LED燈用印制板阻焊顏色一致性研究
2021-01-28 05:55:38趙宏靜龍亞山
印制電路信息 2021年1期
趙宏靜 龍亞山
(通元科技(惠州)有限公司,廣東 惠州 516005)
0 引言
LED(發(fā)光二極管)顯示屏產(chǎn)品目前市場(chǎng)前景一片興旺,各種各樣的LED類型產(chǎn)品百花齊放。正裝、倒裝、Mini LED、Micro LED以及COB等不同類型的LED產(chǎn)品,均存在一個(gè)共同的特征,不同拼接屏之間燈珠面的產(chǎn)品外觀決定著最終產(chǎn)品的成品外觀。當(dāng)燈珠間距較大時(shí),可采用貼面罩的方法來(lái)確保產(chǎn)品外觀顏色的一致性,但隨著像素與分辨率的不斷提高,燈珠間距不斷減小,已沒(méi)有足夠的空間貼面罩。當(dāng)燈珠間距小于1.5 mm時(shí),PCB板的阻焊面將成為顯示屏產(chǎn)品的第一直接外觀面。阻焊油墨厚度及顏色受到PCB制程中各種因素的影響,在實(shí)際生產(chǎn)中存在顏色差異,導(dǎo)致產(chǎn)品在拼接成成品后外觀出現(xiàn)顏色深淺不一的色塊。阻焊顏色的一致性已成為L(zhǎng)ED及COB PCB的關(guān)鍵管控項(xiàng)目。本文研究在LED及COB板阻焊網(wǎng)印到表面處理的各個(gè)環(huán)節(jié)中,通過(guò)測(cè)量色度來(lái)定量衡量顏色變化,分析各生產(chǎn)環(huán)節(jié)對(duì)顏色的影響,進(jìn)而研究控制顏色一致性的有效方案。
1 顏色指標(biāo)
顏色用L、a、b 3個(gè)值表示,并用三維坐標(biāo)來(lái)定義。L為Z軸代表亮度,其值從0(黑)~255(白),L 值越大顏色越白,色度越高。
