自制硬質合金刀具加工鈦合金時的銑削性能研究*
2021-03-01 09:37:12吳春亞王廣洲李曦光陳明君
制造技術與機床 2021年2期
吳春亞 王廣洲 李曦光 齊 彪 陳 妮 陳明君
(①哈爾濱工業(yè)大學機器人技術與系統(tǒng)國家重點實驗室,黑龍江 哈爾濱 150080;②哈爾濱工業(yè)大學機電工程學院,黑龍江 哈爾濱 150001;③南京航空航天大學機電學院,江蘇 南京 210016)
鈦合金強度高、耐蝕性好及耐熱性高,是航空航天、生物醫(yī)學及軍事領域中的重要結構材料[1-3]。其中,Ti-6Al-4V是目前使用最為廣泛的鈦合金之一[4-5],同時它又屬于難加工材料,在切削過程中,由于彈性回復量大、切削溫度高,易造成刀具磨損過快,加工質量惡化等問題[6-10]。因此,刀具幾何參數(shù)優(yōu)化和切削參數(shù)優(yōu)選正在發(fā)展成為解決Ti-6Al-4V材料加工難題的關鍵突破口。
李有學[11]采用正交實驗法分析了立銑刀的螺旋角、前角及后角等幾何參數(shù)對刀具磨損和加工表面粗糙度的影響規(guī)律,明確了立銑刀幾何參數(shù)優(yōu)化能提高刀具的切削性能和使用壽命。Kumar等[12]利用有限元軟件分析了立銑刀在加工Ti-6Al-4V時,刀具幾何參數(shù)對切削力、刀具磨損和切削溫度等的影響,并以刀具受力最小為原則,對銑刀進行了優(yōu)化設計,通過與其他商用刀具的切削實驗對比,發(fā)現(xiàn)優(yōu)化后刀具的切削性能及使用壽命都得到了提高。Suresh等[13]通過鈦合金切削實驗研究了刀具參數(shù)對刀具磨損、工件尺寸穩(wěn)定性及工件質量的影響,發(fā)現(xiàn)刀尖圓弧半徑和進給速度對加工表面質量的影響較大。