正時皮帶斷裂分析及改進
2021-04-25 05:54:46王睿周兆鵬楊文釗
內燃機與動力裝置 2021年2期
王睿,周兆鵬,楊文釗
1. 內燃機可靠性國家重點實驗室,山東 濰坊 261061;2. 濰柴動力股份有限公司,山東 濰坊 261061
0 引言
正時皮帶是汽車發動機配氣機構的重要部件,用來保證凸輪軸、曲軸相互運動關系。正時齒形皮帶通過與曲軸的連接并配合一定的傳動比來保證進、排氣時間的準確性。皮帶傳動噪聲小、自身變化量小且易于補償。
在柴油機共軌系統中,正時皮帶由于發生跳齒、最優相位選擇錯誤等問題可造成運動部件位置關系改變,導致發動機運轉不良、活塞撞擊氣門,甚至造成發動機主要部件報廢等問題[1]。
以某輕型柴油機為研究對象,基于故障樹分析法分析正時皮帶磨損、搖臂斷裂故障的原因,通過仿真計算確定噴油泵最優相位,并通過耐久試驗驗證改進方案的有效性。
1 故障現象
某4缸輕型柴油機開發過程中,進行臺架例行保養(油水電等常規檢查),熱機后進行常規耐久試驗約1 h發生功率異常報警,停車檢查未發現明顯異常,而重新啟動發動機時無法正常起動。經排查,油路無異常,INCA數據無報錯,增壓器等無異常。在臺架上簡易拆檢,發現發動機出現正時皮帶破損、正時錯亂、搖臂斷裂等故障,如圖1所示。

a)搖臂斷裂 b)正時皮帶磨損圖1 故障實拍圖
2 故障樹分析法
故障樹分析法(fault tree analysis,FTA)是由上往下的演繹式失效模式分析法,既可以用于協助設計滿足創建輸出或較低層模組的需求,也可用作診斷工具,用來識別及診斷故障產生的原因[2-3]。
首先基于FTA法分析正時皮帶磨損斷裂故障,找出引起該故障的原因,再根據部件關鍵重要度的計算結果確定各故障原因的影響大小,識別分析出故障根源,并通過仿真分析驗證風險規避措施的有效性。正時皮帶斷裂故障樹分析如圖2所示。