A、b 是X、Y軸,a 值代表綠紅軸上顏色的飽和度,負(fù)值表示綠色,正值表示紅色,a值越大顏色越紅;b值代表藍(lán)黃軸上顏色的飽和度,負(fù)值表示藍(lán)色,正值表示黃色,b值越大顏色越黃。LED產(chǎn)品主要使用啞光黑色油墨,主要考量油墨的色度L值,顏色深淺不做要求,但一致性是關(guān)鍵指標(biāo)。顏色指標(biāo)示意圖見(jiàn)圖1所示。
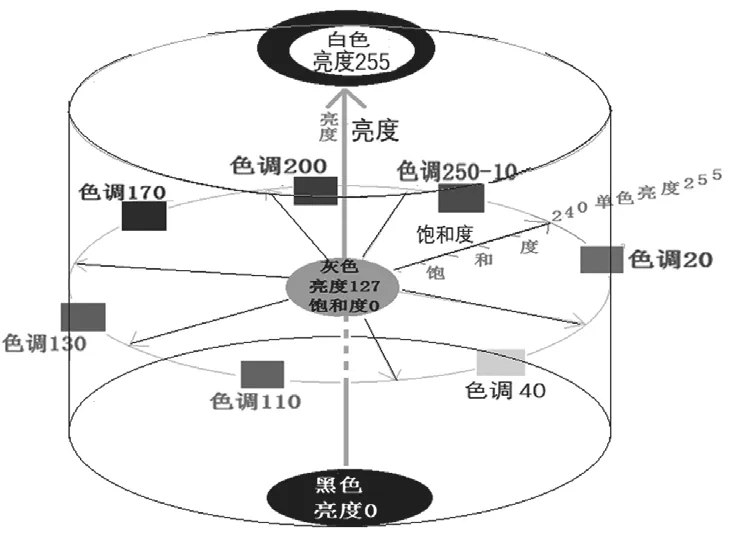
圖1 顏色指標(biāo)示意圖
2 實(shí)驗(yàn)檢測(cè)方案
2.1 制作流程及測(cè)量節(jié)點(diǎn)
制作流程參照常規(guī)LED/COB板阻焊絲印流程及表面處理流程,分別在絲印預(yù)烤后、阻焊曝光后及表面處理噴砂后進(jìn)行墨色測(cè)量,流程及測(cè)量節(jié)點(diǎn)見(jiàn)圖2所示。
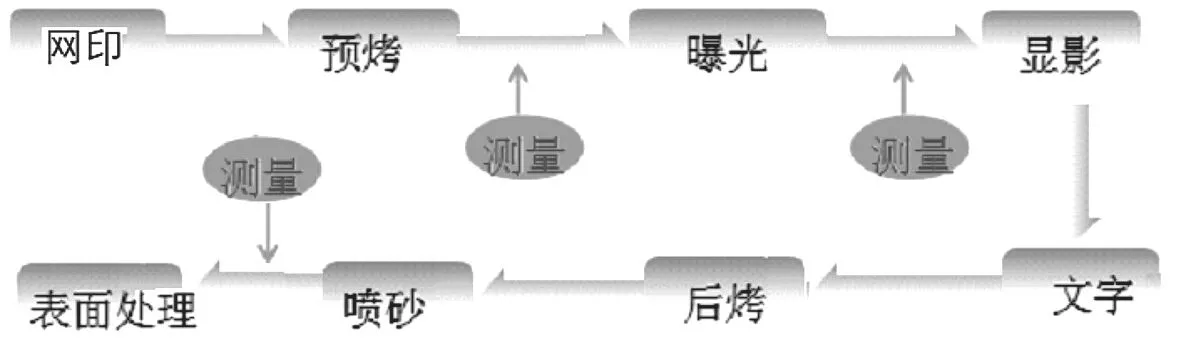
圖2 流程及測(cè)量節(jié)點(diǎn)示意圖
2.2 檢測(cè)儀器
測(cè)量?jī)x器為分光測(cè)色儀,儀器型號(hào)為:TS7700,生產(chǎn)廠家為:深圳市三恩時(shí)儀器科技有限公司。
2.3 檢測(cè)方案
取某型號(hào)生產(chǎn)板200塊,每塊板編號(hào)跟蹤識(shí)別,對(duì)應(yīng)測(cè)量和記錄。制作過(guò)程中的所有相關(guān)動(dòng)作依據(jù)編號(hào)進(jìn)行記錄,使用色差儀在各測(cè)量節(jié)點(diǎn)測(cè)量色度,并記錄其色度L值。每塊板固定選取3個(gè)測(cè)量位置(見(jiàn)圖3),分別如下。
(1)位置A:板邊基材區(qū)(蓋油)。
