再制造修復技術在采煤機中的應用與實踐
2021-03-01 07:52:30
金屬加工(熱加工) 2021年2期
關鍵詞:采煤機
西安煤礦機械有限公司 陜西西安 710200
1 序言
再制造作為循環經濟的一種高級形式,與廢品回收和維修有著嚴格意義上的區分。中國特色的再制造是基于維修和表面工程技術,采用等離子、激光、電鍍等各種技術工藝,使廢舊產品重新獲得不低于新品使用性能的過程[1],因而被廣泛應用于工程機械、煤礦機械、汽車等行業,煤礦機械的工作環境惡劣,工況條件苛刻,絕大部分礦山機械是在高速、重載、沖擊、振動、摩擦和介質腐蝕等條件下工作。而采煤機作為采礦行業的重要設備,其外觀體積大、噸位重、價格昂貴,再制造技術因能大幅降低其生產成本而成為該行業中越來越迫切的需求。通過再制造修復技術,其力學性能、使用壽命、可靠性等指標均可以得到修復,在節約成本的同時,也實現了資源的循環再利用,起到綠色環保的作用。在整個制造業發展過程中,再制造技術將成為重要趨勢,未來有著十分廣闊的市場前景。
我國每年約有15萬臺煤礦設備報廢、閑置或者因存在技術性或功能性缺陷而被淘汰。通過再制造技術可以使廢舊的煤礦設備磨損表面得到修復,恢復零部件使用性能,最大限度地利用廢舊煤礦設備中的蘊含價值,有利于緩解資源和能源不足的矛盾[2]。盡管近幾年再制造技術得到了充分發展,有著一套全面、科學、系統的修理方法,但國內用戶仍然對再制造缺乏理解和認同,原因之一是研究和推廣再制造技術力度不夠,因此研究再制造技術的應用現狀對其快速推廣具有重要的意義。本文以再制造技術在采煤機中的應用為立足點,總結目前現實研究現狀,并有針對性地提出采煤機設備再制造產業解決措施。
2 再制造技術的原理及應用
2.1 激光熔覆技術
激光熔覆技術是利用激光作為熱源,通過在基材表面添加熔覆材料,并利用高能密度的激光束使之與基材表面薄層一起熔凝的方法,使基層表面形成與其為冶金結合的添料熔覆層。因金屬粉末和基體被加熱重熔,涂層與基體發生互熔,從而實現了冶金結合,因此熔覆層與基體的結合力遠高于噴涂所形成的噴涂層。使用激光熔覆技術,不僅可以完成可再制造性零件尺寸恢復,還可以完成表面改性處理,提高零件表面耐磨性、耐蝕性和抗氧化性,延長零件使用壽命。由于激光熔覆過程中,熱量只集中在很小的區域內,故工件本身升溫很低,熱變形較小。但是類似車床的機身構造使得激光熔覆靈活性差,故激光熔覆多用于可回轉的零件,對異形件等施工不便,同時對過小且深的內孔激光熔覆也無法完成。目前,激光熔覆技術在國內已廣泛應用于相關零部件的修復,例如:閆寧等[3]利用激光熔覆技術,對采煤機電動機高速軸表面涂覆一層合金耐磨層,并在試驗裝備上與之前所使用的軸套進行了對比試驗,得到激光熔覆耐磨套性能優于以往使
用的鍍硬鉻耐磨套的結論,指出激光熔覆技術在采煤機高速軸上具有很好的使用效果。王爭強等[4]利用激光熔覆技術修復軸類零件,延長了使用壽命。夏護國[5]在實際煤礦的應用中發現,軸類零件采用激光熔覆技術進行修復,不需要預熱工件,就可以恢復軸頸的尺寸,而且后續加工量小。修復后的部件強度可達到原強度的90%以上,其修復費用不到重置價格的1/5,更重要的是縮短了維修時間。西安煤礦機械有限公司也在激光熔覆修復齒輪方面開展了研究,并取得了很好的效果[6],如圖1所示。

圖1 激光熔覆修復齒輪效果展示
2.2 電刷鍍技術
電刷鍍技術是一種在低溫條件下恢復零部件尺寸的傳統修復技術,是利用電化學原理在導電工件上進行金屬離子沉積形成的新技術。電刷鍍具有常溫下就可實現操作,無熱影響區,工件不會存在熱變形,沉積速度快,可修復最深厚度達1mm,且設備簡單,便于攜帶,不需要渡槽,以及鍍層便于控制等優點,同時,鍍后表面硬度可達到600HV以上。因此,電刷鍍再制造技術特別適用于野外及現場修復,尤其對大型設備更具有使用價值。電刷鍍存在的主要問題是操作工序多,工人勞動強度大,一個零件電鍍工序要經過多次活化水洗,鍍液消耗多。趙志芳等[7]利用電刷鍍技術成功解決采煤機搖臂殼體惰輪軸孔超差問題,刷鍍后,經檢測結合強度及表面粗糙度滿足殼體使用要求,后續礦方實際應用中無脫落現象,取得了良好的修復效果,如圖2所示。方瑾等[8]采用電刷鍍再制造技術完成了牽引部軸承安裝孔超差的修復,節能40%~60%,對環境的保護成效顯著。暢庚榕[9]利用電刷鍍技術修復活塞柱外表面的局部缺陷(見圖3),并指出傳統修復工藝中只能采用整體修復技術,修復成本很高,而采用局部的電刷鍍可以在不采用大型機加設備的情況下,實現零件的局部快速維修。

