具有碳纖維材料環(huán)的超高壓模具
2021-02-05 06:15:18李勝華李金良王旭之
高壓物理學(xué)報 2021年1期
李勝華,李金良,王旭之
(1. 燕山大學(xué)機械工程學(xué)院,河北 秦皇島 066000;2. 河北省重型智能制造裝備技術(shù)創(chuàng)新中心,河北 秦皇島 066000)
在當(dāng)今世界,知識密集、技術(shù)密集的高新技術(shù)產(chǎn)業(yè)快速發(fā)展,涉及新材料技術(shù)、信息技術(shù)、機電一體化技術(shù)、航空航天技術(shù)等重點領(lǐng)域。超硬材料(如金剛石、立方氮化硼等)因具有摩擦系數(shù)低、天然狀態(tài)的硬度高、耐磨性好、導(dǎo)熱系數(shù)高等一系列優(yōu)異的性能而成為新材料隊伍中的一支新軍[1]。超高壓設(shè)備是人工合成超硬材料必不可少的基礎(chǔ)設(shè)備。世界上用于生產(chǎn)超硬材料的壓機主要有兩種類型:兩面頂壓機和鉸鏈?zhǔn)搅骓攭簷C,如圖1[2]所示。六面頂壓機在我國應(yīng)用廣泛,為超硬材料產(chǎn)業(yè)發(fā)展作出了重要貢獻,然而其極限腔體壓力較低,難以合成高品質(zhì)金剛石。這也導(dǎo)致我國人造金剛石雖然產(chǎn)量占全球總產(chǎn)量的90%[3],但是品質(zhì)卻處于中、低檔水平。鑒于此,我國對兩面頂超高壓模具的研究一直持續(xù)進行。
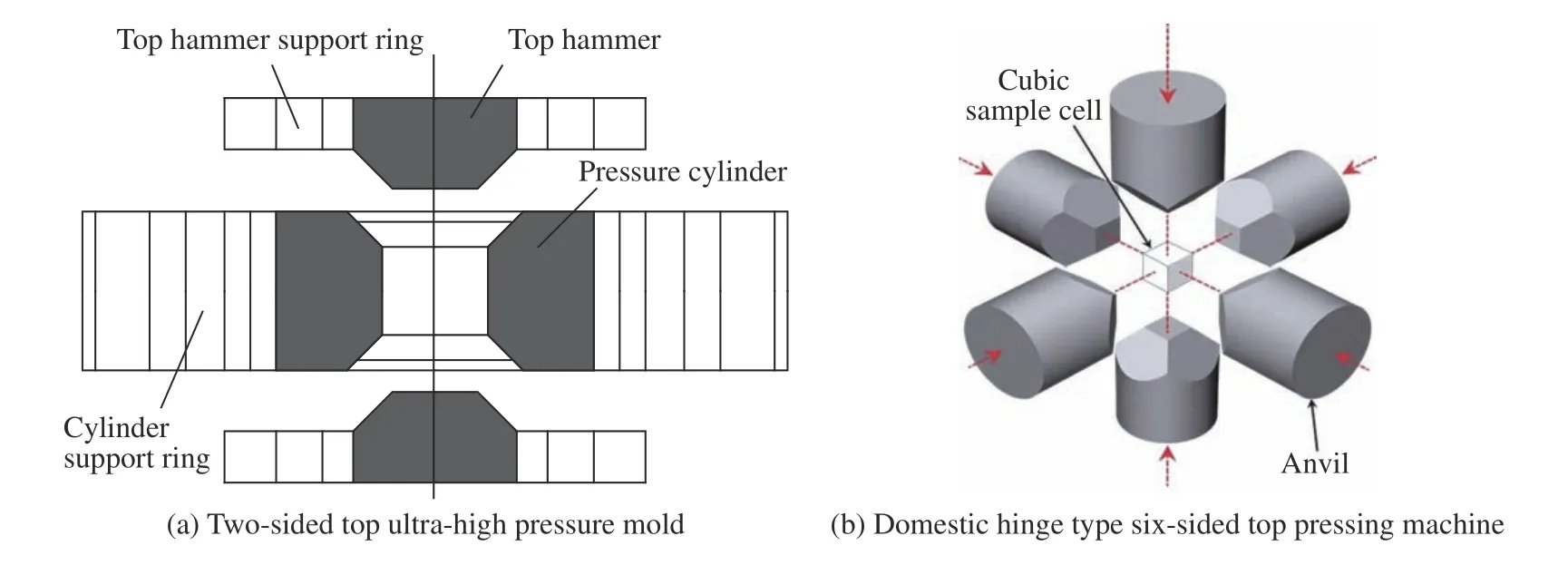
圖1 兩種超高壓裝置Fig. 1 Two ultra-high pressure devices
近年來,兩面頂超高壓模具的發(fā)展方向主要有兩個:一是改進內(nèi)部壓砧結(jié)構(gòu),二是改變外部預(yù)緊方式。對于后者,大多采用多層鋼環(huán)、鋼絲纏繞、鋼帶纏繞3 種超高壓模具預(yù)緊形式,然而它們卻存在鋼環(huán)直徑過大、鋼絲和鋼帶容易高溫蠕變及松弛等問題[4]。碳纖維具有高比強度、高比模量等優(yōu)異的材料性能,最初被用于制造大型飛機的結(jié)構(gòu)材料、纏繞壓力容器等。