工序尺寸換算中假廢品的判定及補救措施研究
2021-03-22 02:40:16馮文慧馬曉三
工程設計學報 2021年1期
關鍵詞:工藝
馮文慧,馬曉三,2
(1.黃河交通學院機電工程學院,河南焦作454950;2.河南理工大學機械與動力工程學院,河南焦作454000)
在零件機械加工工藝編制過程中,當工藝基準與設計基準不重合時,需利用工藝尺寸鏈對零件的工序尺寸及其公差范圍進行換算[1]。工藝尺寸鏈的封閉環尺寸通常是指在零件設計圖中直接標出的設計尺寸,需要在加工過程中間接保證其合格。在實際加工中,采用極值法計算工藝尺寸鏈時經常會出現工序尺寸超出由換算確定的允許公差范圍的情況,但在后續加工過程中,通過采取適當的補救措施仍然能夠保證最終設計尺寸符合要求。這種工序尺寸不合格而最終設計尺寸可能合格的產品被稱為假廢品。
在實際加工中,假廢品產生后工序尺寸不合格的狀況會傳遞給需間接保證的最終設計尺寸,此時若忽略了在后續加工工序中的補救,則可能導致最終設計尺寸不合格的真廢品產生。同時,假廢品的出現容易引起零件檢驗的誤判,增加了產品的加工、檢驗成本[2]。因此,對假廢品產生的原因進行分析,并對假廢品的識別方法和后續加工工序中的補救措施進行研究,對于避免零件由假廢品轉化為真廢品以及降低零件的加工、檢驗成本具有非常重要的意義。
