金屬材料科學與加工技術重點實驗室,河南 洛陽 471023;2. 河南理工大學 機械與動力工程學院,河南 焦作 454000;3.常州恒豐特導股份有限公司,江蘇 常州 213000;4.浙江東尼電子股份有限公司,浙江 湖州 313000)
0 引言
高端銅合金絲線材具有高導電、高強度等優點,廣泛應用于集成電路封裝、連接器、音視頻傳輸等領域[1-2]。隨著產品向高度集成化和微型化發展,銅絲線材直徑更細、結構穩定性更好,對絲線材的連續成形能力提出了更高要求[3-4]。拉拔是在外加拉力作用下,使金屬通過模孔獲得所需形狀和尺寸制品的塑性加工方法,是高端銅合金絲線材主要加工工藝之一。線材拉拔力是設計拉絲機的主要技術參數,在絲線材拉拔過程中,影響拉拔力的因素有多種,如材料性能、入模角、摩擦因數和定徑區長度等。這些參數選取不合理,會導致絲線材表面與模具摩擦力和絲線材變形力大,拉絲模磨損使絲線材表面易出現各種缺陷,影響表面質量,甚至導致斷線,降低工作效率。
國內外學者針對銅合金絲線材拉拔工藝進行了研究。文獻[5]基于理論解析方法將塑性力學模型與拉拔工藝相結合,求解了銅線材拉拔過程中,在最小功率下的模具壓縮區最佳錐角,優化了模具結構。文獻[6]采用X射線衍射以及電子背散射衍射技術研究了銅線材冷拔形變織構的演化規律,并采用泰勒模型對其進行計算機模擬。文獻[7]研究了銅錫合金線材冷拉拔過程中配模道數對線材質量的影響,通過加大拉拔速度的方法提高了生產效率。文獻[8]用形變熱處理的方法研究了Cu-Cr-Ag合金的組織性能,研究結果表明:合適的熱處理和冷變形相結合可以提高Cu-Cr-Ag合金的力學性能與電學性能。文獻[9]為多道次銅線拉拔工藝開發了一種專家系統,簡化了工序數量,從而降低了拉拔能耗。文獻[10]研究了夾雜物尺寸和長徑比對銅線材拉拔過程中拉拔力的影響,且找出了最大拉拔力出現的位置,研究表明:隨著夾雜物尺寸和長徑比的增加,拉拔力增大。
綜上所述,目前對銅及銅合金細線材拉拔工藝及性能的研究多基于理論解析或試驗,然而銅銀合金拉拔過程影響因素較多,各因素耦合關系復雜,上述研究結果是否適用于描述銅銀合金絲線材拉拔成形規律,還有待進一步探究。