(2)位置B:板邊模擬焊盤區(qū)(全蓋油)。
(3)位置C:板內(nèi)單元區(qū)。
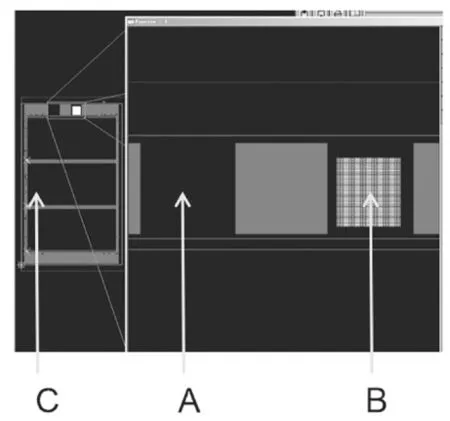
圖3 測(cè)量位置示意圖
2.4 評(píng)估項(xiàng)目
(1)墨色亮度L值與油墨厚度對(duì)應(yīng)關(guān)系;
(2)對(duì)比同一狀態(tài)不同位置色度差異,以及波動(dòng)區(qū)間;
(3)對(duì)比不同狀態(tài)相同位置色度差異,以及波動(dòng)區(qū)間;
(4)對(duì)比相同色度板外觀效果,評(píng)估色度量化值L與人眼感知的對(duì)應(yīng)關(guān)系。
3 測(cè)試數(shù)據(jù)統(tǒng)計(jì)
3.1 油墨厚度(印油次數(shù))與墨色色度L值的對(duì)應(yīng)關(guān)系
在其它條件不變的情況下,對(duì)全銅板、黃色及黑色基板分別印一次、二次黑色啞光油墨,對(duì)比油墨色度L值,數(shù)據(jù)表明,油墨越厚,顏色越深,L值越小。具體數(shù)據(jù)見(jiàn)表1。

表1 一次/二次印油墨色度L值數(shù)據(jù)表
3.2 預(yù)烤后、曝光后、后烤/噴砂后阻焊油墨色度變化
在預(yù)烤后、曝光后和后烤/噴砂后,對(duì)各編號(hào)板測(cè)量板上ABC位置的L值,統(tǒng)計(jì)總體差異,統(tǒng)計(jì)數(shù)據(jù)見(jiàn)表2。[有附表:原始色度檢測(cè)數(shù)據(jù),篇幅有限不再詳列]勢(shì),例如預(yù)烤后的變化趨勢(shì)(見(jiàn)圖4)。
