航天智能制造生產線刀具管理系統研究*
2021-03-01 09:37:14張素燕何萬林吳雪松趙洪杰落海偉
制造技術與機床 2021年2期
關鍵詞:信息
張素燕 張 澤 何萬林 吳雪松 劉 鑫 劉 爭 趙洪杰 落海偉
(首都航天機械有限公司,北京 100076)
數控刀具管理水平是航天智能制造生產線能夠高效、低成本運行的關鍵因素,在很大程度上決定了生產線的運行能力和經濟效益。隨著數字制造技術的快速發展,數控刀具的種類和數量日益增多,相關的信息參數也逐步增多,傳統的人工紙質管理模式已經無法滿足生產線刀具管理需求[1-2]。綜合應用信息網絡技術、計算機技術和數據庫技術,建設智能化的刀具管理系統,實現數控刀具全生命周期管理,有利于提升生產線的生產水平,提高經濟效益。
隨著刀具管理技術的不斷發展,刀具管理軟件日益成熟,國外企業推出了一些成形的商業軟件,如瑞典Sandvik公司的TDM System軟件、美國Kennametal公司的KATMS軟件、英國CTMS公司的CTMS軟件、德國Delkel公司的Tool Manager軟件等[3-7]。國內高校和企業對刀具管理理論模型和系統軟件也進行了深入研究,開發出相應的刀具管理軟件,如:北京蘭光創新的Smart Crib軟件、上海諾升科技的eTMS軟件、北京機電研究所的AMS-TMS和四川成飛科技的FDNC[8]等。
國內外刀具管理軟件大部分作為獨立的系統使用,部分能夠實現與其他軟件的集成。但是與生產線各業務部門之間的信息共享程度低,無法追蹤物理刀具的位置、記錄刀具切削時間和刀具使用壽命。
近年來,射頻識別(radio frequency identification,RFID)技術快速發展,其可重復讀寫、信息存儲量大,為刀具管理提供了一種穩定有效的識別方法。目前德國、日本等國家已將其應用于刀具管理系統,如德國的Balluff公司將RFID技術應用到刀具管理系統miLink Tool ID中,可以獲得加工時的刀具磨損補償量、刀具幾何偏置量等[9]。國內主要進行RFID刀具識別系統的開發研究,與刀具管理系統相結合的較少[10]。