本文采用有限元仿真方法,建立銅銀合金微細絲拉拔有限元模型,分析拉拔的材料性能、入模角、摩擦因數和定徑區長度對拉拔力的影響,可為銅銀合金微細絲線材加工提供理論依據。
1 拉拔有限元模型建立
1.1 材料
試驗材料為三室真空豎引連鑄生產的Cu-2Ag合金,經過多道次連續拉拔成線徑為2.126 mm,通過萬能拉伸試驗機得到Cu-2Ag合金在該狀態下的工程應力應變曲線,經過計算得到真應力應變曲線,并采用Fileds-Backofen方程[11]建立Cu-2Ag合金的常溫拉伸本構方程。該狀態下Cu-2Ag合金本構關系為:
(1)

該狀態下Cu-2Ag合金絲線材的抗拉強度為470 MPa,延伸率為2.2%,彈性模量為115 GPa,泊松比為0.3。
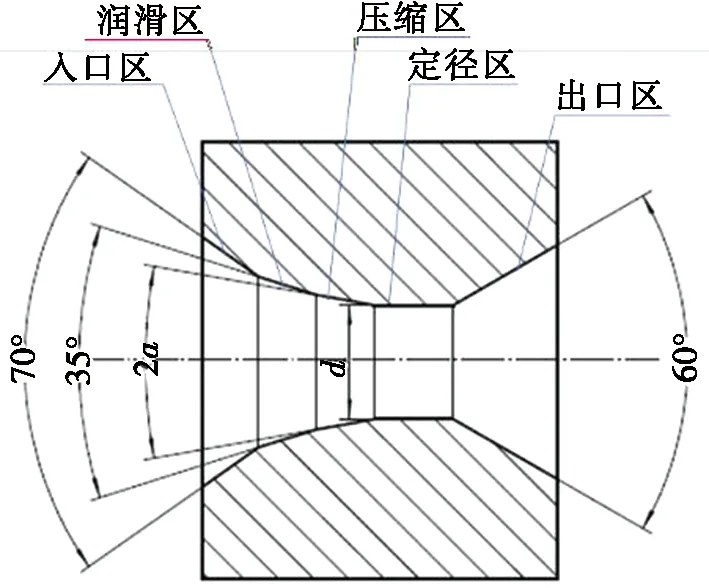
圖1 模具結構二維幾何尺寸圖
1.2 模型建立及網格劃分
絲線材拉拔成形具有軸對稱特征,建模時將有限元模型簡化為軸對稱模型,采用1/18模型計算以提高計算效率。模具結構二維幾何尺寸,如圖1所示。利用三維作圖軟件繪制拉拔工藝的三維模型并導入DEFORM-3D有限元分析軟件中,對拉拔工藝進行模擬分析。四面體單元具有較強的抗畸變能力,能夠減少工件在網格重劃分時引起的體積損失[12],絲線材網格劃分采用四面體單元。初始網格數為14 000,拉拔有限元三維模型和網格劃分示意圖分別如圖2a和圖2b所示。
1.3 關鍵參數設置
銅銀合金拉拔過程屬于彈塑性變形,模具不發生變形。材料設置為彈塑變形體,模具設置為剛性體,摩擦類型為庫侖摩擦。

將試驗得到的材料基本力學性能參數輸入前處理窗口。設置試樣尺寸為外徑2.126 mm的線材,一道次拉拔至2.046 mm,拉拔速度為500 mm/s,行程量為12 mm。由于拉拔工況為冷成形,在拉拔過程中溫度恒定為20 ℃。模具與試樣之間的接觸容差設置為0.000 2 mm。影響拉拔力的關鍵因素選取材料加工硬化指數、入模角、摩擦因數和定徑區長度,參考實際銅合金絲線材拉拔情況并查閱相關文獻[13-15],具體參數如表1所示。
表1 關鍵變量參數
2 結果與討論
