針對機器人焊接飛濺缺陷的機器人打磨工藝研究及優化
2021-02-12 10:06:42謝昊澄葛為民程德響
天津理工大學學報 2021年5期
謝昊澄,葛為民*,程德響
(1.天津理工大學a.天津市先進機電系統設計與智能控制重點實驗室b.機電工程國家級實驗教學示范中心,天津300384;2.南開大學 數學科學學院,天津300071)
由于打磨機器人的打磨頭上磨粒并非有序排列,而是隨機分布,使得研究磨削過程的難度提高。針對這一現象,研究方向主要分為以下4類:基于普勒斯頓(Preston)方程建立材料去除模型,基于摩擦學中艾查德(Archard)理論建立材料去除模型,基于砂碟上單磨粒和高斯分布建立材料去除模型,以及基于實驗分析建立材料去除模型[1]。
本文選擇先計算出單個磨粒在磨削中對材料的去除量,再根據單個磨粒在磨具上的分布規律進行統計學計算得到整個磨具對材料的去除量,建立材料去除模型,由此得到適用于焊縫材質待加工工件的機器人打磨磨具型號。修正Preston方程,完善實際生產中的Preston常數,規劃針對飛濺缺陷的打磨路徑,更改恒力打磨頭的速度以及法向壓力,形成正交實驗,總結得出針對焊縫材質待加工件最優打磨參數。在驗證最優打磨參數的基礎上,更換不同類型打磨頭處理飛濺缺陷,完成工藝優化。
1 材料去除模型建模
打磨過程,即通過打磨頭高速旋轉將待打磨工件上的多余部分去除,從微觀上講即是打磨頭上的無數磨粒進行反復切削動作。單一磨粒的切削過程可以分為擠壓階段、劃擦階段、耕犁階段及切削階段。當磨粒與工件剛接觸時進入擠壓階段,由于法向壓力不足,導致磨粒壓入深度較淺,打磨表面僅發生材料的彈性變形。當法向壓力增加,磨粒壓入深度加深后便進入劃擦階段,使得工件表面發生塑性變形。繼續加大法向壓力,磨粒將待加工材料表面切開,工件表面出現堆積和褶皺,此時為耕犁階段。當法向力繼續增加,磨粒壓入深度再次增加時,可將待打磨部分的材料切割形成切屑掉落下來,完成一次切削運動。材料去除模型建立的思路為先計算出單個磨粒在磨削中對材料的去除量,再根據單個磨粒在磨具上的分布規律進行統計學計算得到整個磨具對材料的去除量。
2 材料去除模型建立過程
2.1 求得單個磨粒的尺寸數據
打磨盤上的磨粒尺寸由磨具的粒度決定,磨粒的直徑取公稱直徑,即由最高磨粒高度與最低磨粒高度計算得出。單位面積的磨粒個數與磨粒尺寸成反比,磨粒個數越多其尺寸越小,加工精度越高[2]。單位面積的磨粒數N/mm2,計算式(1)為:

式中,Vg為磨粒率[3],d2a為磨粒公稱半徑,可根據磨具組織號查表換算得出。
在打磨工具的表面附著大量的磨粒,其突出高度處于一定數值范圍內,與工件接觸的磨粒高度服從高斯分布[4-5]:

式中,h為突出高度,σ=(dm+dl)/6為標準差,dm為磨粒最高高度,dl為磨粒最低高度,f(h)為工件接觸高度分布函數。
設單個磨粒在切削過程中磨具與工件的接觸面積S為:

由于焊縫的弧度變化不大,因此假設磨具與焊縫接觸面積保持恒定數值,則單位面積上參與磨削的磨粒個數NC,其計算公式(4)為:

式中,l1、l2為打磨路徑長度。
聯立式(3)和式(4)可以得到一定時間上參與了切削的磨粒個數為:

式中,va為進給方向速度,σ為標準差,m為磨粒切入深度。
2.2 材料去除方程建立
以金屬切削理論為基礎,文獻[6]表明:在切削過程中磨粒能夠切削的深度與磨粒因法向力作用而壓入工件的深度并不相同。切削深度與材料屬性、磨粒微觀形狀和打磨頭角度等因素有關。單磨粒的切削深度與其壓入深度呈正比,由不同的系數k表示不同的加工情況,具體數值可查表得出。因此單磨粒對工件的去除體積公式為:

式中,k為加工系數,h-h0為切入深度,α為角度。
經由切削的工件截面近似等于等腰三角形,因此切削面按等腰三角形處理。在時間dz內,單磨粒去除的待打磨工件的體積為:

式中,dxdy為磨削去除面積,dz為材料去除深度。
聯立公式(6)與公式(7),可得出材料去除體積與磨削過程行走路徑的比值,即單位長度上材料去除率為:

已知單位長度去除率η,將其對打磨路徑長度積分,可得出路徑上材料的去除深度Z為:

式中,l1、l2為打磨路徑長度。
根據式(8)中得出的單位長度去除率η可在選擇磨具的環節提供理論參考,以提高打磨作業的效率。根據式(9)得出的材料去除深度模型Z可以得出每次恒力打磨機器人的去除工件深度,根據不同類型的焊接缺陷形態可推算出大致打磨次數,為實驗提供理論參考。
2.3 修正Preston方程
Preston方程[7]是由長期實驗驗證以及基于實際打磨加工經驗所總結的公式,材料去除深度與打磨時間的對應關系可以使用Preston方程計算,Preston方程描述為單位時間內打磨工具對材料的去除深度為:

式中,P表示磨粒施加給打磨面的壓力,Vs表示磨粒的速度,將所有其余因素都歸位一個比例常數Kp,將其稱為Preston常數。
式(10)為時間積分便可得到點磨削時材料去除與時間的對應關系。
Preston公式中的Kp雖然可以在一定情況下表示其余影響因素,但是對各種實際加工環境的適應度不高,并不適合實際加工環境,因此LUO等[8]、WRCHKA等[9]和TSFNG等[10]對Preston常數進行了深度研究與改進。
1)在實際實驗條件下,工件的表面硬度決定了工件的耐磨性,焊縫的表面硬度和耐磨性相對于母材Q235鋼板有所提升,維氏硬度由140 HV增大為200 HV,耐磨性變化不大,磨損機制未發生改變。因此,針對母材和變化量修正系數K1設定為1。
2)不僅工件加工表面影響材料去除量,還需要考慮不同種類的打磨頭上磨粒硬度對于待打磨工件打磨能力的影響,基于磨損模型理論[11],引入修正系數K2,其表達式為:

式中,Hp為打磨頭上的磨粒硬度,Hf為加工工件的表面硬度,當0<K2<0.8時,視為打磨頭上磨粒硬度過軟,不適用于該工件的磨削,K2可由系數C代替,當0.8≤K2<1.2時,K2與材料去除量(material removal rate,MRR)成正比;當K2≥1.2時,即視為該磨粒硬度適合于該工件的表面切削運動,切削效果理想。
3)在待打磨工件為焊縫時,磨粒切削是其表面磨損主要表現形式,在法向壓力相同的情況下,打磨頭磨粒的大小為影響打磨頭壓入待打磨工件表面深度的主要因素。待打磨工件的表面硬度越高,則能夠被壓入待加工表面的磨粒數將會越少,使得磨粒的壓入深度和磨痕寬度降低,導致材料的磨損將明顯降低[12]。因此引入修正系數K3為:

式中,D(dp)為磨粒直徑函數。
綜上所述,K1、K2和K3均為比例常數Kp,將其組合得到Preston常數Kp=NK1K2K3,式中,N為打磨頭的表面磨粒數。不同壓量下的Rt如圖1所示。