張建飛等[14]模擬了Ti-6Al-4V高速切削過程,分析了刀具幾何參數(shù)在特定加工條件下對切削力的影響規(guī)律。Reddy等[15]通過實驗研究了立銑刀的前角、刀尖圓弧半徑以及切削速度等對加工表面質量的影響,并以加工表面質量作為評價準則,采用遺傳算法對刀具的幾何參數(shù)和工藝參數(shù)進行了優(yōu)化選擇。國內外現(xiàn)有研究已充分表明,在鈦合金加工過程中,刀具幾何參數(shù)和工作時的切削參數(shù)對切削力、切削溫度和加工表面質量均具有重要影響。因此,本文在利用有限元軟件對刀具幾何參數(shù)有效優(yōu)化的基礎上,制備得到自行設計的硬質合金四刃平頭立銑刀,通過該刀具在Ti-6Al-4V表面的槽型銑削加工,分析切削參數(shù)對加工表面質量的影響規(guī)律,并將自制四刃平頭立銑刀與商用銑刀在相同切削條件下,開展切削性能及磨損情況對比分析。
1 鈦合金銑削加工三維仿真
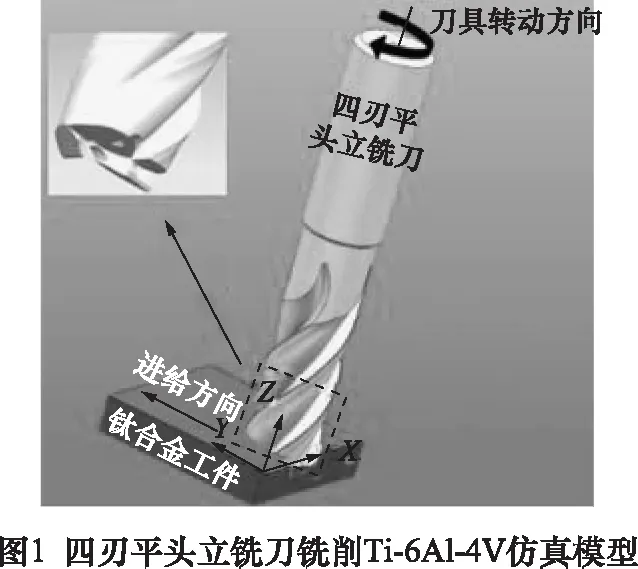
利用UG軟件分別建立四刃平頭立銑刀和Ti-6Al-4V基底模型之后,將其導入AdvantEdge有限元仿真軟件,建立如圖1所示的四刃平頭立銑刀銑削Ti-6Al-4V的三維仿真模型。
1.1 仿真條件設置


(1)


表1 Ti-6Al-4V材料對應的J-C本構模型參數(shù)
選用基于恒剪切假設的剪切摩擦模型,兼顧實際切削條件,將摩擦系數(shù)設置為0.5。由于AdvantEdge軟件具有網(wǎng)格重劃分功能,故采用Cockcroft和Latham提出的C&L斷裂準則[17]作為切屑分離準則,以避免網(wǎng)格畸變問題的出現(xiàn)。