曲線上的數(shù)據(jù)缺失點(diǎn)是由于絲印過(guò)程中因不下油、印油不均等影響導(dǎo)致,為最大程度展示整個(gè)絲印過(guò)程的原貌,特保留這些斷點(diǎn)。變化趨勢(shì)圖中標(biāo)識(shí)了生產(chǎn)過(guò)程中的動(dòng)作。[加油、索紙有原始色度檢測(cè)數(shù)據(jù),篇幅有限不再詳列]
3.3 A區(qū)、B區(qū)、C區(qū)阻焊油墨色度變化
相同位置不同工序分析,對(duì)各編號(hào)板不同測(cè)量節(jié)點(diǎn)測(cè)量板上各區(qū)的L值,統(tǒng)計(jì)總體差異,統(tǒng)計(jì)數(shù)據(jù)(見(jiàn)表3)。
依據(jù)制作順序,觀察制作過(guò)程中L值的變化趨勢(shì),例如基材A區(qū)變化趨勢(shì)(見(jiàn)圖5)。
3.4 阻焊油墨厚度變化
對(duì)同批次不打釘床絲印的LED板,隨機(jī)抽取30 PCS,切取5個(gè)固定位置測(cè)量基材位油墨厚度,不同位置平均油墨厚度35.2 μm~41.8 μm不等。測(cè)量數(shù)據(jù)(見(jiàn)表4)。將各點(diǎn)厚度數(shù)據(jù)使用雷達(dá)圖可以直觀的顯示出差異(見(jiàn)圖6)。
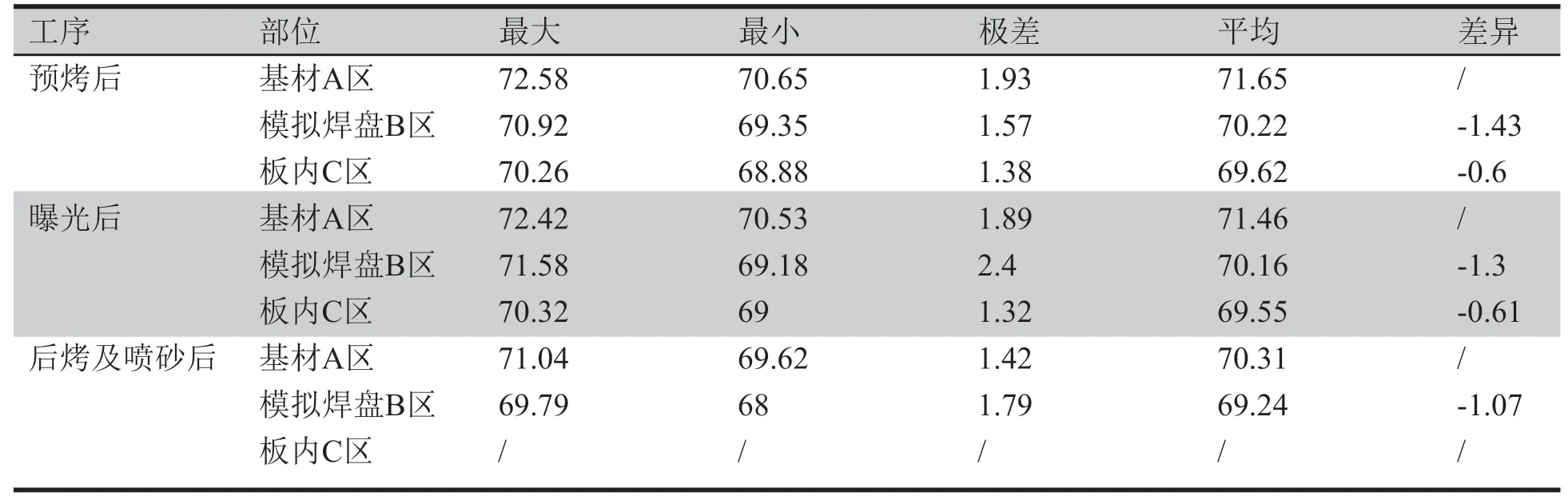
表2 不同工序后L值統(tǒng)計(jì)表
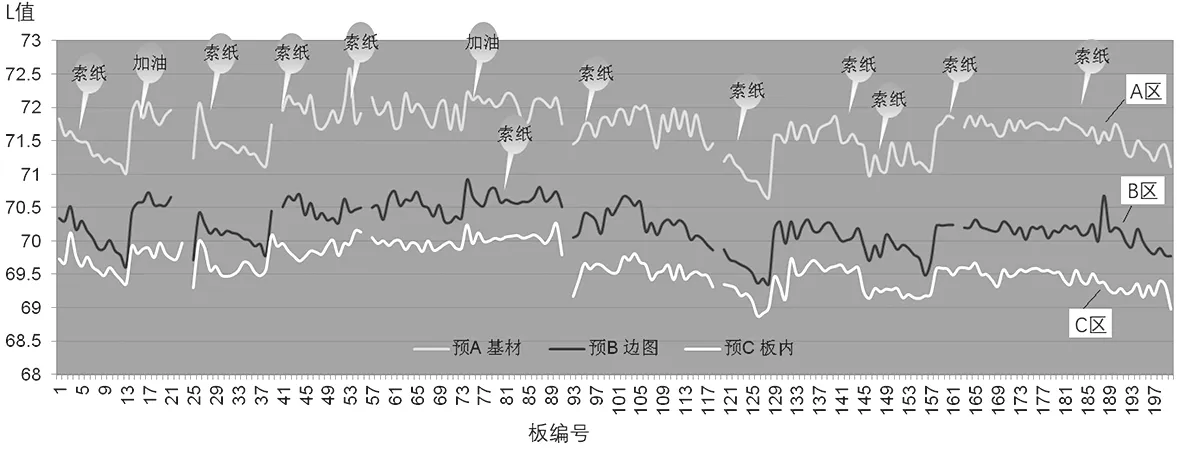
圖4 預(yù)烤后L值數(shù)據(jù)變化趨勢(shì)圖
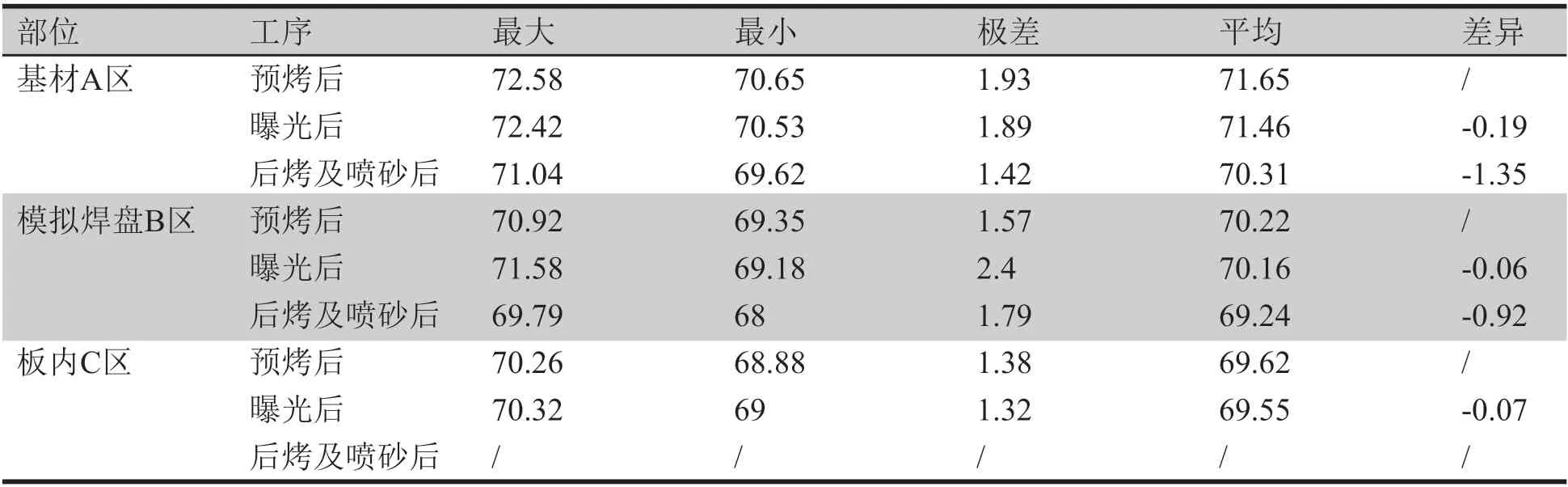
表3 相同位置不同工序后L值統(tǒng)計(jì)表
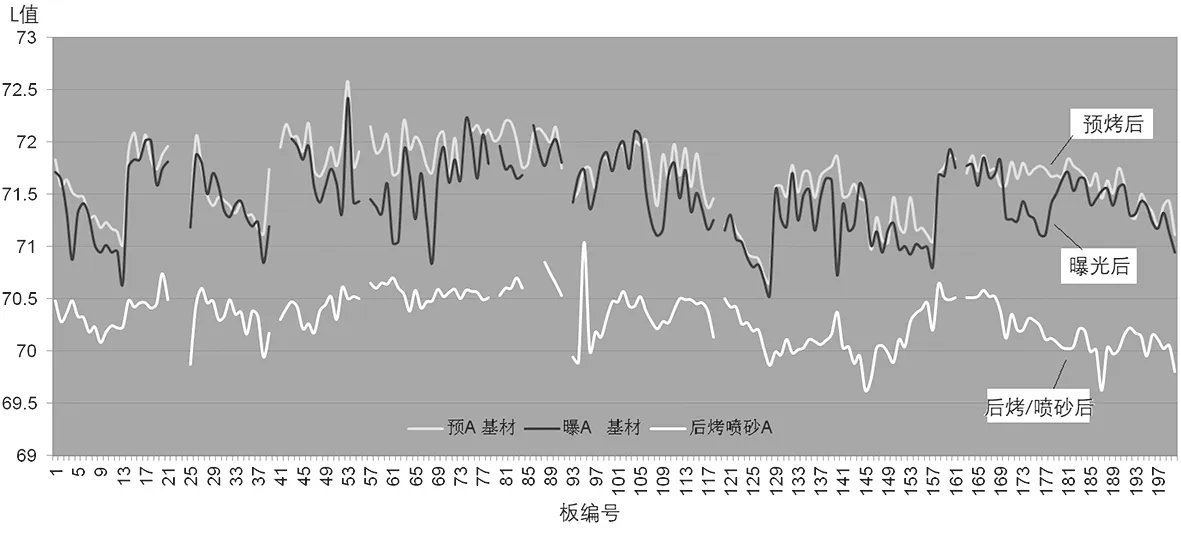