圖1 不同壓量下的R tFig.1 Under different pressures R t
3 飛濺缺陷打磨路徑規劃
氣體保護焊伴隨的飛濺是附著在母材上的微小金屬顆粒,非常密集且位置隨機。處理飛濺是在母材上選擇一個矩形進行打磨,這樣的好處是可以使打磨后的區域力學狀態較為穩定,避免了局部散落的凹坑產生的應力集中現象。打磨區域由掃描路徑形成,節距值取為打磨工具的打磨寬度。打磨路徑規劃如圖2所示。
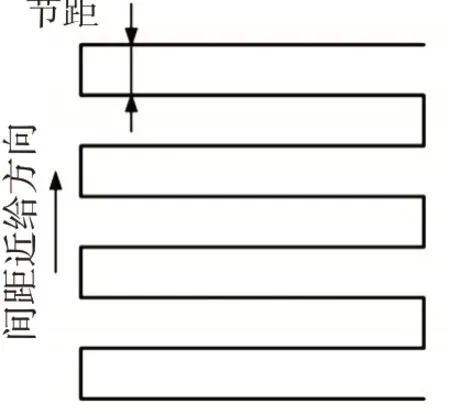
圖2 打磨路徑規劃Fig.2 Grinding path planning
4 實驗環節
機器人恒力打磨平臺如圖3所示,整個加工系統主要由6個部件構成:1)恒力加載系統,采用了型號為xpush125動態力位執行器,動態推拉力可達125 N,精度±0.4 N。采用氣動驅動進行動態力位控制,具有輸出穩定和響應速度快等特點,配合上位機軟件對打磨力進行控制。2)機械臂,型號為SR50B的通用型6軸機械臂,負載能力為50 kg,重復定位精度達到±0.1 mm,滿足打磨加工的作業要求。3)電器箱,可以根據加工要求制定打磨機器人的輔助拋光技術。4)打磨工具,采用通用型角磨機,配合夾具與恒力執行模塊組成恒力打磨終端。搭配了砂輪片、百葉輪、砂碟和金剛砂磨片等多種磨具,以適應不同環境下工件的打磨。5)加工工件為45 mm*25 mm鋼板。6)工作臺,用于制定工位以及固定待加工工件。通過系統6個單元的組合,可充分發揮恒力打磨機器人的優勢,確定針對飛濺缺陷的理想處理結果,實現對飛濺缺陷的良好地處理。

圖3 機器人恒力打磨平臺Fig.3 Grinding robot platform with constant force
4.1 焊縫打磨實驗
由于飛濺存在不規則、隨機性高等因素,因此先通過對與飛濺材質相同的焊縫進行實驗,設計正交實驗對打磨力和進給速度對打磨效果的影響進行探究,在雙因素實驗后總結出最佳的工藝參數。
打磨處理前焊縫試件如圖4所示,焊縫長度為200 mm,寬度為10 mm,高度約為3.1 mm。改變打磨力F與打磨速度V形成雙因素打磨實驗,共21組。對每組實驗去除深度進行統計,雙因素打磨實驗結果如表1所示。
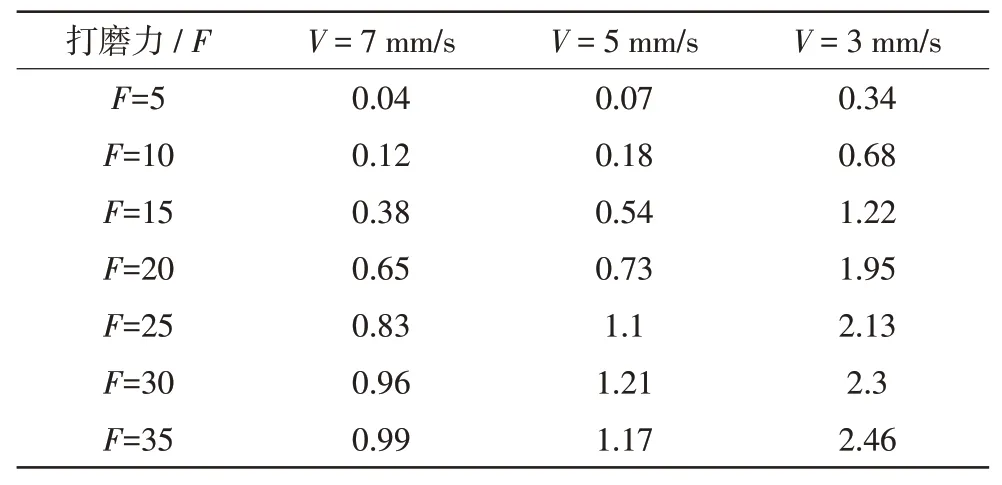
表1 雙因素打磨實驗結果Tab.1 Resultsof two-factor grinding experiments

