基于Moldflow的大型細(xì)長(zhǎng)塑料件的翹曲變形分析
2021-04-01 06:47:08林蒞蒞譚安平
模具技術(shù) 2021年1期
林蒞蒞,譚安平
(1. 昆山登云科技職業(yè)學(xué)院 工學(xué)院,江蘇 昆山 215300;2. 成都理工大學(xué) 工程技術(shù)學(xué)院 自動(dòng)化工程系,四川 樂(lè)山 614000)
0 引言
傳統(tǒng)的模具生產(chǎn)前期主要依靠設(shè)計(jì)者的經(jīng)驗(yàn)來(lái)進(jìn)行模具結(jié)構(gòu)設(shè)計(jì),后期通過(guò)不斷地試模、修模來(lái)修正設(shè)計(jì)方案[1]。如果在模具設(shè)計(jì)的過(guò)程中加入CAE模擬,對(duì)成型質(zhì)量進(jìn)行預(yù)測(cè),使設(shè)計(jì)更具有科學(xué)性,可極大地提高產(chǎn)品質(zhì)量、縮短生產(chǎn)周期[2]。
大型細(xì)長(zhǎng)塑件尺寸較大,外形上細(xì)而長(zhǎng),尺寸穩(wěn)定性較差。若翹曲變形量較大,強(qiáng)行裝配可能導(dǎo)致裝配縫隙過(guò)大或因內(nèi)應(yīng)力過(guò)大造成塑件龜裂等。
本文以某汽車內(nèi)飾條為例,在模具制造之前,采用模流分析軟件Moldflow進(jìn)行分析,得到最佳工藝參數(shù),并預(yù)測(cè)了翹曲變形量。
1 產(chǎn)品3D建模及材質(zhì)
汽車內(nèi)飾條UG(Unigraphics NX)建模圖如圖1所示,產(chǎn)品尺寸116 mm×142 mm×933 mm,體積為191.2 cm3,屬于大型細(xì)長(zhǎng)塑料件。
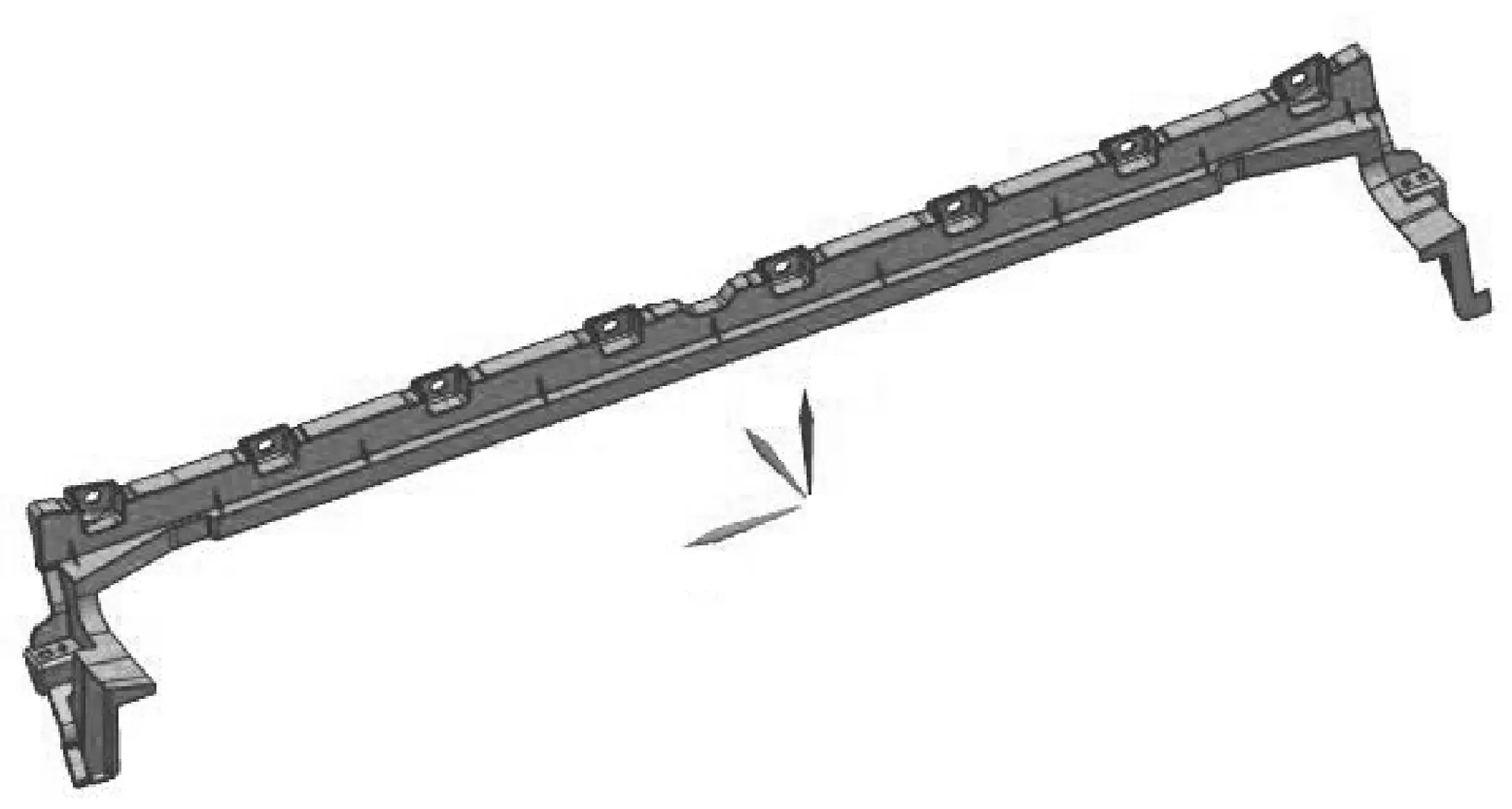
圖1 汽車內(nèi)飾條3D建模
制件的材質(zhì)采用聚碳酸酯(PC)和丙烯腈-丁二烯-苯乙烯共聚物(ABS)的混合物,質(zhì)量配比為:mPC∶mABS=7∶3。這種材料既具有PC樹(shù)脂的優(yōu)良耐熱耐候性、尺寸穩(wěn)定性和耐沖擊性能,又具有ABS樹(shù)脂優(yōu)良的加工流動(dòng)性[3]。