王曉慧等[3-7]基于虛公差理論提出了一種判定假廢品工序尺寸公差范圍的計算式;胡小東等[8]針對假廢品的判定提出了一種計算工藝尺寸鏈的“改進極值法”;陳思義[9]根據工藝尺寸鏈中各組成環尺寸的誤差補償關系,提出了一種假廢品判定方法。上述研究從工藝尺寸鏈計算角度出發,提出了判定假廢品工序尺寸公差范圍的計算方法,具有較強的通用性,但是均未充分考慮加工過程中先于工序尺寸生成的其他尺寸的實際偏差對假廢品判定的影響,從而導致計算得到的假廢品工序尺寸公差范圍均偏大。
劉龍田[10]基于工序尺寸鏈中各組成環尺寸的實際加工測量值,提出了用于假廢品判定的“實測計算法”;李永祥[11]從零件加工過程中工序尺寸的形成和測量等角度出發,分析了假廢品產生的原因,并提出采用復檢的方法對假廢品進行判定;李雙成等[12]從工序尺寸換算、加工和測量等方面分析了假廢品產生的原因,并提出了假廢品判定方法和避免假廢品產生的改進措施。上述研究從尺寸加工、測量等方面出發,充分考慮了除工序尺寸外的其他尺寸的實際偏差,使得假廢品的判定方法對實際加工情況有較強的針對性,但是均未從尺寸鏈計算的角度來考慮可用于判定假廢品的工序尺寸公差范圍,且假廢品判定步驟較為繁瑣。
綜上所述,目前大部分研究均圍繞零件加工過程中假廢品的產生原因、判定方法和預防措施等方面展開,而對于假廢品產生后的補救措施(即避免假廢品轉化為真廢品)的研究并不多。