在銑削過程中,刀具的螺旋角β、前角γ和后角α分別影響著切削過程的穩(wěn)定性、切削力、切削熱以及后刀面與已加工表面之間的摩擦等多個方面,已被公認為銑刀優(yōu)化設計中需要考慮的主要參數(shù)[18-19]。因此,本文以刀具β、γ和α為變量,根據(jù)表2所列參數(shù)進行銑削加工仿真。刀具材料為YG類硬質合金,加工方式為順銑,刀具及工件均采用4節(jié)點12自由度四面體單元的網(wǎng)格類型。
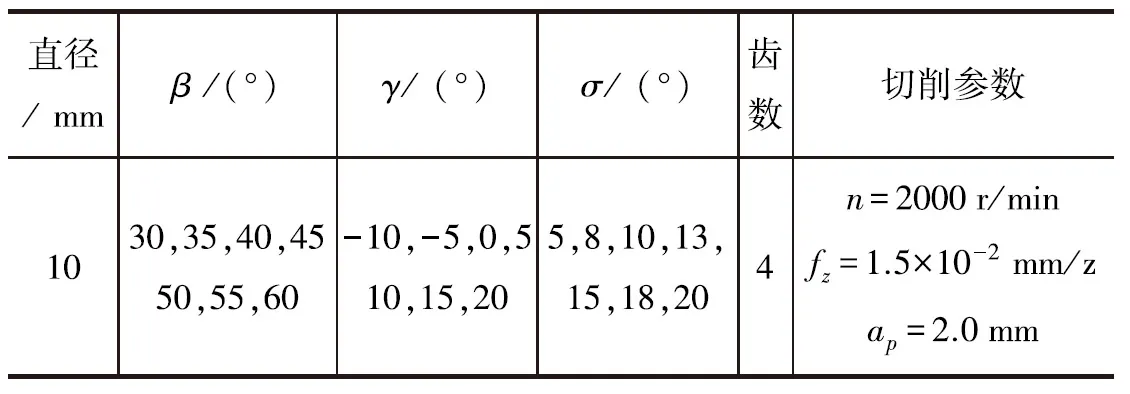
表2 刀具幾何參數(shù)和切削參數(shù)
1.2 仿真結果分析
在加工鈦合金時,切削力和切削溫度對工件的尺寸精度、形狀精度、加工變質層和刀具耐用度等都會產(chǎn)生不同程度影響,因此,本文以切削力和切削溫度作為刀具切削性能的主要評價參數(shù)[20-21]。
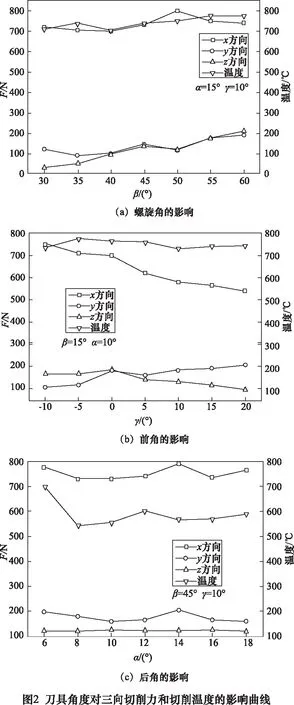
圖2為仿真得到的四刃平頭立銑刀幾何參數(shù)對三向平均切削力和切削溫度的影響曲線。從圖中可以看出,x向切削力明顯大于其他兩個方向,且基本與切削溫度保持一致的變化趨勢。這是因為x向是切削過程中的主要受力方向,切削熱主要來源于x向切削。綜合切削力和切削溫度的變化趨勢可知,當β為40°~45°、γ為5°~15°、α為13°~18°時,四刃平頭立銑刀加工Ti-6Al-4V時的切削力和切削溫度相對較為穩(wěn)定,且數(shù)值較小。
2 四刃平頭立銑刀的幾何參數(shù)優(yōu)選