2 澆口及澆注系統(tǒng)
澆口是分流道與型腔之間最狹窄短小的部分。澆口的形式、大小、數(shù)量及位置的確定在很大程度上決定了制品質(zhì)量的好壞,也影響成型周期的長(zhǎng)短。熔接痕、氣穴、翹曲變形等缺陷都是澆口設(shè)計(jì)不當(dāng)所造成的[4]。
2.1 平衡式進(jìn)澆與非平衡式進(jìn)澆的特點(diǎn)
收縮不一致是產(chǎn)生翹曲變形的重要原因,而澆口的不平衡是造成收縮不一致的主要因素。如果澆注系統(tǒng)進(jìn)澆平衡,則有:
1) 制件填充末端的填充時(shí)間相近,模腔壓力均勻;
2) 模腔壓力、V/P切換壓力、鎖模力都比較小;
3) 產(chǎn)品各部位收縮率一致,制件的成型質(zhì)量比較好,翹曲變形量小。
若澆注系統(tǒng)進(jìn)澆不平衡,則有:
1) 填充末端的填充時(shí)間有差異;
2) 未充滿的部位繼續(xù)填充,已充滿的部位形成保壓甚至過(guò)保壓的狀態(tài);
3) 模腔壓力不均勻,先充滿的部位壓力大,未充滿的部位壓力小;
4) 模腔壓力大,V/P切換壓力大,鎖模力大,機(jī)臺(tái)能耗大;
5) 制件收縮不一致,先充滿的收縮率小、后充滿的收縮率大,制件翹曲變形概率增加;
6) 若模腔壓力極不平衡,則先充滿的部位密度大大增加,產(chǎn)生毛邊和飛邊。
2.2 Moldflow最佳澆口分析
運(yùn)用模流分析軟件Moldflow可以分析出最佳的澆口位置,解決流動(dòng)平衡的問(wèn)題。考慮到本制件比較長(zhǎng),澆口不宜選用單點(diǎn)進(jìn)澆。另外,澆口數(shù)量不宜太多,否則產(chǎn)品熔接痕風(fēng)險(xiǎn)增大,影響產(chǎn)品的表面外觀質(zhì)量。另外,澆口數(shù)量太多會(huì)增加熱流道的成本。為了保證填充效率和流動(dòng)性,選用三點(diǎn)進(jìn)澆的熱流道澆注系統(tǒng)。在Moldflow軟件中對(duì)產(chǎn)品進(jìn)行網(wǎng)格劃分后,采用最佳澆口模塊分析出三點(diǎn)進(jìn)澆的最佳位置,如圖2所示。

