柴油機氣缸套四點磨損分析及機體結構優化
2021-04-25 05:54:48李玉強王有治宋嬌朱海燕戴雨華周濤張紅雨
內燃機與動力裝置 2021年2期
關鍵詞:變形
李玉強,王有治,宋嬌,朱海燕,戴雨華,周濤,張紅雨
1.內燃機可靠性國家重點實驗室,山東 濰坊 261061; 2.濰柴動力股份有限公司,山東 濰坊 261061
0 引言
氣缸套和活塞環是柴油機最重要的摩擦副之一,活塞在氣缸套表面高速運動,活塞環外壁和氣缸套內壁受到強烈的摩擦,因此需要活塞環與氣缸套建立良好的潤滑油膜減輕磨損[1-3]。柴油機工作過程中,氣缸套一環位置承受燃氣的高溫和高爆壓,工作環境最為苛刻,很容易發生異常磨損,導致柴油機壓縮壓力降低、功率下降、燃油和機油消耗增加、積碳嚴重、柴油機振動加劇、噪聲增大等問題,甚至造成連桿、活塞、氣缸套損傷等可靠性問題。因此,研究氣缸套和活塞環的異常磨損很有必要。本文中針對某六缸柴油機氣缸套一環上止點處的異常磨損,分析異常磨損原因,提出改進方案并進行試驗驗證。
1 故障描述
某六缸柴油機在完成1000 h耐久試驗后拆檢,發現6個氣缸套一環上止點附近的前端、主推力側、后端和副推力側都存在不同程度的磨損(簡稱四點磨損)。本文中以磨損較為嚴重的第5缸為研究對象進行分析,第5缸氣缸套磨損情況如圖1所示,圖中紅圈所示為缸套磨損區。

a)前端 b)主推力側 c)后端 d)副推力側圖1 第5缸氣缸套四點磨損情況
2 故障原因分析
氣缸套磨損的主要影響因素有氣缸套變形、活塞積碳和活塞環磨損[4-5],現從這幾個方面對氣缸套磨損進行分析。
2.1 氣缸套變形
2.1.1 冷態工況
氣缸套通過缸蓋螺栓把緊在機體上。在冷態工況下,氣缸套變形主要受缸蓋螺栓把緊力的影響[6]。發動機運行過程中,氣缸套活塞環在上下止點位置難以形成穩定的潤滑油膜,而上止點處溫度最高,因此最大磨損位置常發生在上止點附近[7]。在缸蓋螺栓把緊狀態下,采用V-INCOMETER測量系統對氣缸套上止點一環附近變形量進行測量,該測量系統可直接測量裝配后的氣缸套內孔并且能夠進行傅里葉變換解析[8]。氣缸套一環變形量如圖2所示,其中:0°方向為機體前端,90°方向為機體主推力側,180°方向為機體后端,270°方向為機體副推力側;氣缸套一環變形量傅里葉解析結果如表1所示。