從碳纖維復(fù)合材料的材料性能上看,將其運用到模具預(yù)緊以改進預(yù)緊方式將會是一種不錯的選擇。在這方面,文獻[5]中雖有分析,但未對進一步應(yīng)用進行深入探討,為此本研究擬對具有碳纖維復(fù)合材料預(yù)緊的兩面頂超高壓模具進行研究,以期為其設(shè)計和制造提供一定的科學(xué)參考。
1 結(jié)構(gòu)與基本參數(shù)的確立
1.1 模具形式和幾何結(jié)構(gòu)的確定
本研究設(shè)計的具有復(fù)合材料環(huán)的超高壓模具從結(jié)構(gòu)上看屬于年輪式兩面頂超高壓裝置。壓缸是模具的主要承壓部件,在工作狀態(tài)下所受的周向拉應(yīng)力是壓缸破壞的主要原因。為避免壓缸處于周向拉應(yīng)力環(huán)境,基于“未裂先分”的思想,對壓缸進行切分[6],在周向范圍內(nèi)分成離散的多塊。這種方式能夠最大限度地減小壓缸周向拉應(yīng)力,降低壓缸失效的危險程度。為提高模具的承壓極限,使用可承受高于鋼環(huán)周向抗拉強度的碳纖維復(fù)合材料環(huán)代替模具最外層環(huán)。在模具大型化過程中,壓缸體積增大帶來的燒結(jié)困難可以通過對壓缸剖分來解決,而支撐環(huán)的大直徑、大厚度問題則可以通過使用復(fù)合材料環(huán)來解決。在實際生產(chǎn)中,通常在最外側(cè)支撐環(huán)外增加一層鋼環(huán),以保護模具,同時避免因斷裂破壞而對操作人員造成傷害。而以纏繞方式制作的復(fù)合材料環(huán)的破壞是由內(nèi)而外循序漸進的,即使最內(nèi)層纖維層部分?jǐn)嗔眩瑝毫σ矔峙浣o其余的纖維層,直到整個纖維層破壞,因此可不再設(shè)置保護環(huán)。圖2顯示了具有碳纖維復(fù)合材料環(huán)的超高壓模具,其中圖2(a)為模具結(jié)構(gòu)示意圖,圖2(b)為模具施加材質(zhì)之后的渲染圖。
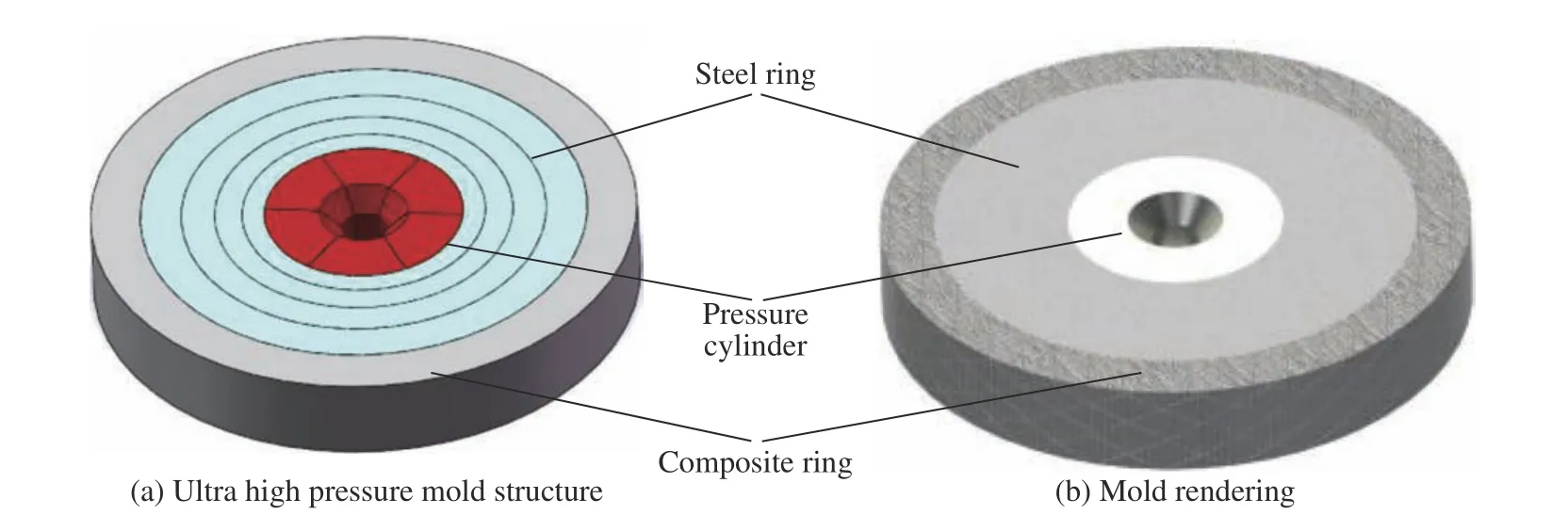
圖2 具有碳纖維復(fù)合材料環(huán)的超高壓模具Fig. 2 Ultra-high pressure mold with carbon fiber composite ring