圖5 基材A區(qū)L值數(shù)據(jù)變化趨勢(shì)圖
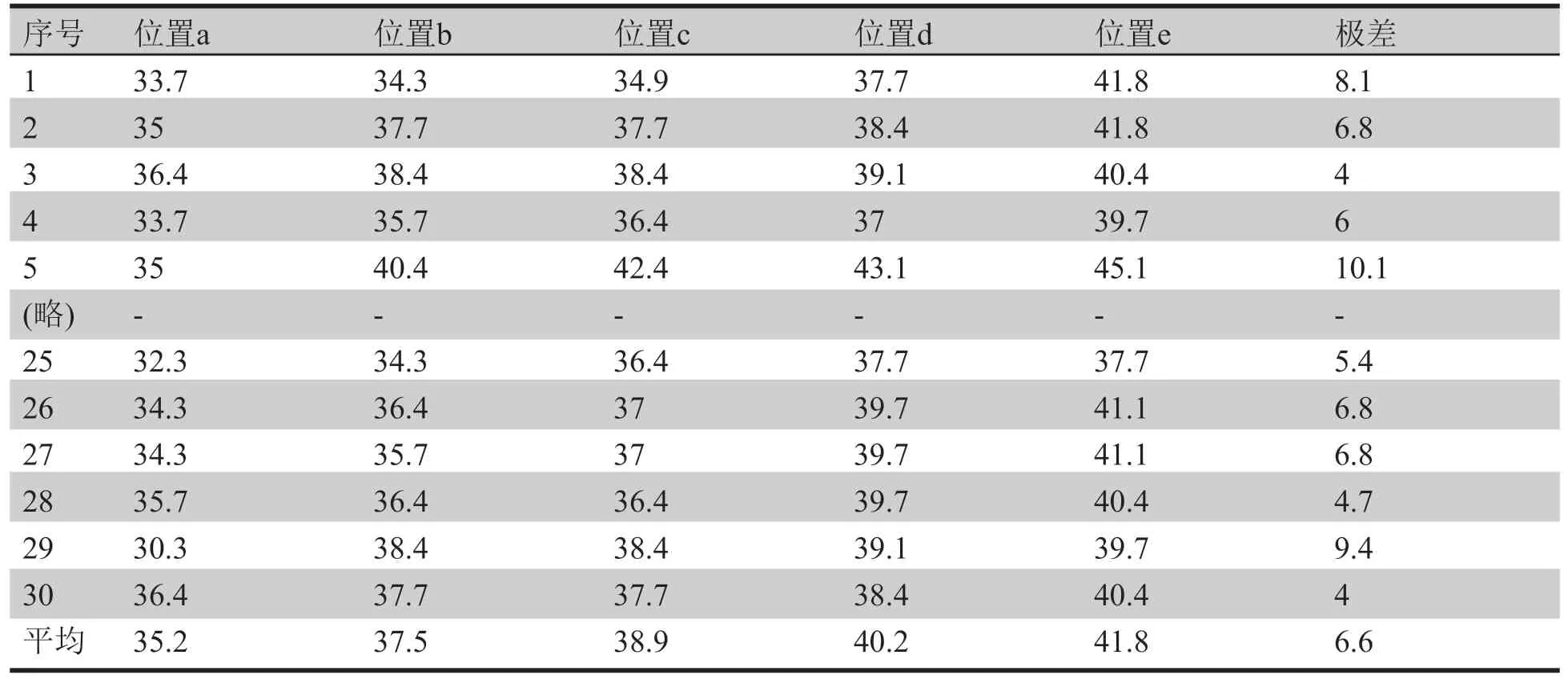
表4 不同位置基材油墨厚度切片數(shù)據(jù)表 (單位:μm)
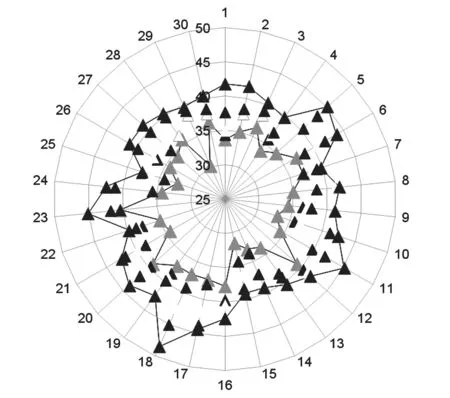
圖6 基材油墨厚度分布圖
當(dāng)色度偏差在1.0以內(nèi),人眼觀察不到明顯色差。當(dāng)色度偏差達(dá)到1.2以上時(shí),人眼比對(duì)能發(fā)現(xiàn)輕微色差,色度數(shù)值越大,油墨顏色越淺,對(duì)比圖見(jiàn)圖7所示。
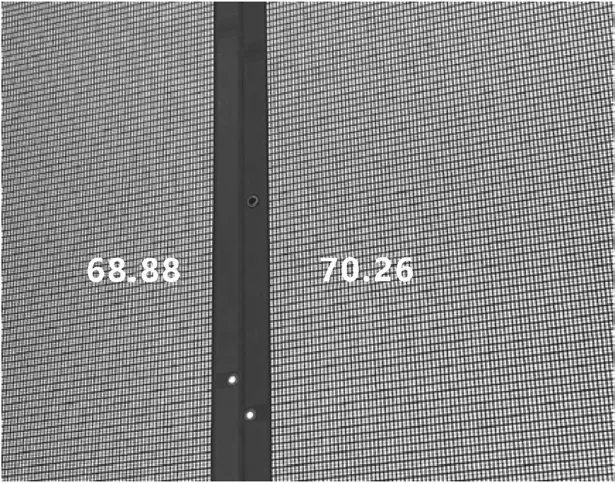
圖7 不同色度板對(duì)比圖(偏差≥1.2)
4 測(cè)試數(shù)據(jù)分析
4.1 不同位置、不同模塊、不同狀態(tài)跟蹤對(duì)比分析
對(duì)不同位置、不同模塊、不同狀態(tài)跟蹤測(cè)量阻焊油墨的色度,橫向、縱向進(jìn)行對(duì)比,對(duì)比圖見(jiàn)圖8。
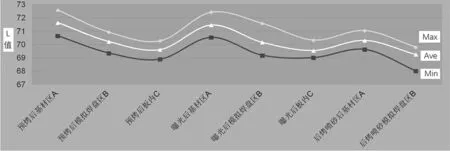
圖8 不同位置、不同模塊、不同狀態(tài)阻焊油墨的色度對(duì)比圖
(2)相同位置曝光后比曝光前色度稍小(約0.2以內(nèi)),曝光時(shí),油墨發(fā)生光聚合反應(yīng),導(dǎo)致顏色輕微變深。
(3)后烤噴砂后色度L降幅明顯變大,達(dá)到0.9~1.35,噴砂工藝導(dǎo)致油墨粗糙度增大、顏色也變化。
4.2 制作過(guò)程中L值的變化趨勢(shì)分析
依據(jù)制作順序,對(duì)比生產(chǎn)動(dòng)作與L值變化,對(duì)變化趨勢(shì)進(jìn)行對(duì)比,有以下關(guān)系:
(1)網(wǎng)印過(guò)程中一個(gè)添加油墨或索紙的周期內(nèi),色度呈現(xiàn)逐漸下降趨勢(shì),油墨在印刷過(guò)程中,因環(huán)境抽風(fēng)與油墨稀釋劑揮發(fā),導(dǎo)致粘度逐漸升高,油厚逐漸變厚。
(2)每一次人工加油或索紙,都引起色度的跳躍變化,加油后油墨粘度下降,索紙后網(wǎng)板上油墨被粘走,導(dǎo)致印到板件上的油墨厚度變薄。
(3)按網(wǎng)印順序測(cè)量的色度數(shù)據(jù)體現(xiàn),在絲印過(guò)程中,操作人員添加油墨、索紙的時(shí)機(jī)有所滯后,往往是色度急劇下降的時(shí)候才被動(dòng)加油墨或索紙,對(duì)應(yīng)油墨越來(lái)越干,下油困難,在印板過(guò)程中已能被操作員明顯感知到或在板上呈現(xiàn)出油墨不均。而加油或索紙動(dòng)作對(duì)原有的粘度、下油量的影響過(guò)大,導(dǎo)致板件上油厚波動(dòng)較大,分析認(rèn)為是引起同批板油墨色差大的根本原因。
4.3 油墨厚度差異、后制程影響、檢測(cè)儀器與人眼感知對(duì)比分析
(1)從同批次板基材位油厚實(shí)測(cè)情況分析,網(wǎng)印油厚介于30.3~48.5 μm以內(nèi),批次極差達(dá)到18.2 μm,同一片板極差最大11.5 μm,且10 μm以上占比10%,極差5 μm以上占比70%。數(shù)據(jù)表明,除不同板的厚度有差異外,同一片板不同位置油厚也存在一定差異,此差異與刮刀平整度、機(jī)臺(tái)網(wǎng)印手臂水平度,網(wǎng)印壓力、網(wǎng)印過(guò)程中刮刀位置重復(fù)精度(氣缸氣壓調(diào)節(jié))等均有關(guān)系,以上因素是引起同塊板不同單元油墨色差的根本原因。