圖2 正時皮帶磨損斷裂故障樹分析圖
由圖2可知,正時皮帶失效原因較多,主要有皮帶壽命超期、發動機工況改變、皮帶質量不滿足要求、張緊輪質量不滿足要求、皮帶輪齒形不滿足要求、噴油泵正時裝配錯誤(運行時間較長,可以排除凸輪軸正時裝配錯誤)等。需對眾多原因進行分析與排除,確認本次故障的根本原因。
3 故障原因分析
3.1 皮帶壽命分析
為驗證皮帶壽命的可靠性,對正時皮帶的使用壽命進行測量試驗,轉子測量臺如圖3所示。轉子測量臺模擬發動機工作時前端輪系轉動實況,分別進行變速工況及穩態工況下的耐久循環直至皮帶疲勞磨損,得到正時皮帶多狀態下的使用壽命。前端輪系布置分布如圖4所示,輪系內包含機油泵齒帶輪、噴油泵齒帶輪、水泵齒帶輪、凸輪軸齒帶輪、張緊輪、正時皮帶等[4],其中凸輪軸采用頂置雙凸輪軸,采取頂置分布的凸輪軸可直接通過搖臂來驅動氣門或凸輪軸直接驅動氣門,省去了挺柱和推桿,使往復運動質量大大減小,適用于高速發動機[5]。
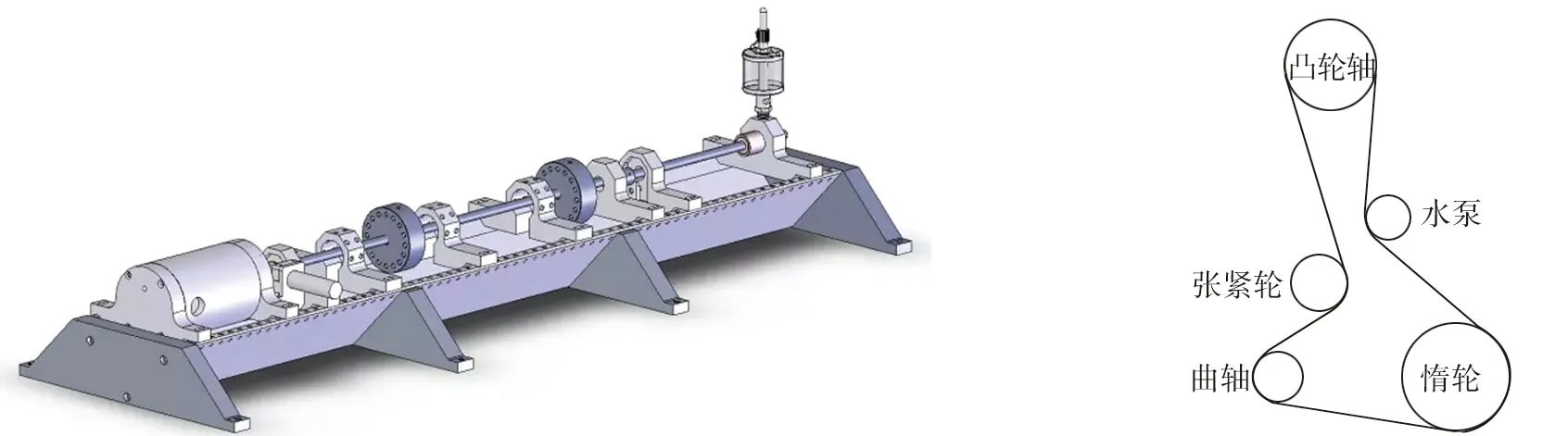
圖3 轉子試驗臺 圖4 前端輪系布置
以2根相同正時皮帶分別運行變速、穩態兩種工況,測試正時皮帶的壽命。兩種工況的具體設置和運行情況見表1、2。

表1 變速工況下正時皮帶壽命運行情況

表2 穩定工況下正時皮帶壽命運行情況
由表1、2可知,正時皮帶使用周期至少為6040 h,遠大于此次故障耐久試驗運行時長743 h,可排除由皮帶壽命問題引發的磨損故障。
3.2 工況及技術路線改變的影響
由于該輕型柴油機排放由國五[6]升級為國六[7],因此推測工況及技術路線的改動對正時皮帶可靠性有影響[8],以下為該輕型發動機排放升級時技術路線及結構變化。
1)油泵壓力由160 MPa提升至180 MPa,由此導致的扭矩變化如圖5所示。

圖5 不同油泵壓力下扭矩變化曲線
2)國五排放標準的柴油機技術路線為選擇性催化還原技術,國六技術路線為廢氣再循環-顆粒捕集器-氧化催化器-選擇性催化還原,后處理系統有所升級。
3)更換噴油泵、增壓器等零部件。
排放升級前后柴油機性能變化如表3所示。

表3 排放升級前后的發動機性能指標變化
由表3可知,排放升級導致低速扭矩和標定爆壓均有輕微變動,扭矩由290 N·m增大至300 N·m,缸內爆壓由16.0 MPa提升至16.2 MPa。發動機扭矩從曲軸端輸出力矩,在功率不變的條件下與發動機轉速成反比,反映一定范圍內發動機的負載能力[9]。前端輪系輸出力矩增大、負載提高,對正時皮帶磨損的影響較小。
3.3 張緊輪質量分析
對故障機上的張緊輪按照質檢標準[10]進行質量檢測及拆檢,重點監測參數如表4所示。

表4 張緊輪重要性能參數采集對比表
由表4可知,張緊輪的拉力、阻尼、垂直度、飛輪壓力4項關鍵參數測試值都滿足標準要求,未發現異常。
拆檢過程中可確認張緊輪的套筒、彈簧、減震圈等零件表面狀態良好,未發現斷裂或異常磨損,僅張緊輪熱點檢測儀有皮帶斷裂現象,結合正時皮帶背面整圈劃痕,判斷為正時皮帶與噴油泵匹配相位錯誤后斷裂留下的劃痕[11]。張緊輪拆檢如圖6所示。