本研究中具有碳纖維復(fù)合材料環(huán)的超高壓模具是在全鋼環(huán)模具的基礎(chǔ)上設(shè)計的。先從壓缸的6 塊剖分式全鋼環(huán)模具結(jié)構(gòu)入手,內(nèi)腔直徑設(shè)計為40 mm,取壓缸內(nèi)外徑比為1∶4.5,壓腔的徑高比為1∶1,模具整體高徑比為2∶1,錐角為40°,則壓缸的外徑為180 mm,壓腔高度h 為40 mm,模具的總高度H 為80 mm。
圖3 給出了模具結(jié)構(gòu)參數(shù)。以壓腔壓力為6 GPa 作為工作條件,根據(jù)倍壓原理可以得到最內(nèi)層支撐環(huán)受到的內(nèi)壓約為1 333 MPa。根據(jù)多層厚壁圓筒的最佳設(shè)計原則,可計算出支撐環(huán)所需的層數(shù)和各層尺寸,即
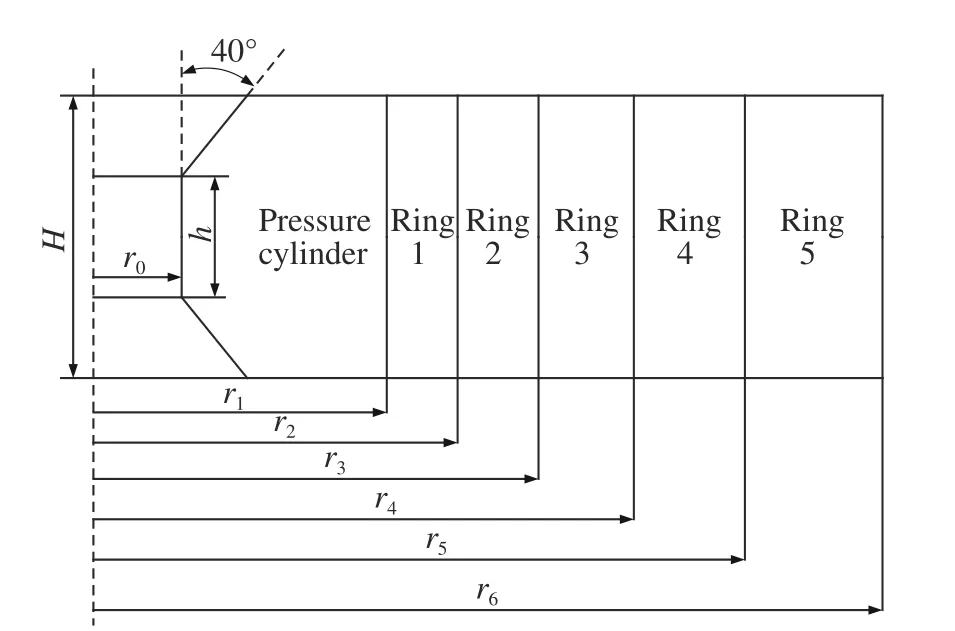
圖3 超高壓模具的幾何尺寸Fig. 3 Geometry of ultra-high pressure mold
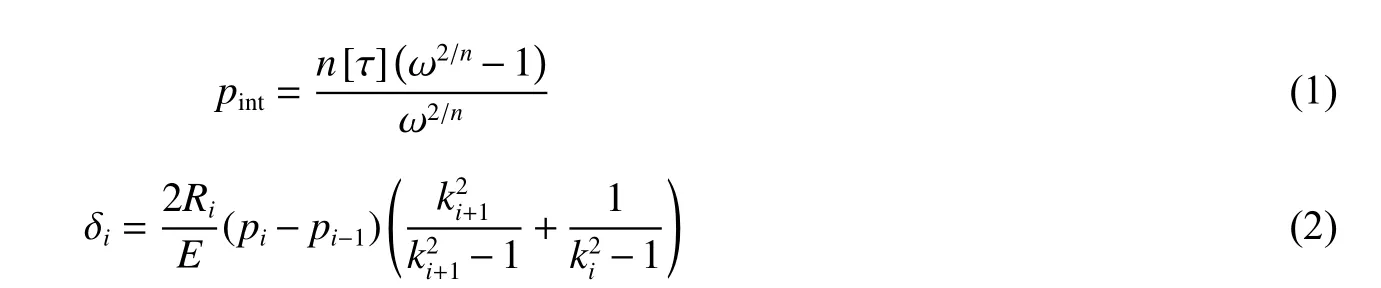
式中:pint為最大工作內(nèi)壓,MPa;n 為支撐環(huán)層數(shù); ω為模具的總徑比; δi為第i 層支撐環(huán)的過盈量,mm;Ri為第i 層支撐環(huán)的內(nèi)徑,mm;E 為支撐環(huán)的彈性模量,MPa;pi為第i 層支撐環(huán)所受的合成壓力,MPa;ki為第i 層支撐環(huán)的徑比。根據(jù)式(1),支撐環(huán)層數(shù)取5,各層徑比均為1.224,相應(yīng)的各層支撐環(huán)半徑分別為110.00、134.80、165.00、202.00 和247.00 mm。最外層環(huán)所受接觸壓力為266.67 MPa。由式(2)計算得到支撐環(huán)相鄰過盈量由內(nèi)而外分別為0.400、0.279、0.340、0.419 和0.513 mm。