圖2 最佳澆口分析(三點(diǎn)進(jìn)澆,流動(dòng)阻力為1.000)
若塑料熔體從最佳澆口進(jìn)入型腔,遇到的阻力較小,模腔壓力均勻,鎖模力較小,產(chǎn)品各部位收縮率一致,制件的成型質(zhì)量較好,翹曲變形量小。
2.3 型腔布局及澆注系統(tǒng)建立
根據(jù)產(chǎn)品特點(diǎn),考慮到模具成本,型腔布局采用一模二腔的布局。澆口的直徑一般為0.5~2.0 mm。考慮到產(chǎn)品為大型制件,材質(zhì)為PC/ABS,流動(dòng)性不如純ABS,因此澆口采用直徑較大(1.5 mm)的澆口。結(jié)合最佳澆口分析出的三點(diǎn)進(jìn)澆具體位置,建立熱流道澆注系統(tǒng)模型,如圖3所示。

圖3 一模二腔的熱流道澆注系統(tǒng)模型
2.4 流道長(zhǎng)短不同對(duì)流動(dòng)平衡的校驗(yàn)
由于流道長(zhǎng)度有差異,會(huì)略微影響流道的平衡,需要對(duì)流道的平衡性進(jìn)行校驗(yàn),主要是檢測(cè)各個(gè)進(jìn)澆點(diǎn)在匯合處是否形成多個(gè)末端填充區(qū)域。如果熔體在各個(gè)末端區(qū)域的凝固時(shí)間不一致,則先凝固的區(qū)域會(huì)形成保壓過(guò)度狀態(tài),與后凝固的區(qū)域壓力不一致,導(dǎo)致整體收縮率不一致,進(jìn)而產(chǎn)生翹曲變形。熔體匯合區(qū)域如圖4所示。

圖4 熔體匯合區(qū)域(充填時(shí)間為1.594 s)
由圖4可知:由于流道長(zhǎng)短有區(qū)別,中間澆口進(jìn)澆的時(shí)間為0.284 s,側(cè)面進(jìn)澆的時(shí)間為0.715 s,進(jìn)澆時(shí)間之差為0.431 s,這可能產(chǎn)生不平衡進(jìn)澆,導(dǎo)致壓力不均勻,需要做進(jìn)澆平衡性校驗(yàn)。
當(dāng)填充時(shí)間為1.600 s時(shí),中間澆口進(jìn)澆的熔體與側(cè)面進(jìn)澆的熔體即將匯合,但澆口匯合處未形成填充末端凍結(jié)區(qū)域。當(dāng)填充時(shí)間為1.728 s時(shí),凍結(jié)層因子分析圖如圖5所示。由圖5可知,此時(shí)熔體匯合區(qū)域的凍結(jié)層因子為0,未凍結(jié)。此時(shí),中間澆口和側(cè)面澆口的熔體匯合繼續(xù)向末端填充區(qū)域流動(dòng),在2.550 s時(shí)充滿型腔。

圖5 填充時(shí)間為1.728 s時(shí)的凍結(jié)層因子
經(jīng)過(guò)分析得知:流道長(zhǎng)短的差異不會(huì)形成多個(gè)填充末端區(qū)域,壓力是均勻的。
2.5 依據(jù)最佳澆口位置進(jìn)行模具設(shè)計(jì)
在大型復(fù)雜制件的模具設(shè)計(jì)過(guò)程中,最為困擾模具工程師的就是澆口位置和澆注系統(tǒng)的設(shè)計(jì)。有了模流分析的科學(xué)預(yù)測(cè),模具工程師就可以輕松地進(jìn)行模具設(shè)計(jì),不必?fù)?dān)心因澆口錯(cuò)誤而導(dǎo)致的模具修模。模具設(shè)計(jì)中的熱流道澆注系統(tǒng)如圖6所示。