基于上述仿真結果,以切削力最小、切削溫度最低為原則,對四刃平頭立銑刀的幾何參數(shù)進行了單因素優(yōu)選,但鑒于刀具各幾何角度相互之間的耦合效應必然會對其切削性能造成影響,因此,仍需要對刀具幾何角度進行正交優(yōu)選。
當前角取值為正時,x向切削力基本保持單調遞減趨勢。但當γ=10°時,切削溫度達到最低點,因此取該拐點所在區(qū)間,即γ=8°、10°、12°進行分析。當后角取值為15°時,x向切削力達到低值,但切削溫度在高點,因此選取α=13°、15°、17°為分析范圍。由于圖2a顯示當螺旋角為40°~45°時,切削力和切削溫度均達到最低值,故細化取值后選取β=41°、43°、45°進行分析。正交優(yōu)化仿真計算中的刀具幾何角度取值見表3,仿真結果見圖3。
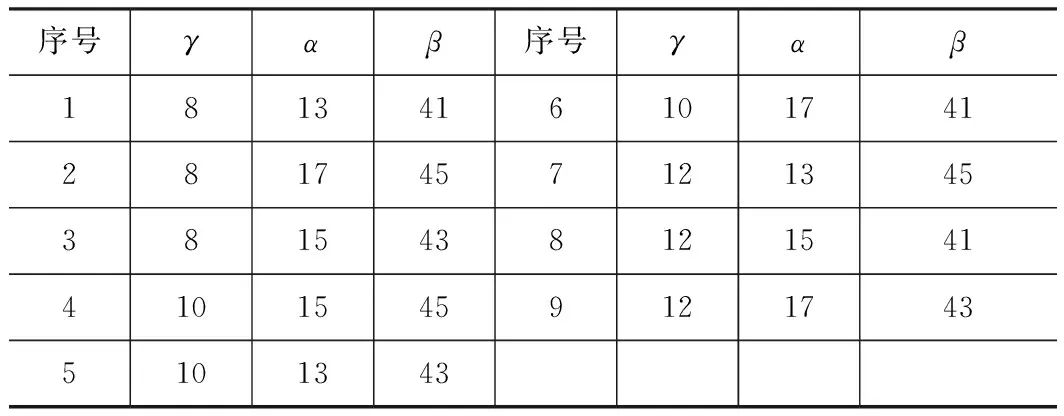
表3 正交優(yōu)化仿真計算中的刀具幾何角度 (°)
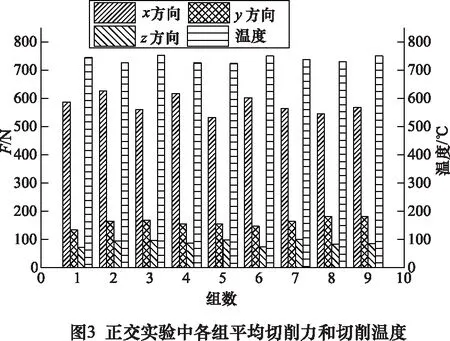
綜合可見,當采用第5組刀具幾何角度組合,即γ=10°、α=13°、β=43°時,四刃平頭立銑刀加工Ti-6Al-4V時的切削力和切削溫度達到最低值,即刀具的切削性能最佳。因此,基于該組幾何參數(shù)進行刀具實體制備及商用刀具的購買,并利用兩種刀具開展相關的銑削加工實驗。
3 Ti-6Al-4V表面槽型銑削實驗
3.1 實驗條件
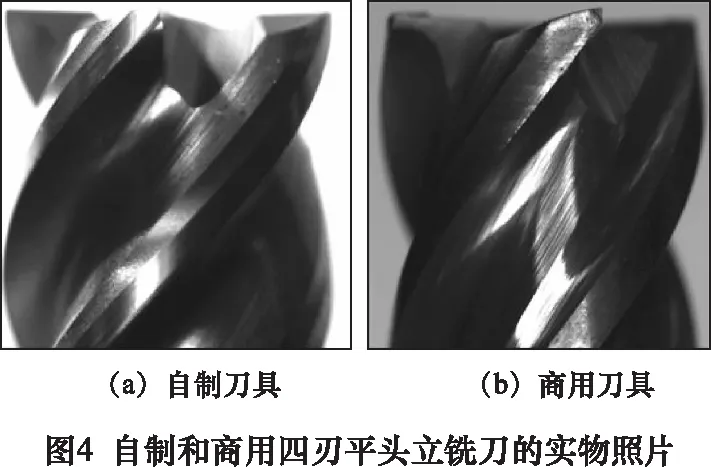
采用祥泰VM7032數(shù)控銑床,機床工作臺面積為800 mm×320 mm,主軸最高轉速為8 000 r/min。刀具分別為圖4a所示自制的四刃平頭立銑刀和圖4b所示OSG公司生產(chǎn)的商用四刃平頭立銑刀,工件為50 mm×50 mm×20 mm的Ti-6Al-4V板料,所銑槽型寬度為刀具直徑,長度為刀具直徑的3~5倍。