本研究將一層復(fù)合材料環(huán)應(yīng)用于全鋼環(huán)模具上,替代在預(yù)緊狀態(tài)下提供266.67 MPa 預(yù)緊壓力的、厚度為45 mm、內(nèi)徑為202 mm 的最外層鋼環(huán)。復(fù)合材料環(huán)采用與全鋼環(huán)等厚度設(shè)計,即復(fù)合材料環(huán)的厚度為45 mm,以與全鋼環(huán)模具壓缸獲得相同預(yù)緊壓力為目標(biāo),復(fù)合材料環(huán)與內(nèi)層鋼環(huán)的過盈量為參數(shù),基于Workbench 的參數(shù)化設(shè)計模塊,得到最佳過盈量為0.734 mm。
1.2 模具結(jié)構(gòu)材料的選擇
超高壓模具中壓缸的材料選擇YG8 硬質(zhì)合金,外層鋼環(huán)選擇超高強度鋼材料45CrNiMoVA,主要性能參數(shù)列于表1[7],其中: ρ0為密度, μ 為泊松比, σc為剪切強度。

表1 壓缸和支撐環(huán)的材料參數(shù)[7]Table 1 Material parameters of cylinder and support ring[7]
碳纖維復(fù)合材料環(huán)采用以T1000 碳纖維為增強體、雙馬來酰亞胺樹脂為基體制作而成的T1000/BM1復(fù)合材料,其性能參數(shù)如表2[8]所示,其中:G 為剪切模量,ft為抗拉強度,fc為抗壓強度,下標(biāo)x、y、z表示 x、y、z 方向,下標(biāo) xy、yz、xz 表示 xy、yz、xz 面。
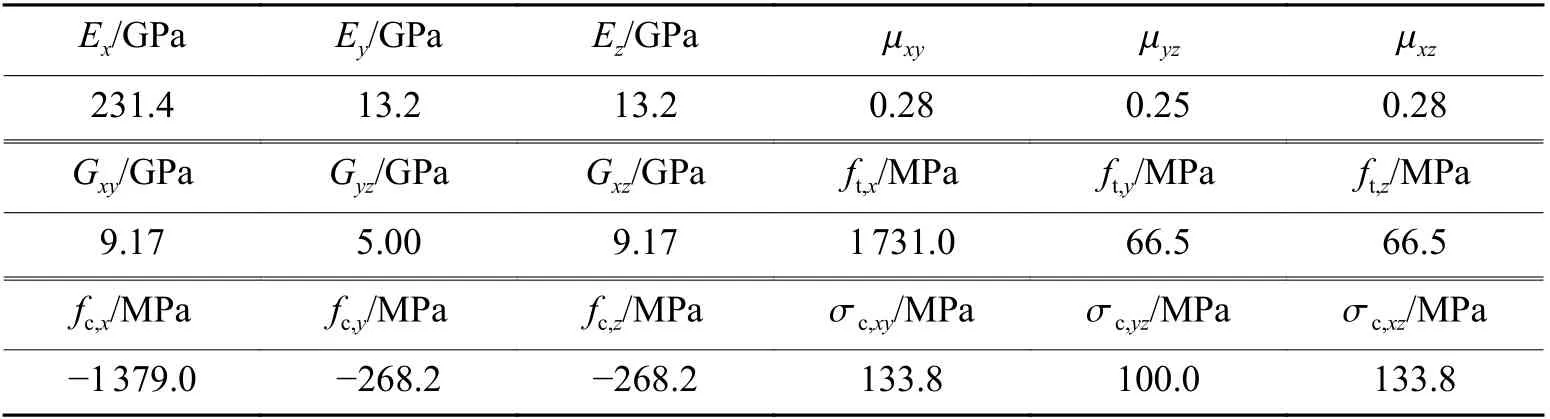
表2 T1000/BM1 復(fù)合材料參數(shù)[8]Table 2 Parameters of T1000/BM1 composite material[8]
2 有限元模型的建立與結(jié)果分析
2.1 載荷及邊界條件