圖6 依據(jù)最佳澆口位置設(shè)計(jì)的熱流道澆注系統(tǒng)
3 冷卻系統(tǒng)校驗(yàn)
3.1 大型制件的冷卻分析特點(diǎn)
在模流分析初期,由于模具結(jié)構(gòu)還沒(méi)設(shè)計(jì)完成,大型復(fù)雜塑件不宜在Moldflow軟件中設(shè)計(jì)水路。真實(shí)的水路設(shè)計(jì)是在模具的成型零部件、澆注系統(tǒng)、導(dǎo)向與脫模機(jī)構(gòu)、抽芯機(jī)構(gòu)等設(shè)計(jì)完成之后進(jìn)行的。這是因?yàn)樗芸滓荛_(kāi)型腔、澆注系統(tǒng)、頂桿、斜頂、斜導(dǎo)柱及滑塊、導(dǎo)柱等,否則會(huì)發(fā)生零件干涉和漏水。
大型復(fù)雜塑件冷卻系統(tǒng)宜用UG模具設(shè)計(jì)的真實(shí)水路,然后導(dǎo)入到Moldflow中,通過(guò)模流分析結(jié)果來(lái)驗(yàn)證UG模具設(shè)計(jì)的水路是否合理。若水路設(shè)計(jì)不合理,在不發(fā)生干涉和漏水的前提下,在UG中局部修改水路,重新導(dǎo)入Moldflow進(jìn)行驗(yàn)證,直到合理為止。
3.2 冷卻系統(tǒng)建模
UG模具設(shè)計(jì)的冷卻管路如圖7所示。

圖7 UG模具設(shè)計(jì)中的冷卻管道
將水路管道的中心線提取出來(lái),導(dǎo)入到Moldflow中進(jìn)行處理,并劃分網(wǎng)格,得到冷卻管道有限元模型,如圖8所示。

圖8 冷卻管道有限元模型
3.3 冷卻系統(tǒng)合理性的評(píng)判標(biāo)準(zhǔn)及校驗(yàn)結(jié)果

圖9 模具溫度模擬結(jié)果
冷卻不均引起的翹曲變形如圖10所示。

圖10 冷卻不均產(chǎn)生的翹曲變形(變形比例因子為1.000)
可以發(fā)現(xiàn),由冷卻不均引起的最大翹曲變形量只有0.064 mm,對(duì)于近1 m長(zhǎng)的大型制件來(lái)說(shuō),可以忽略不計(jì)。此時(shí),冷卻系統(tǒng)校驗(yàn)完成,此次模具設(shè)計(jì)的冷卻系統(tǒng)比較合理,無(wú)須更改。
4 使用模流分析確定工藝參數(shù)
工藝參數(shù)包括熔體溫度、模具溫度、注射時(shí)間、保壓時(shí)間、保壓壓力等。由于參數(shù)較多,工藝師調(diào)試時(shí)往往憑經(jīng)驗(yàn)確定大致范圍,然后通過(guò)試模查看產(chǎn)品的缺陷,并逐步改變工藝參數(shù)。整個(gè)試模過(guò)程缺乏科學(xué)依據(jù),造成大量塑料原料浪費(fèi),調(diào)試時(shí)間長(zhǎng),成本增加。
4.1 注射時(shí)間
Moldflow的成型窗口分析可以提供注射時(shí)間、模具溫度和熔體溫度的推薦值。
圖11為成型質(zhì)量XY示意。可以看出,當(dāng)注射時(shí)間X為1.28時(shí),曲線的縱坐標(biāo)值最高(縱坐標(biāo)值最大為1,無(wú)量綱),成型質(zhì)量最好。