因此亟需開展智能化刀具管理系統開發,以實現數控刀具的全生命周期管理。基于TDM刀具管理軟件,通過對刀儀、立體庫、RFID射頻識別等硬件搭建和軟件集成,建立航天智能制造生產線刀具管理系統,實現工藝設計階段、生產準備階段、生產加工階段刀具信息的傳遞與共享,最終實現刀具的全生命周期管理。
1 刀具管理系統搭建
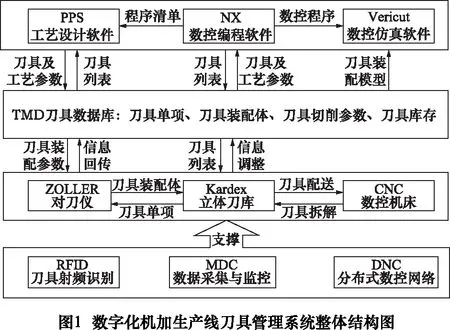
刀具管理系統需要面向刀具流轉的各個部門與環節,工藝設計階段需要為工藝人員提供刀具基本信息和切削參數,生產準備階段需要為工具室人員提供庫存信息、預調信息,生產加工階段需要采集記錄刀具位置、刀具壽命以及切削參數信息。數字化機加生產線刀具管理系統整體結構如圖1所示,通過搭建TDM刀具管理軟件與各軟件系統之間的接口,基于RFID刀具射頻識別技術、MDC數據采集與監控技術、DNC分布式數控網絡技術,從而實現刀具信息在各生產環節之間的同步和共享以及物理刀具全生命周期管理。
2 刀具數據庫
為了實現刀具全參數量化管理,將現場庫房中所有刀具的詳細信息(刀具全部參數、二維圖紙、三維模型等)錄入TDM刀具管理軟件,形成與現場庫房相對應的虛擬刀具庫房,建立統一的刀具數據庫。TDM刀具數據庫主要包括刀具單項、刀具裝配體、刀具切削參數和刀具庫存管理。
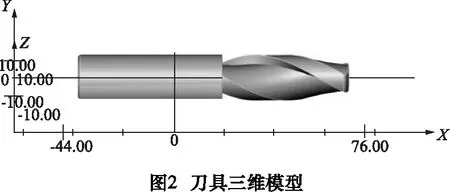
(1)刀具單項數據庫:刀具單項包括刀片、刀柄、刀桿、整體硬質合金刀、夾罐和拉釘等,將刀具幾何結構參數、二維圖紙和三維圖紙等錄入刀具單項數據庫(如圖2)。
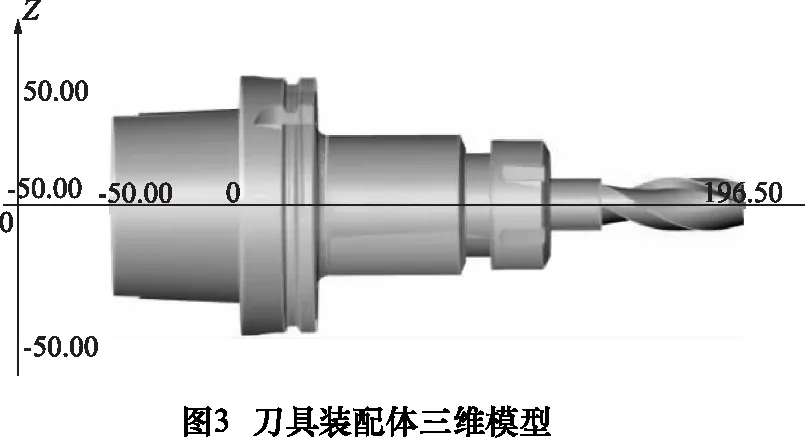
(2)刀具組裝體數據庫:在刀具單項的基礎上,通過接口匹配可實現刀具虛擬裝配,裝配過程按照現場實際裝夾方式裝配,且裝配懸長可根據需求定義(如圖3)。
(3)切削參數數據庫:在刀具組裝體模塊中設有切削參數數據庫,建立切削參數數據庫時,需要設置相應的切削形式和切削材料等。
(4)刀具庫存管理:TDM庫存管理模塊包含刀具庫存管理、刀具借入借出等功能,可管理刀具立體庫、機床和刀具維護處的刀具信息,包括庫存位置、存儲數量等。
3 工藝設計流程