圖2 電刷鍍修復惰輪軸孔實物

圖3 電刷鍍修復活塞柱局部缺陷
2.3 微弧冷焊技術
微弧冷焊修復技術是在傳統氬弧焊基礎上開發出來的一項新型焊接技術。該技術利用焊槍產生的電弧將焊絲熔化,用保護氣體將熔化的金屬液滴吹射到工件的局部缺陷處,從而填平工件表面的凹坑,達到恢復效果。微弧冷焊與一般氣體保護焊不同,它不會在工件上形成熔池,焊絲瞬間被高溫熔化后,被保護氣送到工件上,而基體本身不熔化,因此在微弧冷焊過程中,工件溫升小,不會產生明顯的熱影響。缺點是生產效率低,有微觀缺陷,表面粗糙。秦小欽等[10]使用冷焊技術針對20CrMnTi齒輪軸的修復應用展開了研究,能將局部損傷的齒輪軸修復如初,經過用超聲波、磁粉和液體滲透3種無損檢測方法,對零件內部和表面進行全面檢測,結果全部合格,滿足使用要求。回經緯[11]針對軸類零件經常出現的磨損問題,采用微弧冷焊維修技術,在零件現場不解體、不出廠進行修復,取得了成效,且經過兩年多使用,運轉正常。西安煤礦機械有限公司通過對微弧冷焊技術的研究,解決了普通的氣體保護焊接因熱輸入較高而無法保證周邊變形的問題,并采用微弧冷焊技術,修復搖臂局部超差的表面或氣孔、砂眼等缺陷,具有良好的修復效果,如圖4所示。

圖4 微弧冷焊修復搖臂局部缺陷
2.4 熱噴涂技術
熱噴涂技術是一種利用高溫熱源(通常是氧乙炔火焰)將噴涂材料(粉料或絲材)加熱到熔融狀態,再用高速氣流將其霧化并噴射到工件表面上形成涂層的一種修復技術。熱噴涂最大特點是噴涂材料的成分不受限制,基體溫度低,噴涂設備簡單,操作工序少、效率高,電弧噴涂的最大涂層厚度可達1.5mm,涂層硬度45~55HRC,表面粗糙度值為0.6μm左右[12],噴涂后的工件一般不會產生變形或影響基體組織的變化。但由于噴涂層和基體是機械結合,所以結合強度較低。后來發展中出現了超音速噴涂技術,噴涂時氣體流速更高,提高了涂層的致密性和涂層與基體的結合力,但仍未改變機械結合的實質,與冶金結合相比,結合力較差。另外,由于熱噴涂層為典型的層狀結構,存在孔隙和氧化物夾雜,所以內應力相對較高。伏利等[13]采用超音速火焰噴涂與高焓等離子噴涂相結合的方法,在活塞桿表面制備了CoNiCrAl/Cr2O3·SiO2·TiO2復合涂層(見圖5)。由圖5可看出,面層與過渡層之間、過渡層與基體之間均呈鋸齒形緊密結合,層間均勻致密,沒有明顯的連續貫通狀孔隙出現,涂層無明顯層狀結構;且抗摩擦磨損性能是基體45鋼的84.3倍,具有優良的抗磨損性能。西安煤礦機械有限公司利用熱噴涂技術修復了采煤機的水套,如圖6所示,經檢測表面涂層均勻連續,加工后未發現層狀結構和明顯空隙。
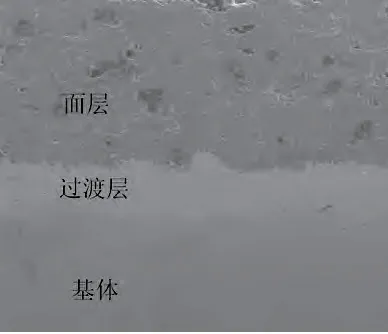
圖5 熱噴涂涂層截面

圖6 熱噴涂修復水套
3 結束語
目前,在我國煤機制造行業再制造技術的發展雖較為迅速,但仍處于初期階段,零部件修復仍以購買新配件更換和簡單維修為主,核心再制造技術的產業化應用較少。但在國家號召、政策引導和未來發展需求大環境下,以及再制造技術已帶來了良好的市場和社會效應,因此再制造技術發展潛力十分巨大。今后,如何盡快實現核心技術的推廣應用,提高再制造技術的覆蓋范圍,將再制造技術由單一零件的再制造向煤機行業整體再制造方向發展,是擺在我們面前亟待解決的問題和挑戰。本文通過對采煤機再制造技術的研究和總結,對采煤機再制造發展具有十分重要意義。
猜你喜歡
防爆電機(2022年1期)2022-02-16 01:14:06
河北畫報(2021年2期)2021-05-25 02:07:50
機械管理開發(2020年4期)2020-06-10 13:40:40
煤礦機電(2019年6期)2020-01-13 05:12:44
電子技術與軟件工程(2019年15期)2019-12-03 07:04:37
山東煤炭科技(2018年2期)2018-12-06 03:55:04
山西大同大學學報(自然科學版)(2016年2期)2016-12-12 03:19:28
機電信息(2015年27期)2015-02-27 15:57:16
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年4期)2014-02-27 14:07:18