基于此,筆者擬以工序尺寸換算中工藝尺寸鏈極值法反計算的原理和特點為基礎,對假廢品產生的原因進行研究。將工序尺寸作為封閉環尺寸,建立新的尺寸鏈,并采用極值法正計算得到間接保證最終設計尺寸合格的必要不充分條件,并結合先于工序尺寸生成的組成環尺寸的實際偏差,提出一種新的假廢品工序尺寸公差范圍計算方法。在假廢品產生后,針對在后續加工工序中如何避免最終設計尺寸不合格的真廢品的產生,利用工藝尺寸鏈中各組成環尺寸的相互補償關系,提出采用對后續加工尺寸進行公差壓縮的方法來補償工序尺寸,并提出采取補救措施后尺寸極限偏差和公差的計算方法。
1 假廢品產生原因分析
1.1 假廢品產生原因理論分析
在工藝基準與設計基準不重合的情況下,采用工藝尺寸鏈對零件加工工序尺寸進行換算的目的是:通過合理確定工序尺寸的基本尺寸P、上極限偏差es和下極限偏差ei來間接保證最終設計尺寸合格,以滿足設計要求[13]。
1.2 假廢品產生原因實例分析
某零件內孔及鍵槽的設計尺寸和工序尺寸如圖1所示,采用以下工藝進行加工:
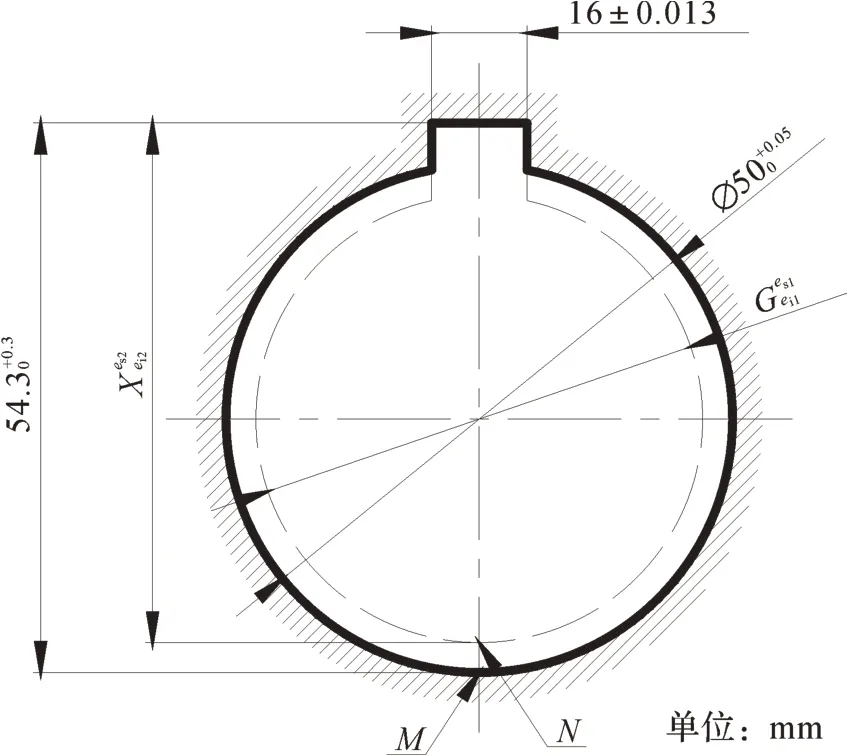