圖6 張緊輪拆檢示意圖
3.4 皮帶輪齒形及質量分析
曲軸皮帶輪、噴油泵皮帶輪、凸輪軸皮帶輪試驗件返廠進行齒形數據測量,結果如表5所示。由表5可知,同軸度、直線度、粗糙度、端面平行度等重要參數均滿足圖紙技術要求,未發現異常。檢測皮帶尺寸、強度等物理性數據,結果如表6所示。由表6可知,各指標均在合理范圍內。因此,皮帶輪齒形及質量對正時皮帶斷裂無明顯影響。

表5 皮帶輪齒形參數測量

表6 正時皮帶尺寸、物理數據測量結果
3.5 噴油泵正時分析
以上故障原因被逐一排除,在張緊輪拆檢過程中觀察斷裂件裂縫及皮帶劃痕,推斷正時皮帶斷裂原因為噴油泵和正時皮帶匹配錯亂。
為驗證推斷的準確性,以“+”代表順時針轉動1個齒,“-”代表逆時針轉動1個齒,對油泵進行最優相位角測試。試驗皮帶采用B2型號,張緊輪為T1型號,油溫控制在90 ℃,測試時間為6 h,其余試驗條件如表7所示。不同扭矩下的張緊器擺幅如表8所示,其中0°代表故障試驗時選擇的油泵相位,以此為基礎0相位(最大升程位于發動機第一缸上止點處)。

表7 油泵帶輪相位角測試方案

表8 不同扭矩下的張緊器擺幅 mm
由表8可知,在+4和+6齒位時引擎負載較小,張緊輪擺幅也相對較小,正時皮帶受到的力矩矢量和越小,對比零相位時張緊輪的擺幅優化效果顯著,因此,+4和+6為油泵相位的優先選擇。
4 相位優化方案與驗證
4.1 優化方案
為使發動機處于可靠性最優狀態,在不同轉速下測量+4和+6兩種相位的張緊輪振幅,在二者中擇優。
在圓凸輪軸帶輪傳動下,噴油泵和正時皮帶呈正弦曲線波動,其波峰重合度越小,共振幾率越小[12],此時張緊輪擺幅小且穩定,正時皮帶不易磨損。通常張緊輪振幅越小,油泵相位越合適。不同相位的張緊輪振幅隨轉速的變化對比曲線如圖7所示。
該輕型柴油機常用工況轉速在2500 r/min以下,所以重點考核范圍為500~2500 r/min。由圖7可知,在該范圍內的同一轉速下,+6相位的張緊輪擺幅總體小于+4相位的擺幅。因此,+6相位為油泵相位的最優選擇。圖8為相位調整后的油泵三維圖,紅色處為+6相位(調整過后的標準相位)。

圖7 不同相位的張緊輪振幅隨轉速的變化對比曲線 圖8 油泵+6相位的三維示意圖
4.2 驗證
優化相位后,在該輕型柴油機上進行耐久循環試驗驗證,共進行3次負載耐久循環試驗,每次試驗時間為500 h;1次制動耐久試驗,試驗時間為500 h。4次試驗皆未出現正時皮帶相關故障。
綜上所述,正時皮帶斷裂故障的主要原因為油泵相位選擇錯誤,+6相位為油泵的最優選擇相位。
5 結論
通過理論分析和試驗驗證,詳細分析了正時皮帶斷裂的潛在原因,并進行了排除與驗證。
1)油泵相位選擇錯誤為正時皮帶斷裂的主要原因。
2)該輕型機排放升級后標準工況改變是導致皮帶斷裂的次要原因。
3)噴油泵與正時皮帶在輕型柴油機運轉時呈正弦曲線波動,當匹配不當時,兩者波峰易疊加產生共振,導致張緊輪振幅增大,此時皮帶斷裂風險增大,其最優相位為+6相位。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