考慮到超高壓模具具有對稱性,為節(jié)約計算資源,提高仿真實驗效率,僅建立模具的1/12 模型進行分析。各接觸對之間均選用摩擦接觸和增廣拉格朗日算法,其中:壓缸的各剖分塊之間的摩擦因數(shù)為0.10,壓缸與鋼環(huán)之間、各層鋼環(huán)之間、鋼環(huán)與復(fù)合材料環(huán)之間的摩擦因數(shù)均為0.15。模具實際工作時,內(nèi)壁可簡化為均布壓力,壓缸錐面上的正壓力p(s)與壓缸內(nèi)壁的均布壓力存在一定的數(shù)學(xué)關(guān)系,其表達式[7,9]為

式中:p0為壓缸內(nèi)壁受到的均布壓力,MPa; τ為傳壓介質(zhì)的內(nèi)摩擦系數(shù);t 為錐面上密封介質(zhì)的厚度,mm;s 為傳壓介質(zhì)到壓腔端部邊緣的距離,mm。復(fù)合材料環(huán)實體模型如圖4 所示,模具1/12 模型的邊界條件如圖5 所示。
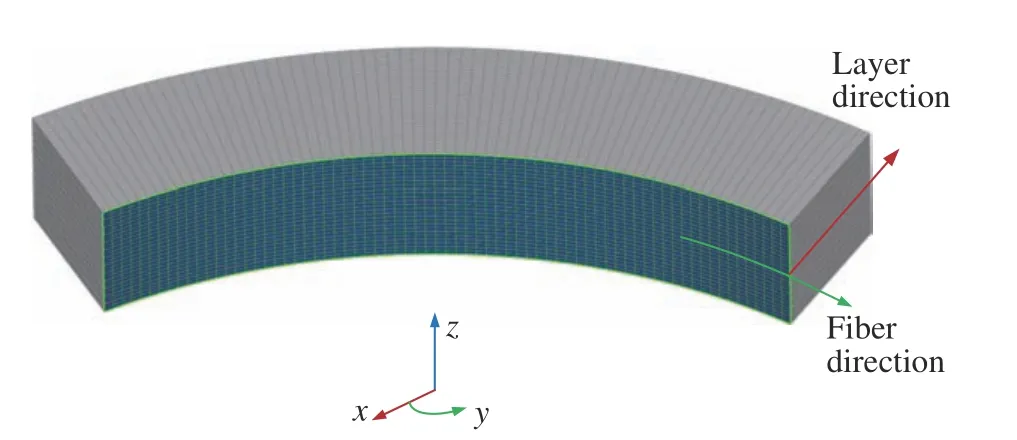
圖4 復(fù)合材料環(huán)實體模型Fig. 4 Model of composite ring
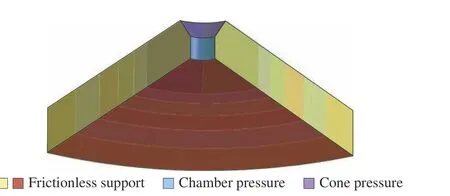
圖5 模型的邊界條件Fig. 5 Boundary condition of model
2.2 模具仿真結(jié)果分析
壓缸是模具中最重要的結(jié)構(gòu),其材料特性表現(xiàn)為承受壓應(yīng)力的能力較強而承受拉應(yīng)力的能力較弱。圖6 顯示了壓缸預(yù)緊狀態(tài)和工作狀態(tài)時的周向應(yīng)力分布。預(yù)緊狀態(tài)下,壓缸周向應(yīng)力范圍為-1 357.65~-3 065.67 MPa,表現(xiàn)為壓應(yīng)力,且隨著半徑的增大而逐漸減小,內(nèi)壁處壓應(yīng)力最大。工作狀態(tài)下,壓缸受到工作載荷和預(yù)緊力的共同作用,壓缸周向應(yīng)力范圍為-818.80~519.49 MPa,靠近壓缸內(nèi)壁部分因預(yù)緊力不足以完全抵消加壓產(chǎn)生的周向拉應(yīng)力,從而表現(xiàn)為拉應(yīng)力,但是這部分拉應(yīng)力在材料的可承受范圍之內(nèi);此外,壓缸塊內(nèi)壁中間位置的拉應(yīng)力最大,兩邊位置因與相鄰壓缸塊處于摩擦狀態(tài),應(yīng)力狀態(tài)大幅改善,可見剖分之后壓缸周向拉應(yīng)力的改善效果明顯。