刀具管理系統建設過程中,通過TDM刀具管理軟件與數控編程軟件NX、數控加工仿真軟件Vericut集成,實現刀具信息數據共享與同步。工藝人員進行工藝設計、數控編程和數控仿真時,刀具管理系統能夠提供全面真實的刀具信息,使設計的工藝規程更具有指導性,制定的切削參數更加準確,數控程序仿真驗證準確度更高。
3.1 數控編程軟件集成
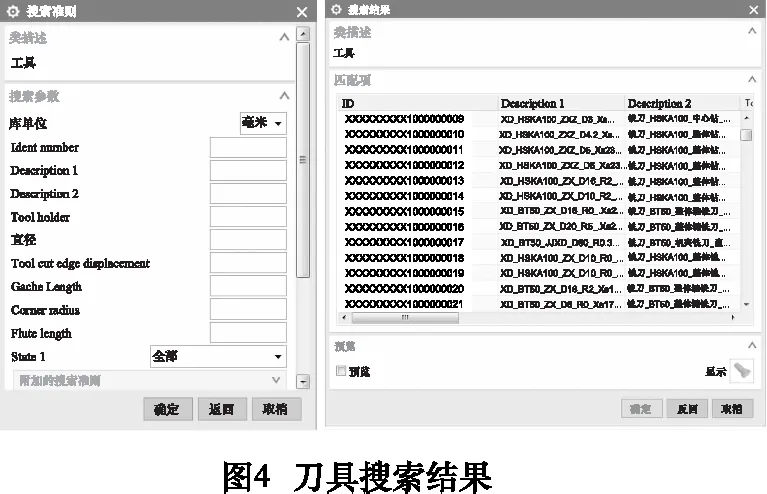
通過TDM刀具管理軟件與數控編程軟件NX的集成,把刀具數據和模型轉換成NX可讀取的文件,在數控編程過程中,通過刀具庫的調用實現刀具參數從TDM到NX的傳遞,其傳遞信息包括刀具幾何參數、切削參數和三維模型。圖4所示為NX軟件刀具搜索界面,可根據刀具ID號、刀具直徑、刀具R角、刀具總長、刀具螺旋槽長等參數搜索TDM刀具管理系統中滿足要求的刀具。圖5和圖6所示為TDM軟件導入NX軟件中的刀具三維模型和幾何信息、刀具切削信息。
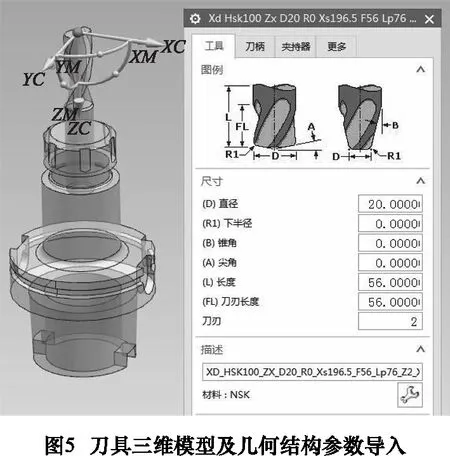
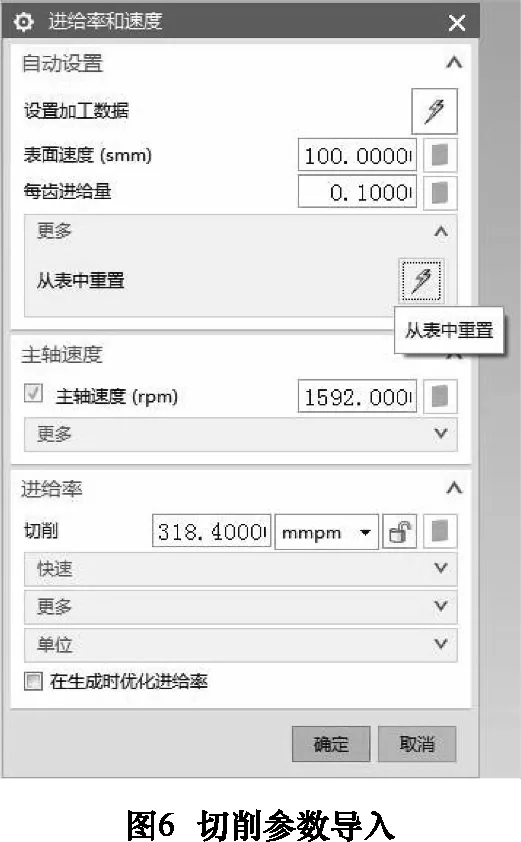
刀具裝配體三維模型導入,用于初步判斷刀具是否干涉;刀具幾何結構參數導入,如刀具直徑、圓角半徑,用于根據刀具結構生成相應數控程序;刀具切削參數導入,能夠生成具有相應切削參數的數控程序:
%
(XXXXXXXXX1000000039)%%刀具ID號
G40 G17 G49 G80 G90
G54
T39 M6%%T號碼
S1592 M03%主軸轉速
G0 X0 Y0
G43 Z50 H00
G1 X0.102 Z48.577 F318.4 M08%進給速度
X0.904 Z45.846
生成的數控程序能夠體現刀具號、切削參數等信息,因此通過TDM刀具管理系統,實現數控程序與真實物理世界刀具信息的同步。待工藝人員完成編程后,通過數控編程軟件后處理模塊,將同一工步所采用的刀具生成刀具列表,回傳至刀具管理系統,如圖7所示。工具室操作人員可根據刀具列表進行刀具的裝配與輸送。

3.2 數控仿真軟件集成
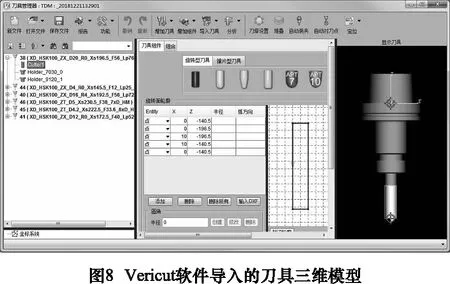
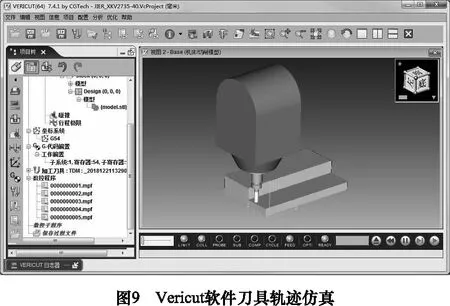