圖1 某零件內孔及鍵槽的設計尺寸和工序尺寸Fig.1 Design dimension and process dimension of inner hole and keyway of a part
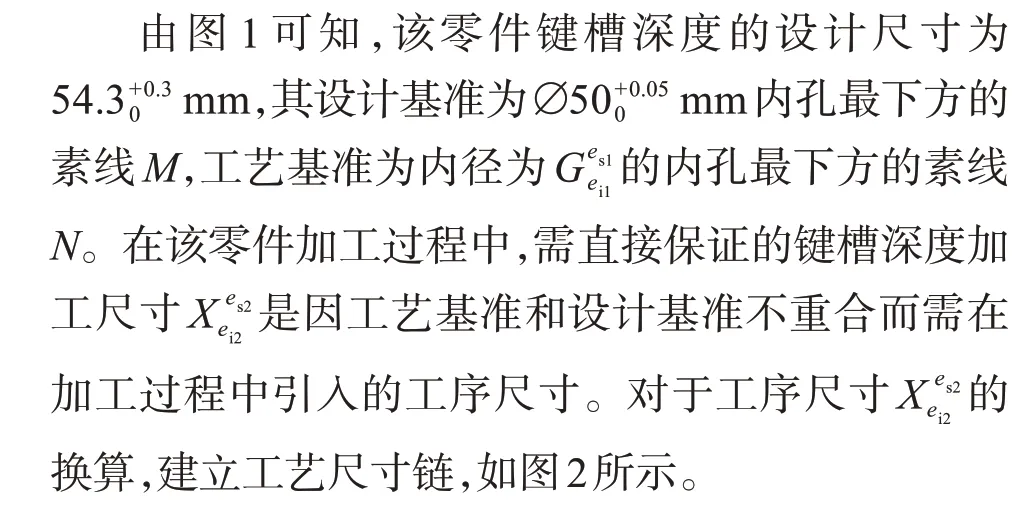
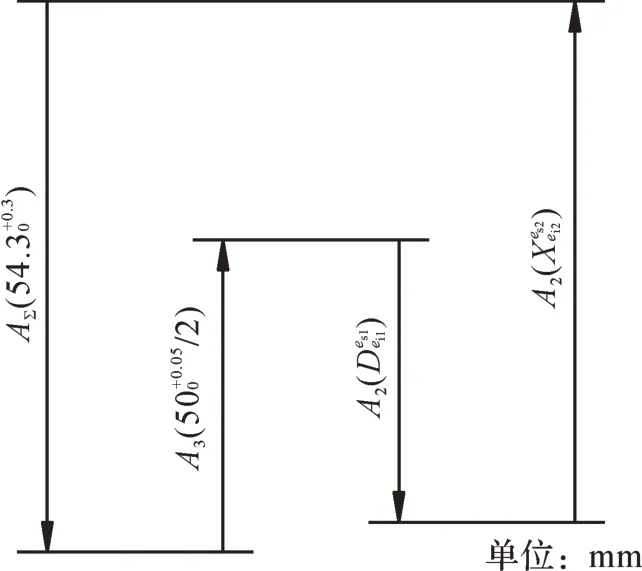
圖2 某零件內孔及鍵槽加工的工藝尺寸鏈Fig.2 Technological dimension chain for inner hole and keyway machining of a part
2 假廢品判定方法
2.1 假廢品判定流程

2.2 假廢品判定實例分析

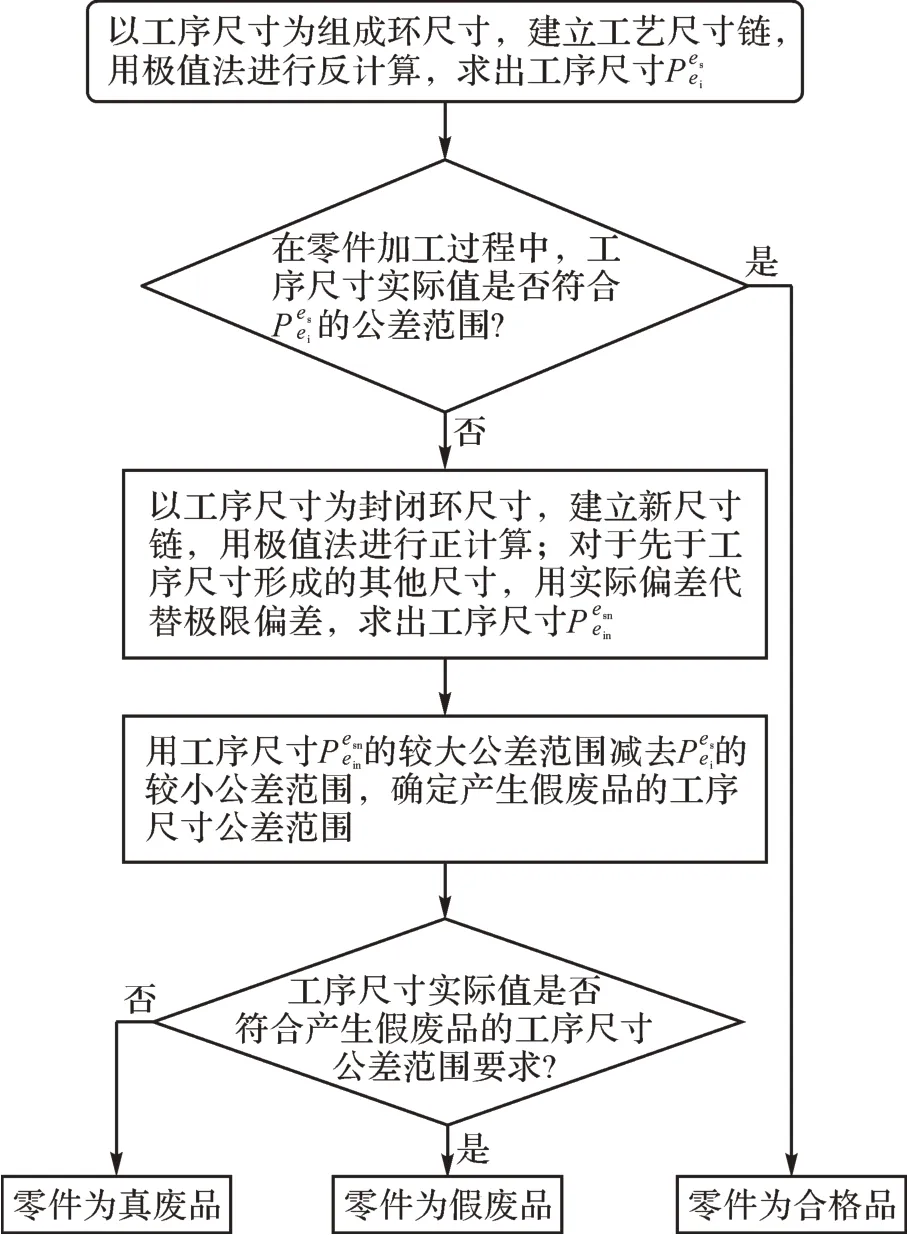
圖3 假廢品判定流程Fig.3 Ⅰdentification flow of false waste product
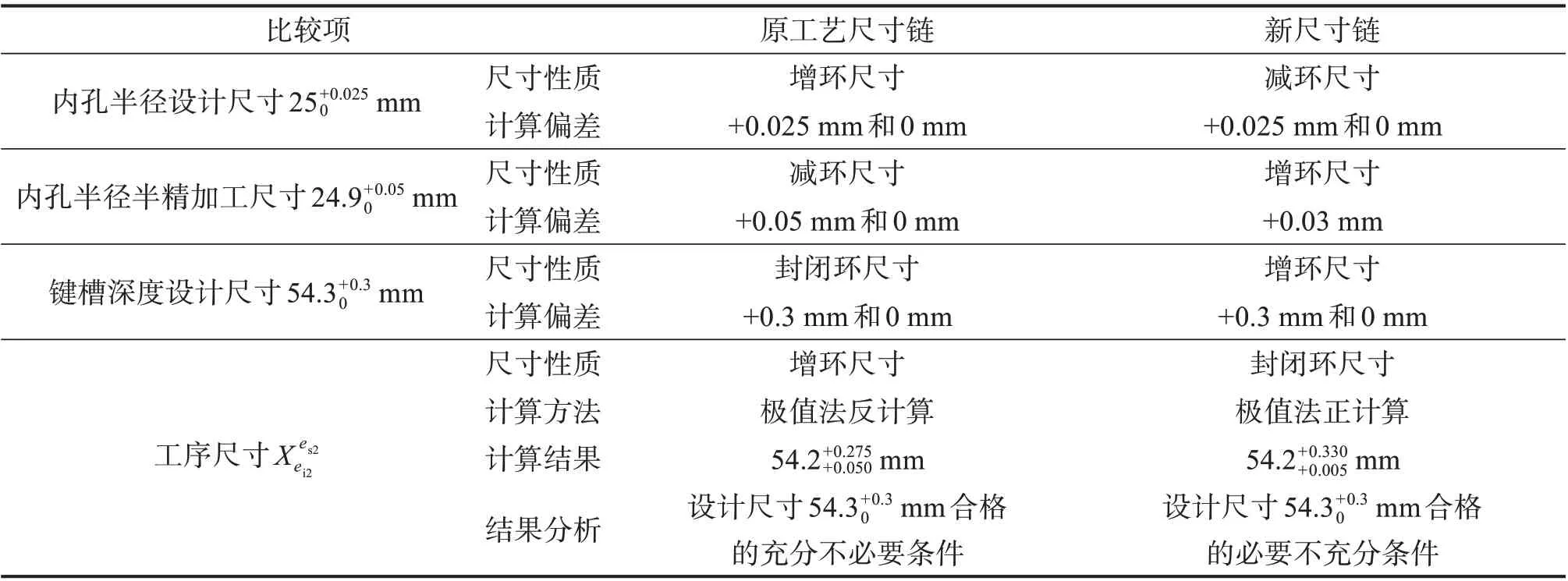
表1 原工藝尺寸鏈和新尺寸鏈的換算過程對比Table 1 Comparison of conversion process between original technological dimension chain and new dimension chain


3 假廢品的補救措施