3.2 自制刀具槽型銑削實驗結果分析
利用自制的四刃平頭立銑刀在Ti-6Al-4V表面進行槽型銑削加工,分析切削深度(ap)、主軸轉速(n)和每齒進給量(fz)對加工表面形貌(切削參數(shù)見表4),尤其是表面毛刺的影響效果。
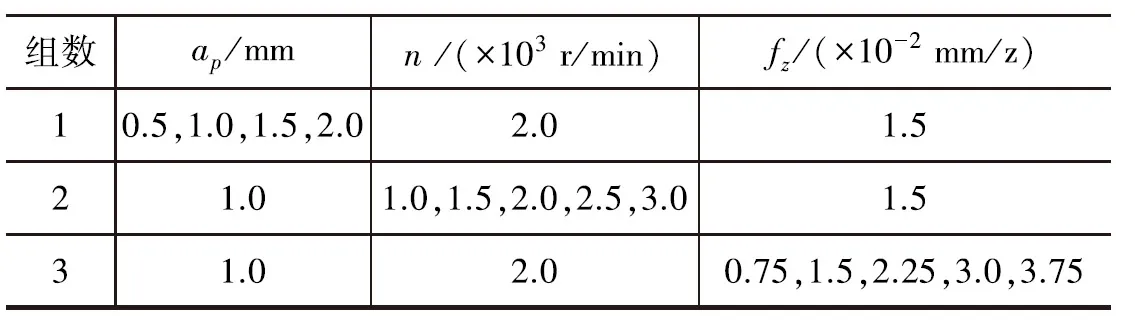
表4 Ti-6Al-4V槽型銑削實驗參數(shù)
3.2.1 切屑形貌分析
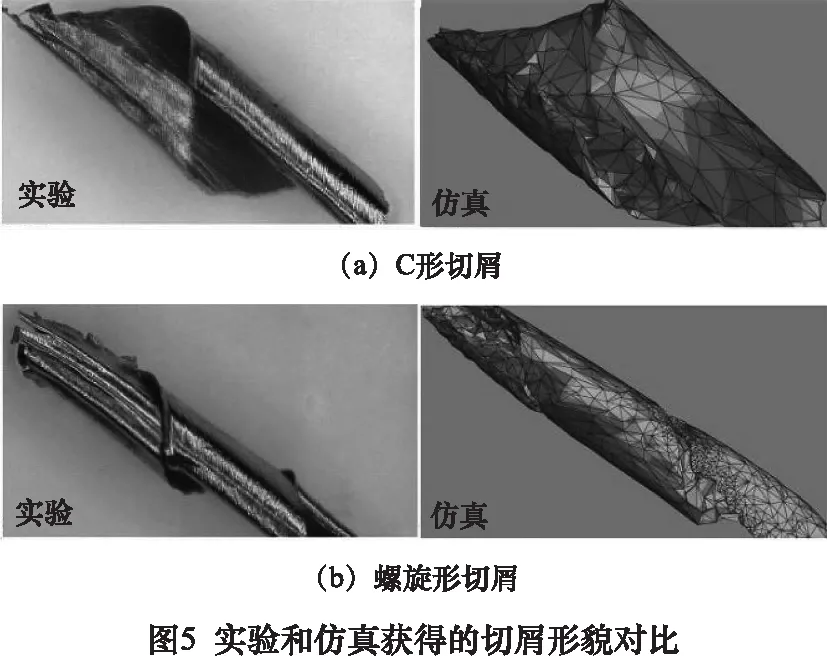
在相同刀具幾何參數(shù)和切削條件下,分別開展了切削仿真和實際加工實驗,圖5左側分圖為利用自制四刃平頭立銑刀加工Ti-6Al-4V材料后獲得的C形和螺旋形切屑形態(tài),右側分圖為仿真獲得的切屑形態(tài)。通過對比可以發(fā)現(xiàn),實驗與仿真中所生成的切屑形態(tài)相似度較高,切屑的卷曲方式與曲率也非常接近,由此表明自行設計并制備得到的四刃平頭立銑刀符合設計要求,適合用于Ti-6Al-4V材料的切削實驗。
3.2.2 切削參數(shù)對Ti-6Al-4V槽型銑削的影響分析
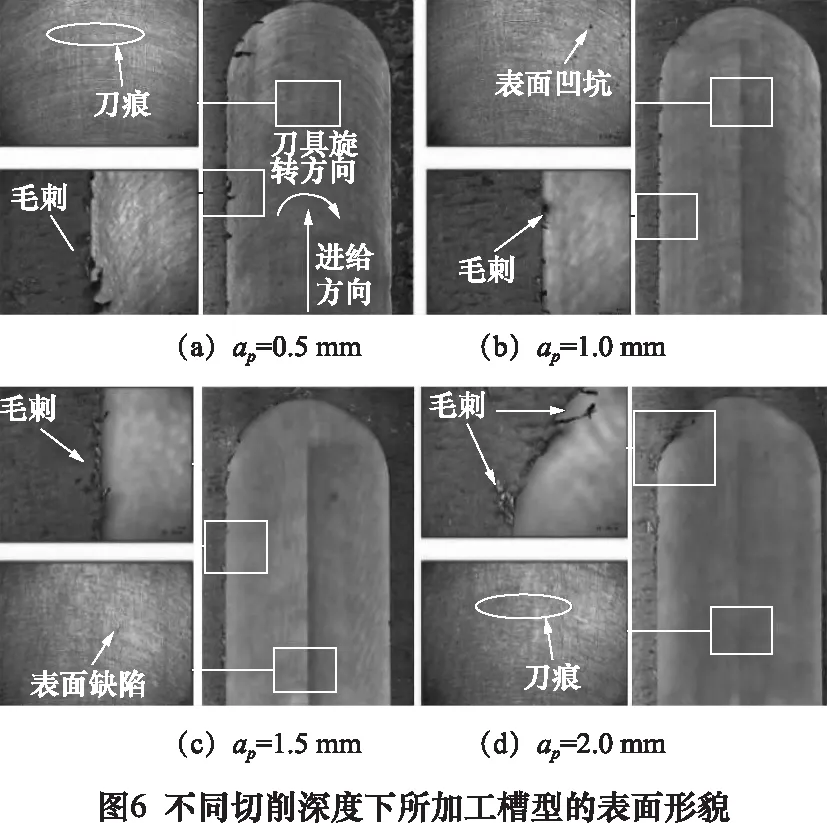
在改變切削深度情況下,加工得到的槽型邊沿均存在明顯毛刺(圖6),且順銑側毛刺尺寸明顯大于逆銑側。這是由于逆銑側刀具切削時,厚度逐漸增加,且切削合力方向有利于切屑的塑性變形和排出,而在順銑側,由于刀具先從最厚處入刀,隨后厚度逐漸減小,生成的切屑,尤其是長切屑,很容易被推擠至頂端形成大毛刺。隨著切削深度的增加,軸向切削力也隨之增大,從而使得材料更容易被切除而形成切屑,同時毛刺的整體尺寸隨之減小,槽型整體形貌較好。