TDM刀具管理系統與數控程序仿真軟件Vericut之間為數據單向傳輸,刀具管理系統將刀具裝配體轉換成符合Vericut數據結構的三維模型,待Vericut仿真時,通過刀具列表導入仿真系統中(如圖8),進行刀具干涉與碰撞的檢查(如圖9)。通過Vericut仿真,可以檢查數控程序的正確性以及刀具干涉情況,而且刀具裝配體三維模型與真實物理刀具的三維模型一致,干涉仿真結果能直接應用于生產現場,實際加工過程中避免重新對刀和試切,減少了加工時間,提高了生產效率。
4 物理刀具管理
刀具管理系統能夠實現物理刀具的入庫、出庫、組裝、使用、報廢整個生命周期的管理。通過對刀儀、立體刀庫的硬件搭建和軟件集成,實現TDM刀具管理軟件與對刀儀和立體刀庫之間的數據傳遞,完成刀具自動存儲與預調。通過RFID刀具射頻識別系統建立,實現刀具參數電子化傳遞、刀具位置追蹤定位以及刀具壽命檢測和控制。
4.1 刀具自動存儲與預調
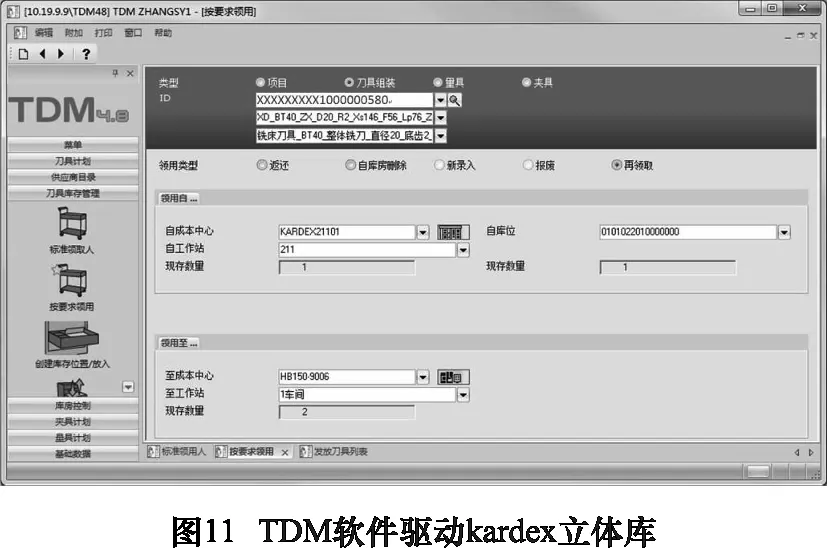
刀具立體庫選用Kardex升降立體柜(如圖10),刀具立體庫與TDM刀具管理軟件之間具備數據交互能力。立體庫中刀具狀態可通過TDM刀具管理軟件進行查詢,并且TDM軟件具備立體刀庫指令發送能力(如圖11),可在TDM中調用庫中所有刀具,實現刀具在立體庫、對刀間、數控機床之間的領取、返還以及新刀具的錄入和廢刀具的報廢。

對刀儀選用德國Zoller公司的venturion 450/6,設備控制系統為Zoller pilot 3.0,如圖12所示,其中的測量程序能實現銑刀、鉆頭、車刀多種類型刀具的自動測量。通過TDM刀具管理軟件與Zoller對刀儀軟件接口集成,實現刀具信息的傳遞。刀具操作人員通過TDM刀具管理軟件發送刀具預調指令,刀具列表及其所包含的刀具裝配體信息通過遠程傳送至對刀儀,具體包括刀具列表ID、刀具組裝體ID、刀具組裝體名稱1、刀具直徑、刀長。操作人員根據接收到的刀具信息進行刀具裝配,裝配完成后采用Zoller對刀儀進行刀具測試預調,對刀完成后顯示刀具組裝體實測值。