3.1 假廢品的補救原理

3.2 假廢品補救過程中的公差壓縮
在假廢品補救過程中,若要使后于工序尺寸生成的某組成環尺寸盡量大,則在加工過程中需將其公差在原公差范圍內向上極限偏差方向壓縮。例如,對于需盡量大的組成環尺寸A,設公差壓縮前其上極限偏差為es(A),下極限偏差為ei(A),尺寸公差T(A)=es(A)-ei(A);則公差壓縮后其上極限偏差仍為es(A),下極限偏差變大為e'i(A),尺寸公差T'(A)=es(A)-e'i(A)。由此可知,尺寸A的公差壓縮量為該尺寸對工序尺寸的補償量Q(A),可表示為:

若要使后于工序尺寸生成的某組成環尺寸盡量小,則在加工過程中需將其公差在原公差范圍內向下極限偏差方向壓縮。例如,對于需盡量小的組成環尺寸B,設公差壓縮前其上極限偏差為es(B),下極限偏差為ei(B),尺寸公差T(B)=es(B)-ei(B);則公差壓縮后其下極限偏差仍為ei(B),上極限偏差變小為e's(B),壓縮后尺寸公差T′( )B =e's(B)-ei(B)。由此可知,尺寸B的公差壓縮量即該尺寸對工序尺寸的補償量Q(B),可表示為:

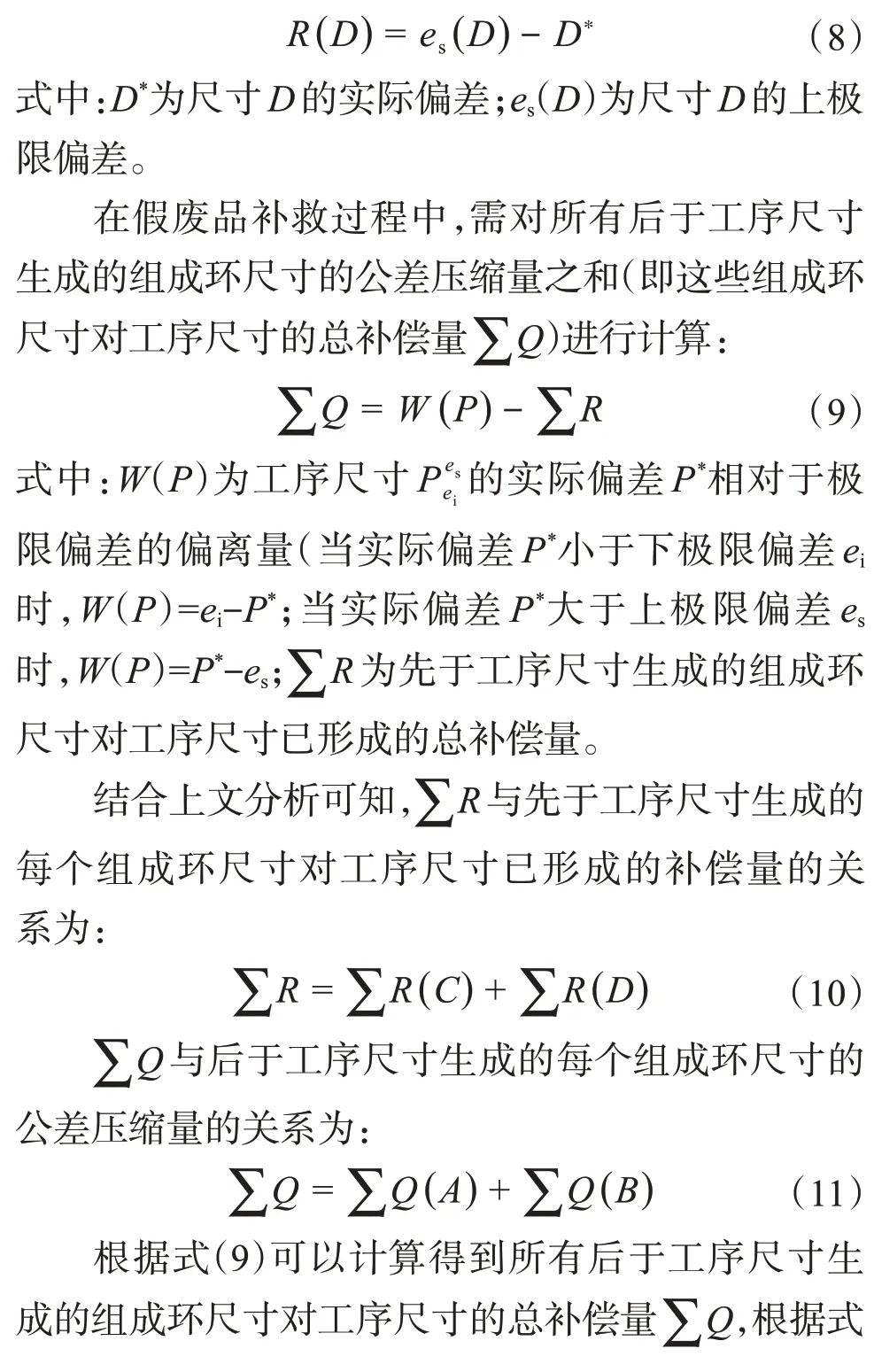