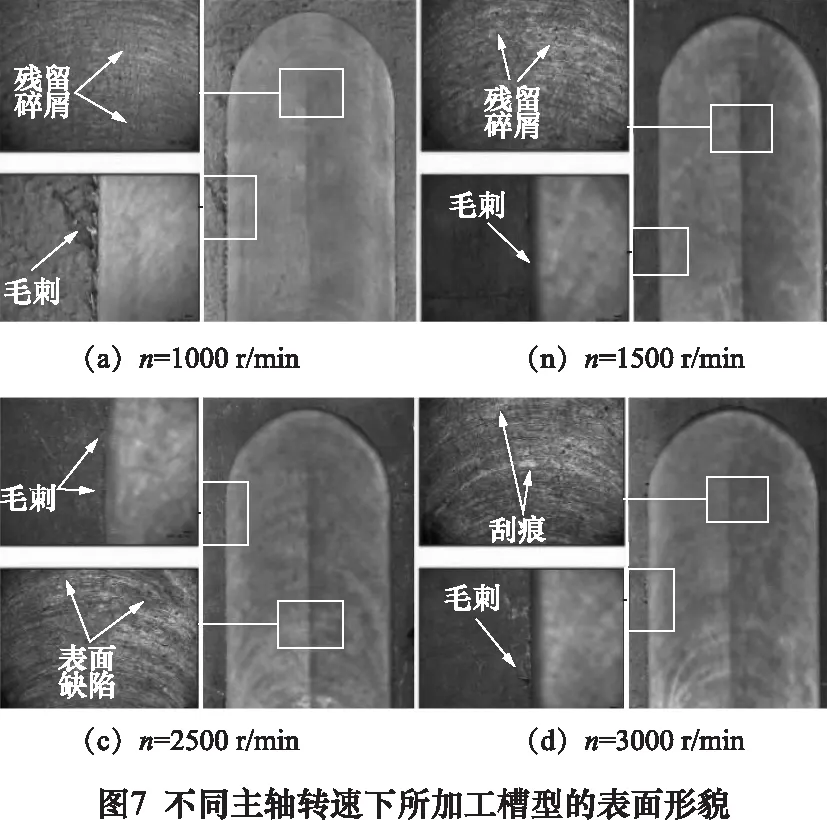
如圖7所示,隨著主軸轉速的提高,槽型邊沿毛刺尺寸逐漸減小。究其原因,一方面是當切削刃的切削速度較低時,切削刃與工件之間存在擠壓作用,而非完全的切削作用,因此無法將工件材料有效去除,同時當切削刃運動速度較低時,切屑無法從前刀面及時流出。然而,隨著主軸轉速的提高,槽底表面質量明顯變差,如圖7c和7d所示,槽底存在明顯的缺陷和刮痕。
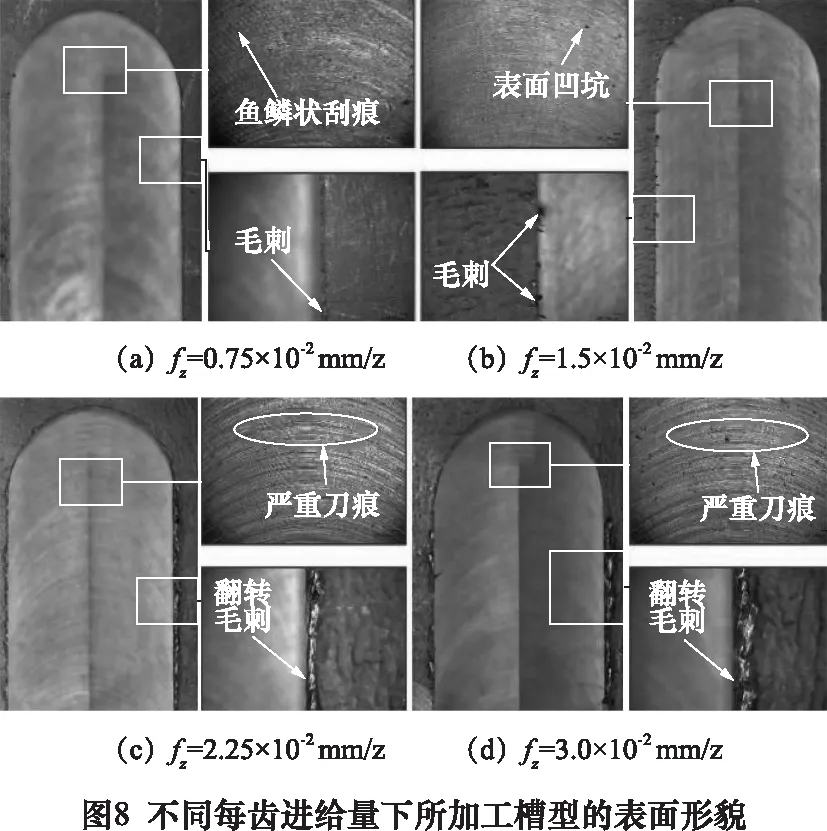
當每齒進給量在1.5×10-2mm/z及以下時,所切槽型的邊沿毛刺尺寸較小,當增大每齒進給量時,槽沿毛刺尺寸亦隨之增大(圖8)。這是因為當每齒進給量較小時,切削過程中刀具徑向切削層厚度較小,故產(chǎn)生的切屑厚度較小,導致所形成的毛刺尺寸略小,當增大每齒進給量時,切削層厚度增加,產(chǎn)生的切屑厚度亦隨之增大,進而導致槽沿毛刺尺寸逐漸變大。
3.3 自制及商用四刃平頭立銑刀的切削性能對比
為評價刀具的切削性能,采用自制和OSG公司生產(chǎn)的四刃平頭立銑刀,在表5所列切削條件下,開展槽型銑削對比實驗。由前述分析可知,主軸轉速過小會導致槽沿毛刺尺寸增大,轉速過大又會導致槽底質量變差,因此在刀具性能對比實驗中,選擇適中且恒定的主軸轉速,只改變切削深度和每齒進給量。
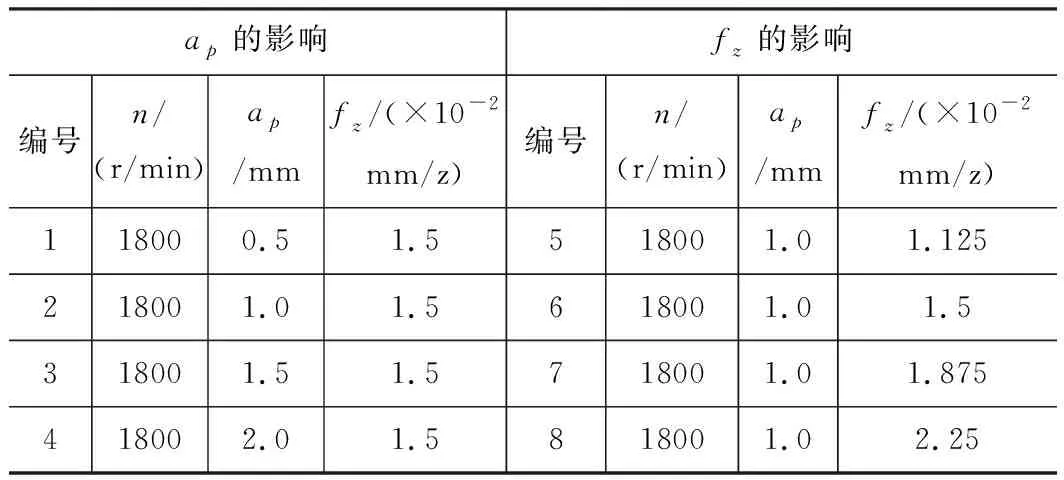
表5 Ti-6Al-4V槽型銑削參數(shù)表
3.3.1 槽型加工效果對比分析
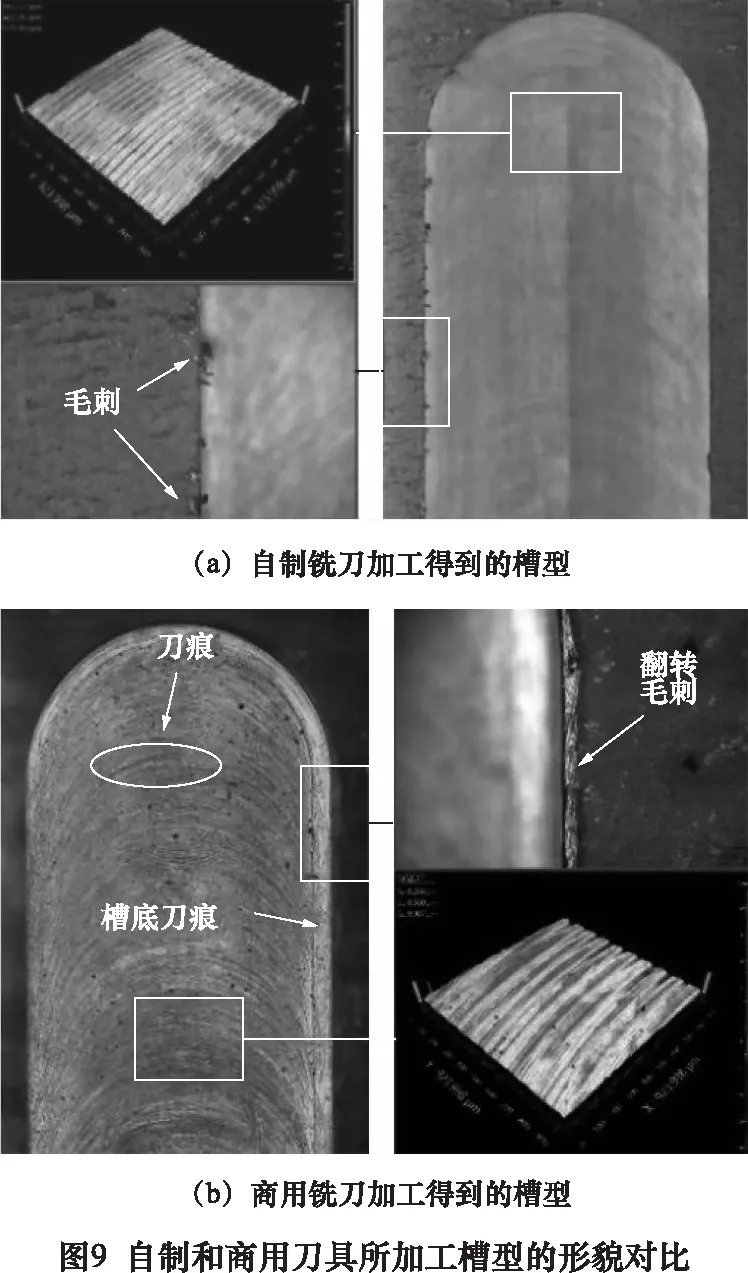