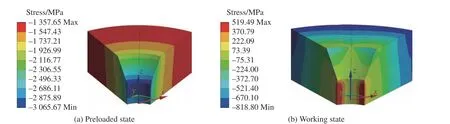
圖6 壓缸的周向應(yīng)力分布Fig. 6 Circumferential stress distribution of pressure cylinder
圖7 顯示了壓缸處于預(yù)緊狀態(tài)和工作狀態(tài)時的最大剪應(yīng)力分布。預(yù)緊狀態(tài)下,壓缸最大剪應(yīng)力的范圍為703.69~1 534.30 MPa,整體上看,最大剪應(yīng)力隨半徑的增大而逐漸減小,最大值位于壓缸內(nèi)壁與錐面相交處,最小值位于外壁。工作狀態(tài)下,壓缸最大剪應(yīng)力為194.89~3 253.63 MPa,由內(nèi)而外呈逐漸減小的分布規(guī)律,最大值位于壓缸內(nèi)壁且?guī)缀踹_到壓缸的抗剪強度,說明壓缸的最危險位置處于壓缸內(nèi)壁面。
圖8 顯示了壓缸在預(yù)緊狀態(tài)和工作狀態(tài)下的等效應(yīng)力分布。預(yù)緊狀態(tài)下,壓缸整體受到的等效應(yīng)力范圍為1 311.58~2 996.61 MPa;工作狀態(tài)下,等效應(yīng)力范圍為342.60~ 6 057.87 MPa。從應(yīng)力云圖上看,無論是預(yù)緊狀態(tài)還是工作狀態(tài),等效應(yīng)力分布情況與最大剪應(yīng)力分布情況十分相似,均隨著半徑的增大而逐漸減小。壓缸內(nèi)壁的等效應(yīng)力最大,但是壓缸塊之間接觸面處的等效應(yīng)力相對內(nèi)壁面有所降低。
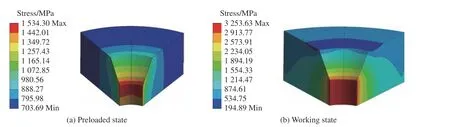
圖7 壓缸的最大剪應(yīng)力分布Fig. 7 Maximum shear stress distribution of pressure cylinder
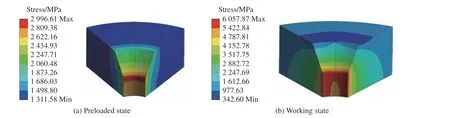
圖8 壓缸的等效應(yīng)力分布Fig. 8 Equivalent stress distribution of pressure cylinder