對于先于工序尺寸生成的組成環尺寸,雖然在假廢品產生后,無法再對其采取補救措施,但實際上這些組成環尺寸已對工序尺寸形成補償。當某個先于工序尺寸形成的組成環尺寸C因假廢品補救需盡量大時,其對工序尺寸已形成的補償量R(C)可表示為:

式中:C*為尺寸C的實際偏差;ei(C)為尺寸C的下極限偏差。
當某個先于工序尺寸形成的組成環尺寸D因假廢品補救需盡量小時,其對工序尺寸已形成的補償量R(D)可表示為:
當后于工序尺寸生成的每個組成環尺寸被分配到對應的公差壓縮量之后,可以確定公差壓縮后每個組成環尺寸的上極限偏差或下極限偏差。當在假廢品補救過程中需盡量大的組成環尺寸A 的公差壓縮量為Q(A)時,公差壓縮后該尺寸的下極限偏差(A)為:

當在假廢品補救過程中需盡量小的組成環尺寸B 的公差壓縮量為Q(B)時,公差壓縮后該尺寸的上極限偏差e's(B)為:

聯立式(9)至式(13),可實現對后于工序尺寸生成的所有組成環尺寸在公差壓縮后的極限偏差的計算,具體流程如圖4所示。
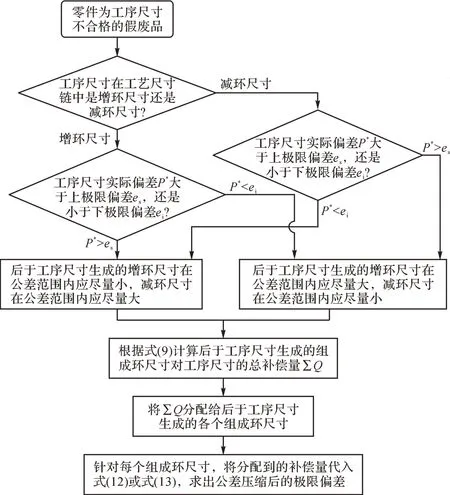
圖4 后于工序尺寸生成的組成環尺寸公差壓縮流程Fig.4 Flow of tolerance compression of composition loop dimension generated after process dimension