在開展的8組對比實驗中,以第2組為例,給出兩種刀具所加工槽型的形貌對比(圖9)。可以發(fā)現(xiàn),自制四刃平頭立銑刀所加工的槽沿僅殘留有較小尺寸的毛刺,槽底表面只有輕微刀痕,幾乎沒有殘余碎屑,切入切出邊沿較為整齊(圖9a)。經(jīng)商用四刃平頭立銑刀加工后,槽沿存在較大尺寸的翻轉毛刺,而且由于刀具螺旋槽底部不是完全的光滑狀,導致切屑排出受到了一定的影響,同時槽沿根部及槽底表面均有明顯刀痕,這可能是由于商用刀具端刃對槽底存在較為明顯的擠壓作用,使得槽底表面質量變差。
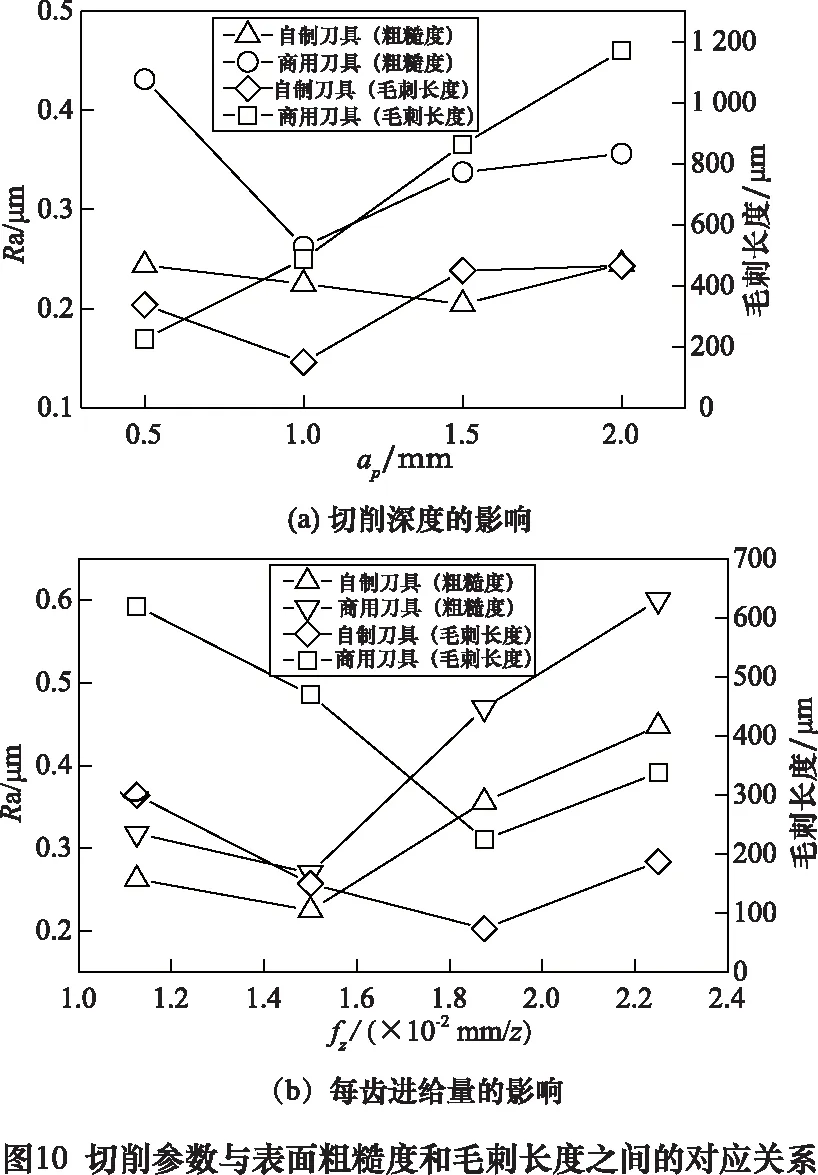
為對加工效果進行定量對比,圖10給出了不同刀具加工時,切削深度和每齒進給量與加工表面粗糙度和毛刺長度之間的對應關系。從圖10a可以發(fā)現(xiàn),隨著切削深度的增大,兩種刀具切削后的表面粗糙度數(shù)值均呈現(xiàn)先減小后增大的趨勢,但拐點位置有所不同,自制銑刀在ap=1.5 mm時得到的表面粗糙度數(shù)值最低,而商用銑刀則在ap=1.0 mm時得到的粗糙度數(shù)值最低。在毛刺尺寸方面,隨著切削深度的增大,兩種刀具切削后產(chǎn)生的毛刺長度均有所增大,但商用刀具的上升趨勢更為顯著。從整體來看,在所設定的切削深度范圍內,自制刀具加工后的表面質量和毛刺尺寸均優(yōu)于商用刀具。
從圖10b可以看出,隨著每齒進給量的增加,兩種刀具切削后表面粗糙度和毛刺長度的對應變化趨勢幾乎相同,表面粗糙度均呈現(xiàn)先減小后增大的趨勢,且拐點均位于fz=1.5×10-2mm/z處,毛刺長度則呈現(xiàn)先減小后增大的趨勢,拐點均位于fz=1.875×10-2mm/z處。從整體來看,在所設定的每齒進給量范圍內,采用商用刀具加工后得到的粗糙度數(shù)值和毛刺長度均明顯大于自制刀具。