絲線材拉拔過程中靠拉拔力的牽引作用保證絲線材順利通過模具,如果拉拔力過大,可能導致拉拔產品頻繁被拉斷。后續有限元計算結果可知,本文模擬結果所計算出的拉拔力均小于拉斷的極限拉拔應力[16],也就是說,拉拔過程可以正常進行,不必考慮因拉拔力過大而導致斷絲行為。在此基礎上,對拉拔工藝模擬過程進行分析。
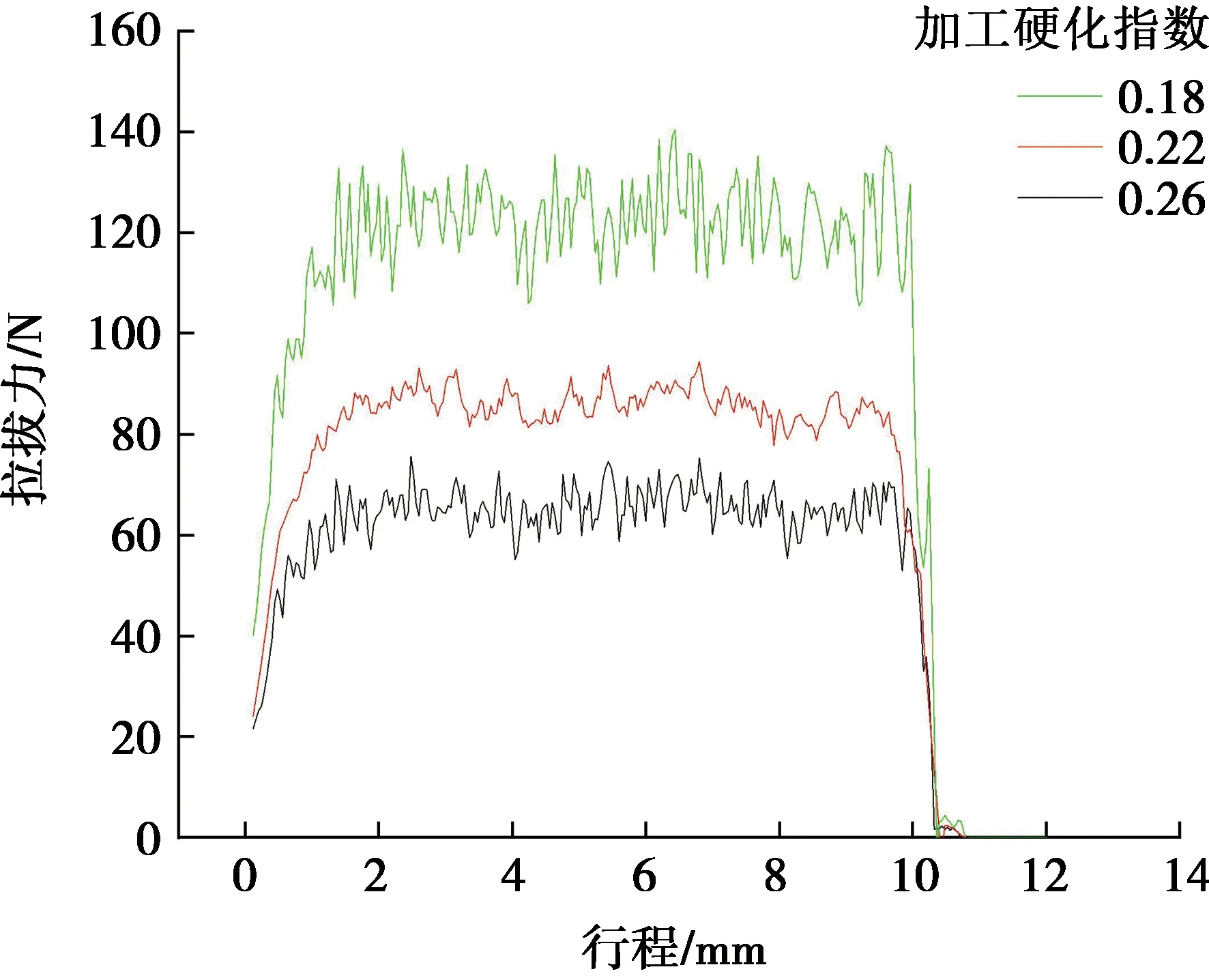
圖3 不同加工硬化指數下的行程-拉拔力曲線
2.1 加工硬化指數對拉拔力的影響
圖3是入模角為10°、摩擦因數為0.01、定徑區長度為0.1 mm、加工硬化指數分別是0.18、0.22和0.26時的行程-拉拔力曲線。由圖3可知:加工硬化指數從0.18增加至0.22時,穩態拉拔力從126.8 N下降至82.8 N,變化量為44.0 N;當加工硬化指數從0.22增加至0.26時,穩態拉拔力從82.8 N下降至67.6 N,變化量為15.2 N。隨著加工硬化指數的減小,拉拔力呈逐漸增大趨勢。加工硬化指數的物理意義為單相拉伸時材料最大均勻伸長應變的大小,代表了頸縮點的位置[17]。在應變小于1的條件下,加工硬化指數n值越小,材料抵抗變形能力越強,位錯增殖速度快,加工硬化效應顯著,材料強度增長較快,所以所需拉拔力越大。
2.2 入模角對拉拔力的影響
拉拔模具的壓縮區(工作錐)是金屬發生塑性變形的關鍵部位,其入模角α是拉拔模具的主要參數之一。選取合適的入模角能減小拉拔過程中的摩擦能耗和拉拔力。圖4是加工硬化指數為0.22、摩擦因數為0.01、定徑區長度為0.4 mm、入模角分別為10°、12°和14°條件下拉拔過程中的行程-拉拔力曲線。
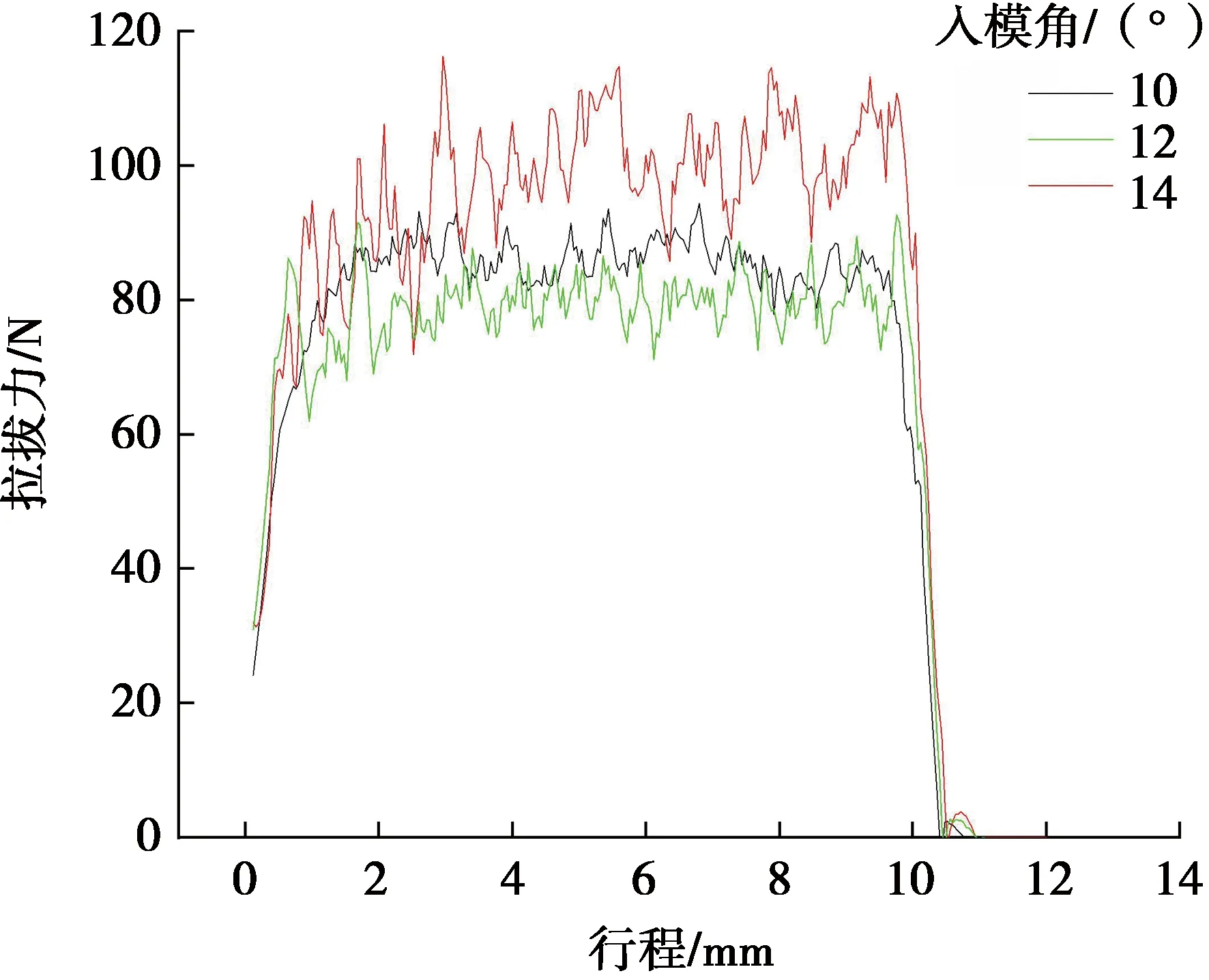
圖4 不同入模角下的行程-拉拔力曲線
由圖4可以看出: 拉拔力在不同加工硬化指數條件下總體變化趨勢基本一致,最大拉拔力主要出現在中間穩態拉拔段。當入模角為10°時,穩態拉拔力為82.8 N;當入模角為12°時,穩態拉拔力約為79.4 N;當入模角為14°時,穩態拉拔力約為99.5 N。在拉拔初始段拉拔力上升的最快; 然后進入平穩拉拔階段,拉拔力逐漸趨于穩定。