圖4 打磨處理前焊縫試件Fig.4 Weld specimen before grinding treatment
不同打磨力/打磨速度下的去除量對比,如圖5所示,看出打磨力從10 N增加到25 N后對去除深度的提升最大,打磨力增加到20 N后去除深度的增長率有所下降。打磨速度為5 mm/s時與7 mm/s時對去除深度的影響區別不大,當打磨速度降為3 mm/s時去除深度成倍增長。縫焊打磨后效果如圖6所示,打磨速度為3 mm/s時焊縫的打磨效果,看出當打磨力為10 N時打磨過后僅去除了焊縫表面很淺的一層材料,隨著打磨力的增加去除深度有了大幅提高。

圖5 不同打磨力/打磨速度下的去除量對比Fig.5 Comparison of grinding removal at different force/speeds

圖6 焊縫打磨后效果Fig.6 Renderingsof welded jointsafter grinding
上述分析可以確定處理焊縫材質的樣件時打磨力為35 N,進給速度為3 mm/s。
4.2 飛濺處理實驗
對飛濺的處理采用焊縫打磨中去除深度最大的參數,打磨力35 N,進給速度3 mm/s。飛濺樣件選取在焊接中飛濺缺陷較為密集的區域作為測試件,飛測試件如圖7所示,框中區域為對象區域。
1)鋼絲刷打磨實驗。使用鋼絲刷對飛濺試件的區域進行處理,如圖7所示。

圖7 飛濺試件Fig.7 Splash specimen
鋼絲刷處理飛濺后效果如圖8所示,可以看出中間區域母材上的銹漬和油漬以及鋼材表面都被去除且表面平滑,一些體積較小的飛濺被完整去除了,但是靠近焊縫一側的體積較大的飛濺并沒有被完全去除,仍有殘留。

圖8 鋼絲刷處理飛濺后效果Fig.8 Effect of wirebrush after splash treatment
2)砂碟打磨實驗。砂碟處理飛濺后效果如圖9所示。
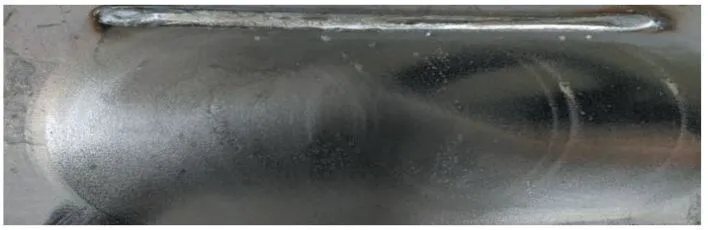
圖9 砂碟處理飛濺后效果Fig.9 Effect of Sand Dish after Splash Treatment
可以看到經過砂碟的處理,體積較大的飛濺也可被去除。鋼材表面露出了金屬光澤,可以達到飛濺處理的技術要求。
對飛濺的處理優先使用砂碟進行處理,參數為打磨力35 N,進給速度3 mm/s。
5 結論
本文針對打磨機器人飛濺缺陷的打磨工藝進行了優化,修正了Preston常數,為打磨飛濺缺陷提供了理論上的支持。實驗表明搭載xpush125動態力位執行器的新松打磨機器人針對飛濺缺陷的最佳打磨參數為打磨力35 N,進給速度3 mm/s,打磨頭優先選擇砂碟。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