3.3.2 刀具磨損情況對比分析
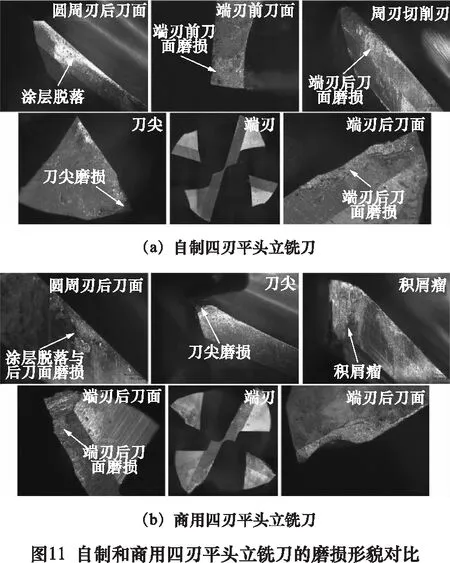
自制和商用四刃平頭立銑刀分別在加工2 h后出現(xiàn)了不同程度的磨損,從圖11a可以發(fā)現(xiàn),自制刀具端刃前、后刀面磨損較為嚴重,刀尖和周刃切削刃處也出現(xiàn)了一定程度的磨損。圖11b顯示,商用刀具端刃后刀面磨損顯著,前刀面出現(xiàn)了積屑瘤,總體磨損量明顯大于自制刀具。
根據(jù)兩種刀具在不同切削深度和不同每齒進給量條件下,所加工得到槽型對應的表面粗糙度和毛刺尺寸變化趨勢,并結合刀具的磨損狀況,可以表明自制四刃平頭立銑刀的切削性能優(yōu)于商用四刃平頭立銑刀。
4 結語
(1)正交優(yōu)化仿真計算結果顯示,當四刃平頭立銑刀采用γ=10°、α=13°、β=43°的刀具幾何角度組合時,加工Ti-6Al-4V時的切削力和切削溫度達到相對較低值。
(2)基于優(yōu)化后幾何參數(shù)制備得到的四刃平頭立銑刀在加工Ti-6Al-4V材料時獲得的切屑與切削仿真中生成的切屑形態(tài)相似度很高,表明自制刀具的幾何參數(shù)符合設計要求。
(3)在給定的范圍內,采用較大的切削深度(ap=2.0 mm)、適中的主軸轉速(n=1 500 r/min)及較小的每齒進給量(fz=0.75×10-2mm/z)時,自制四刃平頭立銑刀加工獲得的Ti-6Al-4V表面質量相對更佳。
(4)對比實驗結果顯示,自制四刃平頭立銑刀加工得到的Ti-6Al-4V槽型表面質量、毛刺形態(tài)以及刀具磨損狀況均優(yōu)于商用四刃平頭立銑刀。