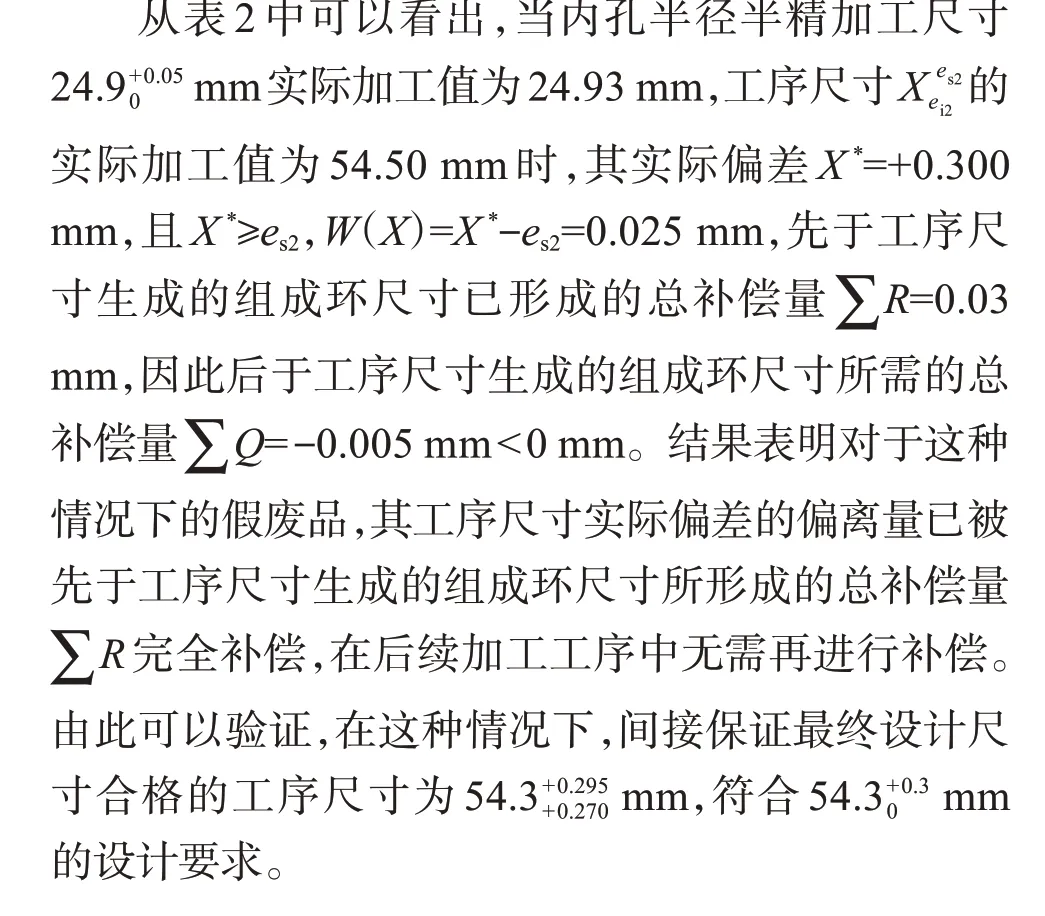
根據式(9)可以看出,假廢品的補償難度取決于工序尺寸實際偏差P*相對于極限偏差的偏離量W(P)和先于工序尺寸生成的組成環尺寸已形成的總補償量∑R:工序尺寸實際偏差的偏離量W(P)越小,已形成的總補償量∑R越大,則后于工序尺寸生成的組成環尺寸總補償量∑Q 就越小,后續加工工序中的補償難度就越小。∑Q ≤0 mm意味著工序尺寸實際偏差的偏離量W(P)已經被先于工序尺寸生成的組成環尺寸完全補償,則在后續加工工序中無需再對工序尺寸進行補償,也無需對后于工序尺寸生成的組成環尺寸進行公差壓縮,即可保證最終設計尺寸在要求的公差范圍內。
3.3 假廢品補救實例
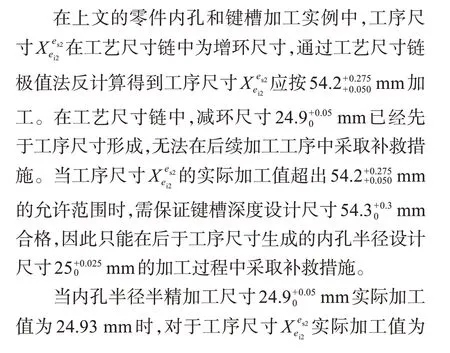

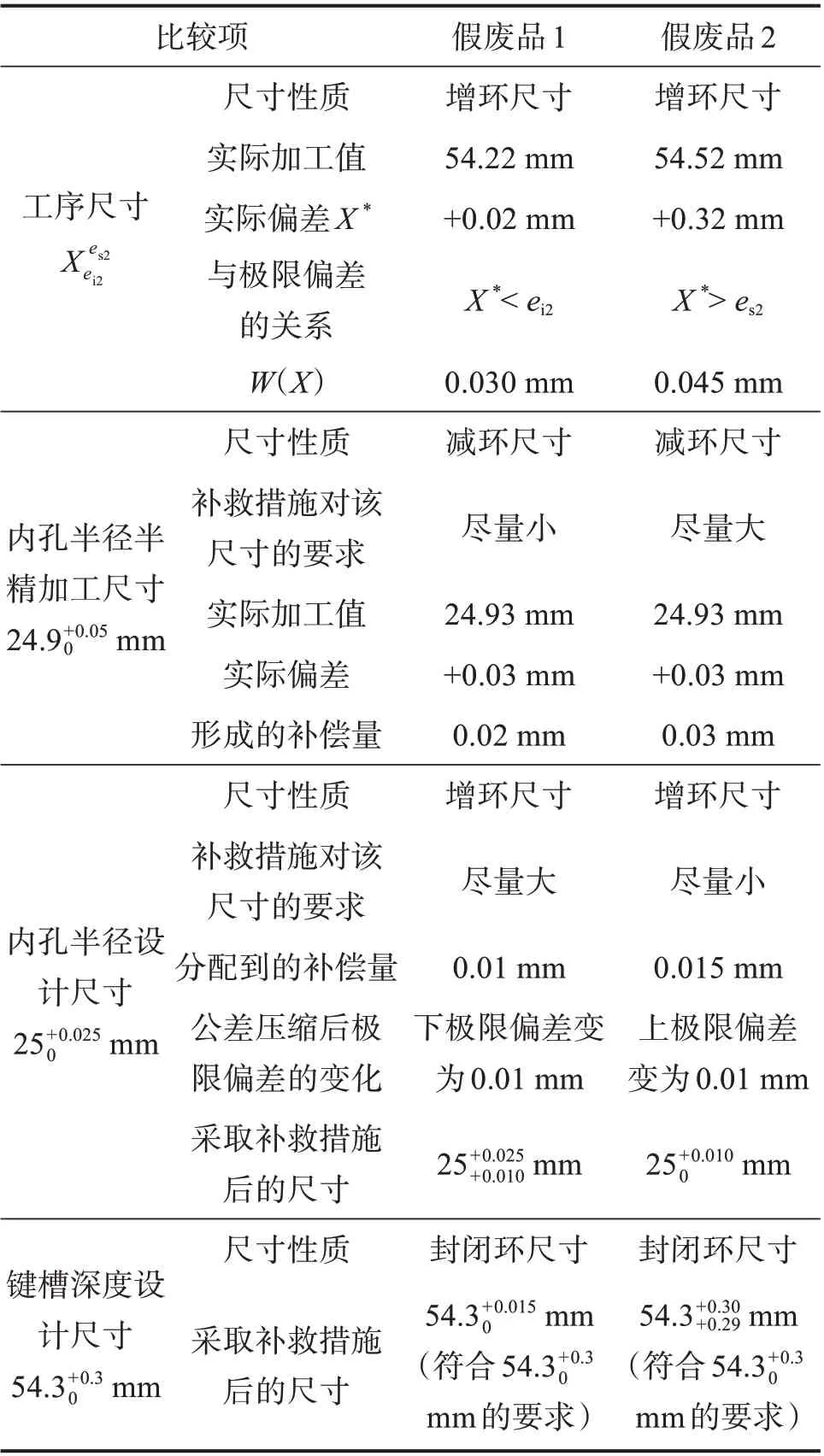
表2 不同情況下假廢品的補救措施分析Table 2 Analysis of remedial measures for false waste product under different conditions
4 結 語
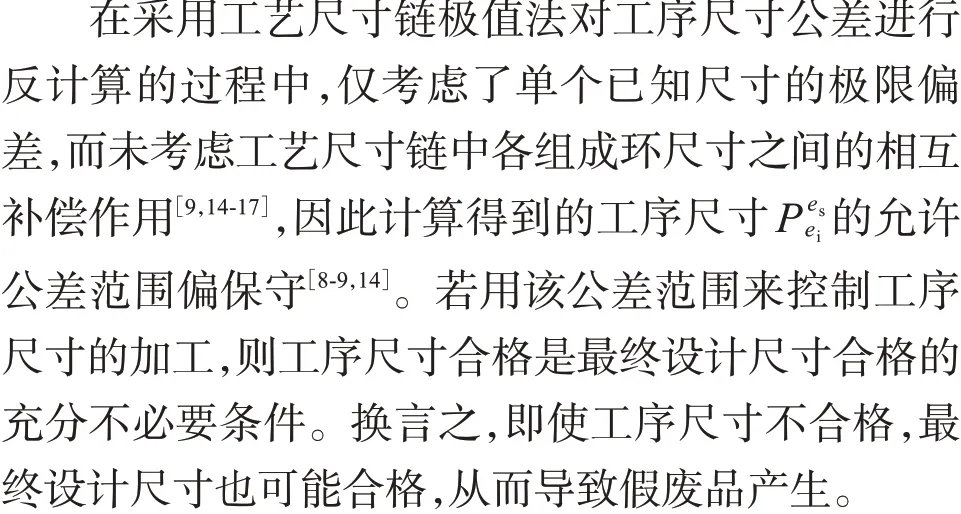