當前我國產業經濟正處于結構調整的新階段,在供給側改革“主線”的指導下,調整產業發展理念、融入科技元素、聚焦大眾消費訴求,這是整個時代發展的焦點與方向。當然,在生態文明建設日益成熟的今天,旅游行業在發展時如何將這一理念融入其中,構建科學、可持續的旅游經濟,是整個行業需要探索的問題。

物理刀具流轉過程:
(1)MES制造執行系統將任務指令下發到TDM刀具管理軟件。TDM根據任務指令將相應刀具列表及具體刀具單項、刀具組裝體信息下發到立體庫和對刀儀。
(2)刀具操作人員根據任務指令從Kardex立體庫提取相應刀具單項。
(3)基于Zoller對刀儀接收到的刀具信息,刀具操作人員到裝刀臺進行刀具組裝。刀具組裝完成后,采用Zoller對刀儀進行刀具參數測量,如檢測不合格,可重新調整刀具裝配體。
(4)裝配完成后,將刀具實際測量數據回傳到TDM刀具管理軟件。將物理刀具配送到工位機床,用于現場實際加工。
(5)刀具使用完成后將刀具返回刀具管理部門進行回收拆解,并對TDM中刀具庫存狀態和參數進行相應調整。
4.2 刀具RFID射頻識別
數字化生產線刀具RFID射頻識別系統由RFID芯片和RFID讀寫器組成,其中讀寫器有手持式和固定式。將可重復讀寫的RFID芯片嵌入刀柄中,在對刀儀和立體庫安裝手持式RFID讀寫器,在數控機床安裝手持式和固定式RFID讀寫器。嵌有RFID芯片的刀具在靠近RFID讀寫器時,讀寫器自動讀取RFID芯片內信息,射頻識別具有識別速度快、識別距離可控的特點,并適應機加工使用環境。刀具RFID管理流程如圖13所示,具體流程如下:
(1)在對刀儀進行刀具預調時,通過手持RFID讀寫器將裝配體刀具信息(刀具ID號、刀具參數、刀具狀態等)寫入RFID芯片中,并保存在刀具管理服務器中。
(2)刀具預調后,由工具室操作人員將裝配體刀具存入立體刀庫,立體刀庫手持RFID讀寫器識別刀具芯片信息并記錄刀具位置信息。
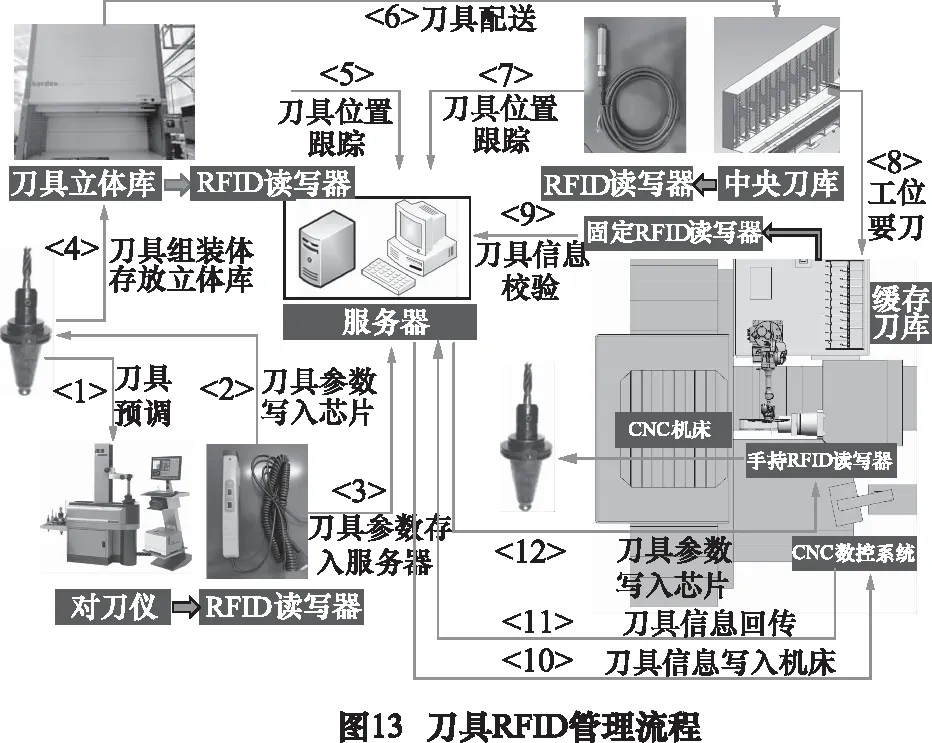
(3)工具室操作人員根據生產任務需求將裝配體刀具配送到中央刀庫,刀庫固定RFID讀寫器識別刀具芯片信息并記錄刀具位置信息。
(4)加工開始前,機器人抓取中央刀庫中的刀具放入機床緩存刀庫上。并通過機床上固定RFID讀寫器,識別刀具芯片信息,進行刀具信息校驗,將刀具信息寫入機床寄存器中。