(2)不同位置油墨在不同制程狀態(tài)下,色度極差范圍均在2.0左右,即網(wǎng)印處產(chǎn)生的色度波動(dòng)范圍,在后制程處理后無(wú)明顯變化。
(3)測(cè)色儀所測(cè)油墨色度與人眼感觀無(wú)法很好匹配,當(dāng)色度測(cè)量值偏差在1.0以內(nèi)時(shí),人眼感覺(jué)不出顏色差異。色度偏差達(dá)到1.0以上時(shí),可以看出輕微顏色差異,數(shù)值越大,顏色越淺,但僅限于阻焊顯影前測(cè)量。焊盤高亮色混雜將嚴(yán)重影響顏色的判斷。
5 結(jié)束語(yǔ)
本文通過(guò)對(duì)墨色的專項(xiàng)研究,探討了以分光測(cè)色儀測(cè)量油墨表面色度來(lái)定量評(píng)價(jià)墨色和追蹤墨色變化的可行性。從測(cè)試數(shù)據(jù)分析來(lái)看,網(wǎng)印環(huán)節(jié)不同板件產(chǎn)生了2.0左右的色度偏差,主要源自于生產(chǎn)過(guò)程中的黏度自然變化以及添加油墨、索紙等帶來(lái)的黏度的突變。同時(shí),網(wǎng)印設(shè)備精度帶來(lái)同一片板不同位置的油厚偏差(約12 μm以內(nèi))及色度的偏差(約0.6左右)。
由于色度測(cè)量值與人眼感觀無(wú)法精確匹配,且測(cè)量結(jié)果易受到高亮度焊盤的干擾,此方法僅局限于純油墨表面的測(cè)量。盡管色度測(cè)量不失為一種有效的追蹤過(guò)程變異的方法,但不適用于成品油墨顏色的分揀。
結(jié)合測(cè)試結(jié)果,建議采用以下方案進(jìn)一步改善墨色一致性:
(1)網(wǎng)印設(shè)備增加自動(dòng)加油裝置,將間歇式加油升級(jí)為連續(xù)性加油,減少絲印過(guò)程中油墨粘度的逐步變化及突變(開(kāi)油劑揮發(fā)產(chǎn)生的漸變與加油、索紙產(chǎn)生的突變)。
(2)改進(jìn)設(shè)備設(shè)計(jì),啟用伺服馬達(dá)控制刮刀位置的四柱網(wǎng)印機(jī)以及大尺寸網(wǎng)版,精確管控網(wǎng)印離網(wǎng)高度、刮刀位置、平整度,改善不同區(qū)域油厚及色度的差異。
(3)適當(dāng)提高油墨粘度,使用低揮發(fā)性開(kāi)油水,減小環(huán)境抽風(fēng),降低網(wǎng)印過(guò)程中油墨粘度變化。
(4)網(wǎng)印過(guò)程中提高索紙、加油頻率以及索紙/加油動(dòng)作后印假板緩沖油墨粘度的突變。
猜你喜歡
音樂(lè)探索(2022年2期)2022-05-30 21:01:37
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
小天使·一年級(jí)語(yǔ)數(shù)英綜合(2019年8期)2019-08-27 02:23:00
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中國(guó)特種設(shè)備安全(2018年11期)2019-01-08 02:08:32
小學(xué)科學(xué)(學(xué)生版)(2018年7期)2018-08-13 09:33:04
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
鄭州大學(xué)學(xué)報(bào)(醫(yī)學(xué)版)(2015年2期)2015-02-27 14:50:46