在拉拔過程后期,拉拔力隨試樣位移增加而快速降低。模具入模角α的變化對拉拔過程中各階段拉拔力的大小及變化均有較大影響。拉拔力隨入模角的增大呈先減小再增大的趨勢。這是因為當入模角過小時,絲線材與模具的接觸面積過大,拉拔力增大;當入模角過大時,金屬在變形區的流線急劇轉彎,加劇了金屬變形的不均勻程度,增加了變形功。同時,金屬進入壓縮區的附加剪切變形增大,非接觸變形增大,加劇了試樣進入定徑區時發生的變形程度,從而引起拉拔力的增大[16]。入模角越大,這種變形的不均勻程度就越高,在初始段拉拔力增加就越快。穩態拉拔階段金屬陸續通過定徑區,金屬變形程度達到了最大程度,拉拔力也達到了最大值。
2.3 摩擦因數對拉拔力的影響
拉拔過程中,金屬與模具之間的摩擦因數對拉拔力有著很大的影響。圖5是加工硬化指數為0.22,入模角為10°,定徑區長度為0.4 mm,摩擦因數分別為0.01、0.05和0.10條件下的行程-拉拔力曲線。由圖5可以看出:當摩擦因數從0.01增加到0.05時,穩態拉拔力從82.8 N增加至101.7 N,變化量為18.9 N;當摩擦因數從0.05增加到0.10時,穩態拉拔力從101.7 N增加至124.3 N,變化量為22.6 N,拉拔力隨摩擦因數的增大而增大。當摩擦因數增大時,模具與銅銀合金線材之間的附著力也隨之增大,需要更大載荷使接觸材料發生相對滑動,所以拉拔力增大。當摩擦因數增大到0.10時,拉拔力明顯增大且不穩定。這可能是因為在拉拔過程中,絲線材沿徑向應力分布不均,而過大的摩擦因數導致在應力聚集的點所需載荷急劇增大,從而拉拔力波動較大。在實際拉拔過程中,應盡量采取潤滑措施來減小絲線材與模具接觸面的摩擦因數,這樣既可以有效避免絲線材表面因摩擦力造成的裂紋或斷裂現象的發生,又可以減小拉拔力對模具的損害,延長模具壽命[18]。
2.4 定徑區長度對拉拔力的影響