綜合以上分析,壓缸的剖分對于減小壓缸周向拉應(yīng)力和壓缸內(nèi)壁等效應(yīng)力都是有益的。另外,在工作狀態(tài)下,壓缸周向應(yīng)力分布很不均勻,靠近內(nèi)壁處為拉應(yīng)力,靠近外壁處為壓應(yīng)力,是引起壓缸破壞失效的主要原因。壓缸最大剪應(yīng)力和等效應(yīng)力由內(nèi)而外的變化幅度較大,外層材料沒有得到充分利用。
為了充分發(fā)揮復(fù)合材料層的性能,在超高壓模具的外層增加一層保護鋼環(huán),其1/4 模型如圖9所示,對加保護環(huán)的模具進行應(yīng)力分析。雖然外加保護環(huán)時模具的應(yīng)力基本沒有變化,但是卻可以提高模具的安全系數(shù),避免模具破壞造成不可預(yù)料的危險。
除了對壓缸進行應(yīng)力分析外,還需要對最外層的復(fù)合材料環(huán)進行失效分析。復(fù)合材料的失效判別準(zhǔn)則選用應(yīng)用較廣泛的蔡-吳準(zhǔn)則。逆儲備系數(shù)c 是判斷復(fù)合材料是否安全的常數(shù)。當(dāng)c > 1 時,可認(rèn)為材料失效破壞;當(dāng)c < 1 時,材料安全,且越接近1,安全裕度越小。本研究以蔡-吳準(zhǔn)則為計算依據(jù),提取整個復(fù)合材料環(huán)的逆儲備系數(shù)。圖10 顯示了復(fù)合材料環(huán)處于預(yù)緊狀態(tài)和工作狀態(tài)時的逆儲備系數(shù)分布。可見,逆儲備系數(shù)由內(nèi)而外逐漸遞減,最內(nèi)層最先發(fā)生破壞。兩種狀態(tài)下,逆儲備系數(shù)的最大值分別為0.949 和0.987,說明即使在工作狀態(tài)下,復(fù)合材料環(huán)的最危險層(靠近內(nèi)壁面的第1 層鋪層)仍滿足強度要求。
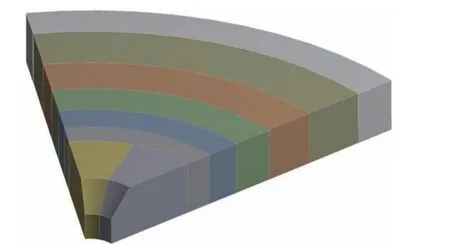
圖9 外加保護層的超高壓模具1/4 模型Fig. 9 1/4 model of ultra-high pressure mold with protective layer