(5)加工過程中,通過數據采集系統采集刀具信息、切削參數和刀具加工時間等。
(6)加工完成后,通過機內對刀儀重新對刀,并通過手持RFID讀寫器將刀具信息寫入刀具芯片中。若加工完成后,刀具報廢,則通過手持RFID讀寫器將芯片中的刀具狀態信息進行更改。
5 結語
針對數字化機加生產線智能化刀具管理系統建設需求,基于TDM刀具管理軟件,通過對刀儀、立體庫、RFID射頻識別等硬件搭建和軟件集成,實現了工藝設計階段、生產準備階段、生產加工階段刀具信息的傳遞與共享,最終實現了刀具的全生命周期管理。
(1)基于TDM刀具管理軟件,建立了完整的刀具數據庫,包括刀具單項數據庫、刀具裝配體數據庫、切削參數數據庫和刀具庫存數據庫,形成了與現場庫房一一對應的虛擬刀具庫房。
(2)通過TDM刀具管理軟件與數控編程軟件NX、數控加工仿真軟件Vericut集成,實現刀具信息數據共享與同步。工藝人員進行數控編程和數控仿真時,刀具管理系統能夠提供全面真實的刀具信息,使設計的工藝規程更具有指導性,制定的切削參數更加準確,數控程序仿真驗證準確度更高。
(3)通過對刀儀、立體刀庫的硬件搭建和軟件集成,實現了TDM刀具管理軟件與對刀儀和立體刀庫之間的數據傳遞,完成了刀具自動存儲與預調。
(4)通過RFID刀具射頻識別系統建立,實現刀具參數電子化傳遞、刀具位置追蹤定位以及刀具壽命檢測和控制。
猜你喜歡
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
大眾創業(2009年10期)2009-10-08 04:52:00
數字社區&智能家居(2009年7期)2009-09-29 08:16:48
數字社區&智能家居(2009年11期)2009-06-25 04:30:34
數字社區&智能家居(2009年3期)2009-04-21 03:09:04
數字社區&智能家居(2009年2期)2009-03-27 04:33:44
數字社區&智能家居(2009年12期)2009-02-03 07:50:48
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