定徑區的作用是使制品獲得穩定而精準的形狀和尺寸,定徑區的長度設計影響著模具壽命和拉拔能耗。圖6是加工硬化指數為0.22,入模角為10°,摩擦因數為0.01,定徑區長度分別為0.1 mm、0.4 mm和1.0 mm條件下的行程-拉拔力曲線。由圖6可以看出:穩態拉拔力隨著定徑區長度的增加略有增加,但基本無變化。定徑區長度的增大會相應增大拉拔力[19-20]。定徑區長度對拉拔力的影響主要歸結于定徑區長度對拉拔過程中摩擦力的影響。定徑區的長度越長,銅銀合金線材與模具之間的接觸面積越大,在摩擦因數一定的情況下摩擦力就越大,所需的拉拔力也就越大。本次模擬結果顯示定徑區長度對拉拔力的影響不明顯,這是由于所選用的絲線材線徑過小,定徑區長度也相應比較小,摩擦也較小。針對這種結果,可以在實際生產中適當增大定徑區長度,以保證獲得形狀穩定、表面質量良好的線材。
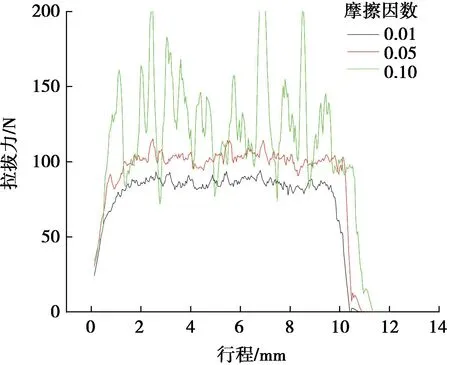
圖5 不同摩擦因數下的行程-拉拔力曲線
3 模型驗證
為保證有限元模擬對絲線材拉拔實際工藝具有指導意義,需要對數值模擬結果進行驗證,該驗證包括理論計算與試驗驗證。
絲線材拉拔過程理論驗證拉拔力的大小可采用茲別爾公式[21]來近似計算:
(2)
其中:P為拉拔力,N;K為抗拉強度,Pa;f為摩擦因數;α為模具入模角,(°);F0和F1分別為拉拔前后坯料的橫截面積,mm2。
當入模角為10°,摩擦因數為0.10時,由式(2)計算的拉拔力為149.7 N。
同時,對Cu-2Ag合金絲線材拉拔過程進行試驗驗證。在絲線材拉拔過程中,使用拉力計勻速牽引絲線材通過模具,得到穩態拉拔力為134.3 N。仿真結果得到該參數下的穩態拉拔力為124.3 N,與試驗結果相比,拉拔力模擬值的相對誤差為7.5%,計算值的相對誤差為11.5%,說明本文建立的有限元模型預測銅銀合金絲線材拉拔力是可靠的。
4 結論
(1)隨著硬化指數的減小,拉拔力逐漸增大。當入模角為12°時,拉拔力最小,為該條件下的最佳入模角。隨著摩擦因數的增大,拉拔力不斷增大,且摩擦因數為0.10時,由于絲線材徑向應力的不均勻性,拉拔力波動增大。定徑區長度對拉拔力的影響不明顯。
(2)拉拔模擬值與試驗值的相對誤差為7.5%,計算值與試驗值相對誤差為11.5%,證明了本文銅銀合金絲線材拉拔有限元模擬的可靠性。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18