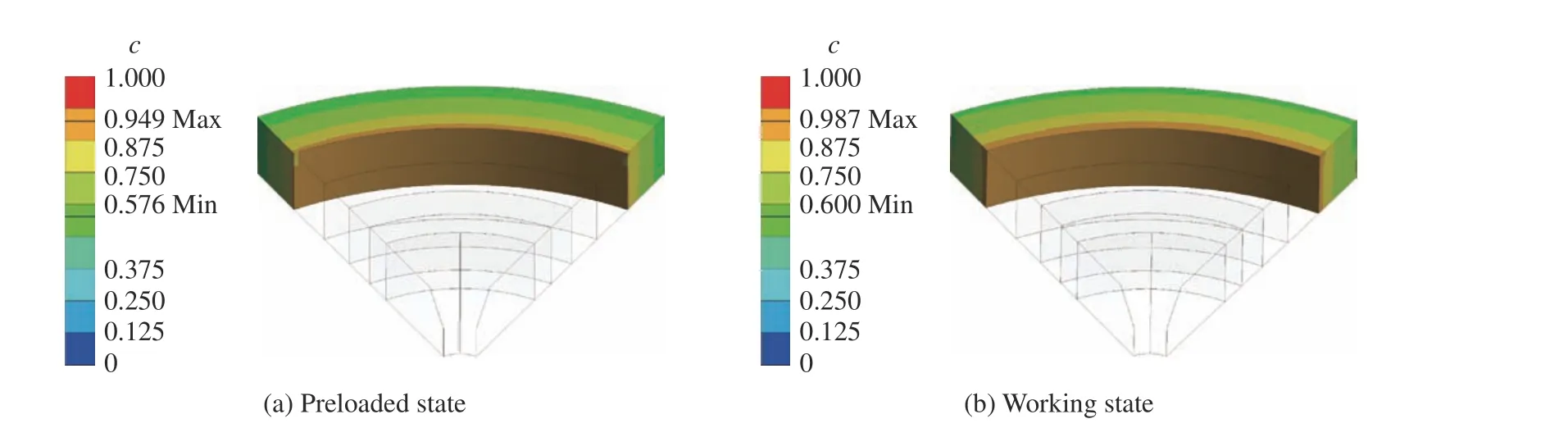
圖10 復(fù)合材料環(huán)的逆儲備系數(shù)分布Fig. 10 Distribution diagram of inverse reserve coefficient of composite ring
本研究以等剪應(yīng)力原則設(shè)計并計算了模具尺寸,其中第4 層與第5 層支撐環(huán)之間的設(shè)計接觸壓力為266.67 MPa。圖11 給出了工作狀態(tài)下第4 層和第5 層支撐環(huán)的接觸面壓力。可見,接觸面上邊緣處的接觸壓力較大,最大值為346.81 MPa,最小值為223.27 MPa,平均接觸壓力為279.28 MPa,與設(shè)計壓力接近,說明復(fù)合材料環(huán)能夠提供設(shè)計所需的預(yù)緊壓力。
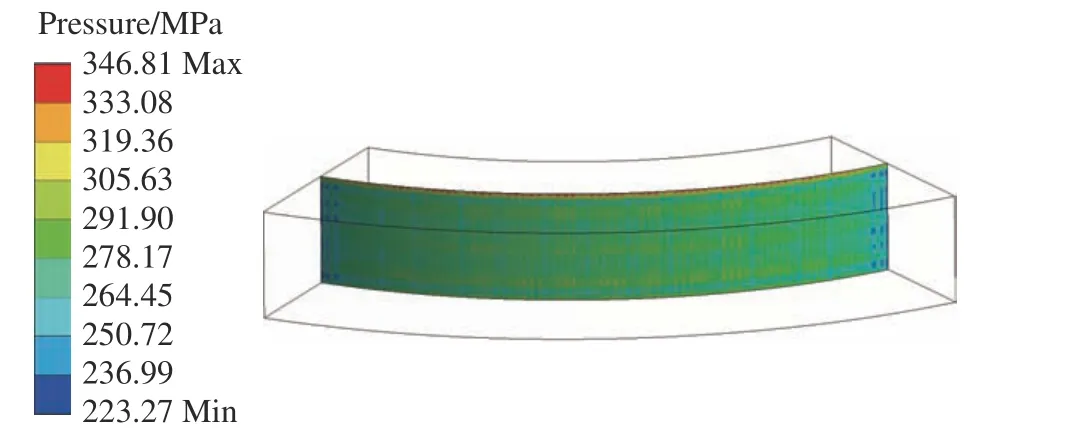
圖11 第4 層與第5 層支撐環(huán)的接觸面壓力Fig. 11 Contact surface pressure of the fourth and fifth layers of support rings
3 結(jié) 論
以具有碳纖維復(fù)合材料環(huán)的超高壓模具為研究對象,通過使用碳纖維復(fù)合材料環(huán)代替全鋼環(huán)模具的最外層鋼制支撐環(huán),建立了一種以鋼環(huán)加復(fù)合材料環(huán)共同對壓缸實施預(yù)緊的預(yù)緊方式,避免了大直徑鋼環(huán)難以制造加工的問題。計算結(jié)果表明:與全鋼環(huán)模具最外層支撐環(huán)相比,等厚度的復(fù)合材料環(huán)在模具預(yù)緊狀態(tài)和工作狀態(tài)下均滿足結(jié)構(gòu)強度要求,且應(yīng)力分布更加合理;將壓缸剖分后,能夠大大減小壓缸的周向拉應(yīng)力、最大剪應(yīng)力和等效應(yīng)力。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