1)在采用工藝尺寸鏈極值法對工序尺寸進行換算的過程中,僅考慮單個已知尺寸的極限偏差,未考慮工藝尺寸鏈中各組成環尺寸之間的相互補償作用時計算得到的工序尺寸公差范圍都偏保守。而工序尺寸合格是間接保證最終設計尺寸合格的充分不必要條件,這是假廢品產生的根本原因。
2)將工序尺寸作為封閉環尺寸,建立新的尺寸鏈,采用極值法正計算得到了間接保證最終設計尺寸合格的必要不充分條件,并結合先于工序尺寸生成的組成環尺寸的實際偏差,提出了一種新的判定假廢品工序尺寸公差范圍的計算方法和流程。該計算方法基于新尺寸鏈,并充分考慮除工序尺寸外其他尺寸的實際偏差,在原有研究方法的基礎上有效縮小了假廢品的工序尺寸公差范圍,使得假廢品的判定較為準確,同時對零件加工實際情況具有較強的針對性,使得假廢品的判定簡單易行。
3)利用工藝尺寸鏈中各組成環尺寸的相互補償關系,提出了采用對后續加工尺寸進行公差壓縮的方法來補救假廢品,并給出了這些尺寸公差壓縮后的極限偏差和公差的計算方法和流程。
所得研究結果可為生產實踐中假廢品的識別和判定提供理論依據,通過在后續加工工序中采取有效的補救措施來避免假廢品轉化為真廢品。此外,上述研究思路可為關于零件加工工藝尺寸鏈的其他研究提供借鑒和參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52