圖11 成型質(zhì)量XY示意
4.2 保壓時(shí)間
在保壓的過(guò)程中,熔體流速很小,保壓時(shí)間不能過(guò)短也不能過(guò)長(zhǎng)。如果保壓時(shí)間過(guò)短,熔體不能到達(dá)需要補(bǔ)縮的位置,制件可能出現(xiàn)短射、縮水等缺陷;相反,保壓時(shí)間過(guò)長(zhǎng),澆口早已凍結(jié),制件的重量不再增加,繼續(xù)增加保壓時(shí)間會(huì)增加成型周期,造成對(duì)時(shí)間及機(jī)臺(tái)能源浪費(fèi),增加成本。
在實(shí)際的試模過(guò)程中,試模人員會(huì)通過(guò)稱重制件來(lái)判斷最佳保壓時(shí)間。有了模流分析軟件Moldflow,模流分析人員可在軟件中查看制件質(zhì)量的變化情況,不必到現(xiàn)場(chǎng)去稱重,這極大地減少了塑料原料成本和人力成本,節(jié)約了試模時(shí)間。
制件質(zhì)量模擬稱重如圖12所示。當(dāng)成型時(shí)間為7.995 s時(shí),型腔質(zhì)量幾乎不再增加,表明澆口已經(jīng)凍結(jié)。查看分析日志可知螺桿由速度控制轉(zhuǎn)為壓力控制(V/P切換)的時(shí)間點(diǎn)約為3.2 s。根據(jù)計(jì)算公式:保壓時(shí)間=澆口凍結(jié)時(shí)間-V/P切換時(shí)間。計(jì)算可知,最佳保壓時(shí)間約為5.0 s。

圖12 制件質(zhì)量模擬稱重
4.3 保壓壓力
在澆口凍結(jié)之前,熔體在注射壓力作用下繼續(xù)向模腔補(bǔ)充熔體,產(chǎn)生保壓補(bǔ)縮的流動(dòng)。保壓的壓力不宜過(guò)小或過(guò)大。保壓壓力過(guò)小起不到保壓補(bǔ)縮的作用;保壓壓力過(guò)大可能使制件密度過(guò)大、產(chǎn)生飛邊、頂件困難。
查看分析日志,最大注射壓力為122 MPa。設(shè)置4種方案。方案1~4的保壓壓力分別為80、90、100、110 MPa,模擬得到的翹曲變形量分別為6.357、5.462、4.634、4.208 mm,如圖13所示。

圖13 不同保壓壓力下制件的翹曲變形量(變形比例因子為1.000)
制件要求翹曲變形量在5 mm以下,因此方案3和方案4滿足要求。由于方案4保壓壓力過(guò)大,有可能產(chǎn)生密度過(guò)大、出現(xiàn)飛邊、頂件困難等風(fēng)險(xiǎn)。因此,選擇保壓壓力方案3(100 MPa)。至此,工藝參數(shù)優(yōu)化結(jié)束。
5 結(jié)論
(1) 為了保證大型細(xì)長(zhǎng)制件成型的尺寸穩(wěn)定性,在模具制造之前,采用模流分析軟件進(jìn)行預(yù)測(cè)及優(yōu)化,分析流程為:優(yōu)化澆口→模具設(shè)計(jì)→校驗(yàn)冷卻系統(tǒng)→分析工藝參數(shù)。
(2) 運(yùn)用Moldflow最佳澆口模塊得出了三點(diǎn)進(jìn)澆的最佳位置,建立一模兩腔的熱流道澆注系統(tǒng),因流道長(zhǎng)短不同,對(duì)流動(dòng)平衡性進(jìn)行校驗(yàn),校驗(yàn)合格。
(3) 模具設(shè)計(jì)完成之后,將水路導(dǎo)入到Moldflow中,對(duì)冷卻系統(tǒng)進(jìn)行校驗(yàn),發(fā)現(xiàn)凸凹模模溫一致,冷卻不均產(chǎn)生的翹曲變形量可忽略不計(jì),證明模具設(shè)計(jì)的水路比較合理。
(5) 模具制造前采用模流分析軟件,為模具設(shè)計(jì)及試模調(diào)試提供了科學(xué)依據(jù),極大地降低修模費(fèi)用和成本,能更快、更優(yōu)質(zhì)地把產(chǎn)品交付給客戶。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