a)三維模型圖 b)一環變形量圖2 氣缸套一環變形量

表1 氣缸套一環變形量各階次傅里葉解析結果 μm
第四階傅里葉變形主要受缸蓋螺栓把緊力影響,最大變形在允許限值范圍內;其余各階變形傅里葉解析結果也未超出限值,且氣缸套一環整體變形量在±8 μm內,因此,可排除冷態下氣缸套變形對氣缸套四點磨損的影響。
2.1.2 熱態工況
柴油機在工作過程中,氣缸套內壁直接受到高溫燃氣的熱應力作用,產生熱變形,變形的大小直接決定氣缸套與活塞環的貼合程度,進而影響氣缸套的磨損程度[9]。熱態工況下對氣缸套一環處變形量進行仿真分析,仿真結果如圖3所示(圖中單位為mm)。
由圖3可知,熱態工況下,氣缸套一環變形量比機體缸孔變形大21%,熱態爆壓工況下,氣缸套一環處變形進一步增大,氣缸套一環變形受熱和爆壓的影響較大。
氣缸套變形會影響活塞環與氣缸套的貼合程度。貼合程度差,會導致發動機漏氣量大,機油耗高,嚴重時會造成活塞拉缸[10]。在做功沖程下,活塞一環受到燃氣的外膨脹力,和氣缸套貼合良好,在非做功沖程下,活塞環與氣缸套的貼合程度主要受到氣缸套變形的影響。對活塞環與氣缸套的貼合程度進行仿真分析,一環與氣缸套接觸壓力分布和間隙如圖4、5所示。由圖4、5可知,在上止點位置,一環在前后端方向及主、副推力側方向與氣缸套存在2.25~4.25 μm的間隙,貼合較差。
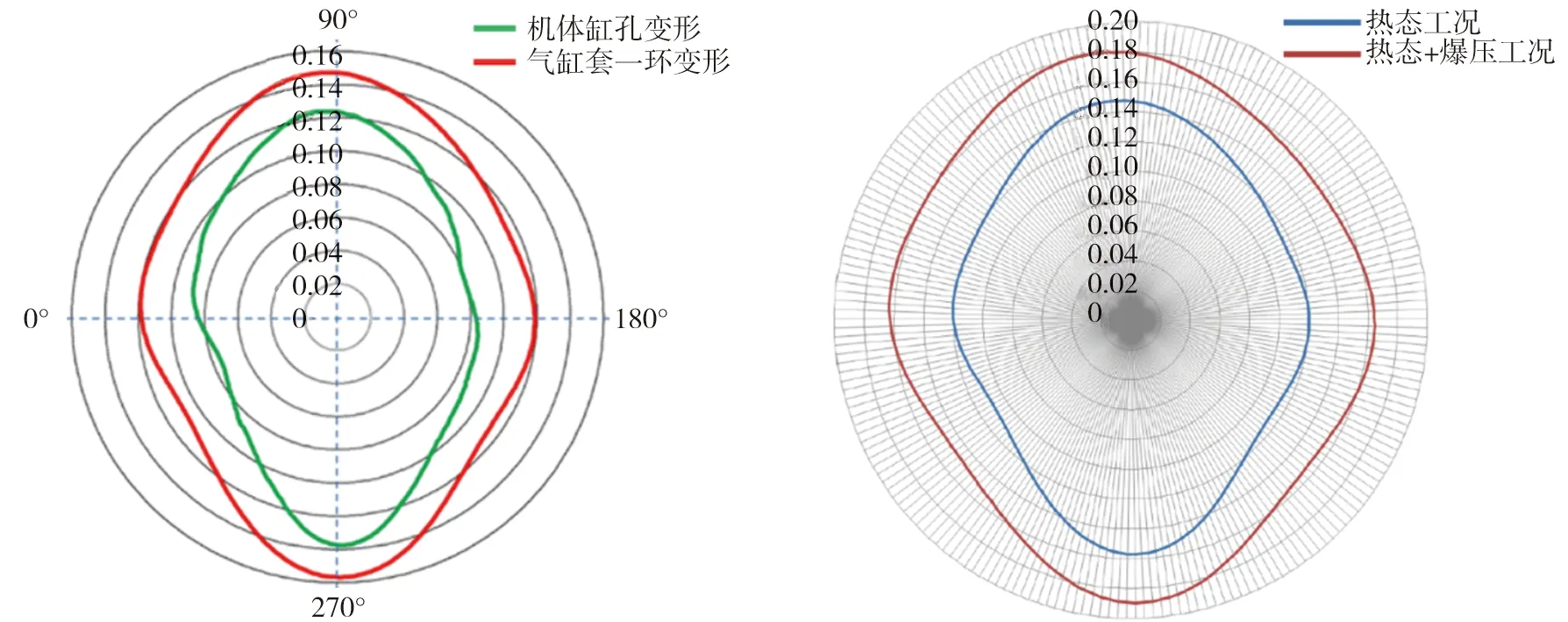
a) 熱態工況下氣缸套與機體缸孔變形量對比 b) 熱態工況和熱態爆壓工況下氣缸套一環變形量對比圖3 熱態工況氣缸套一環變形仿真分析
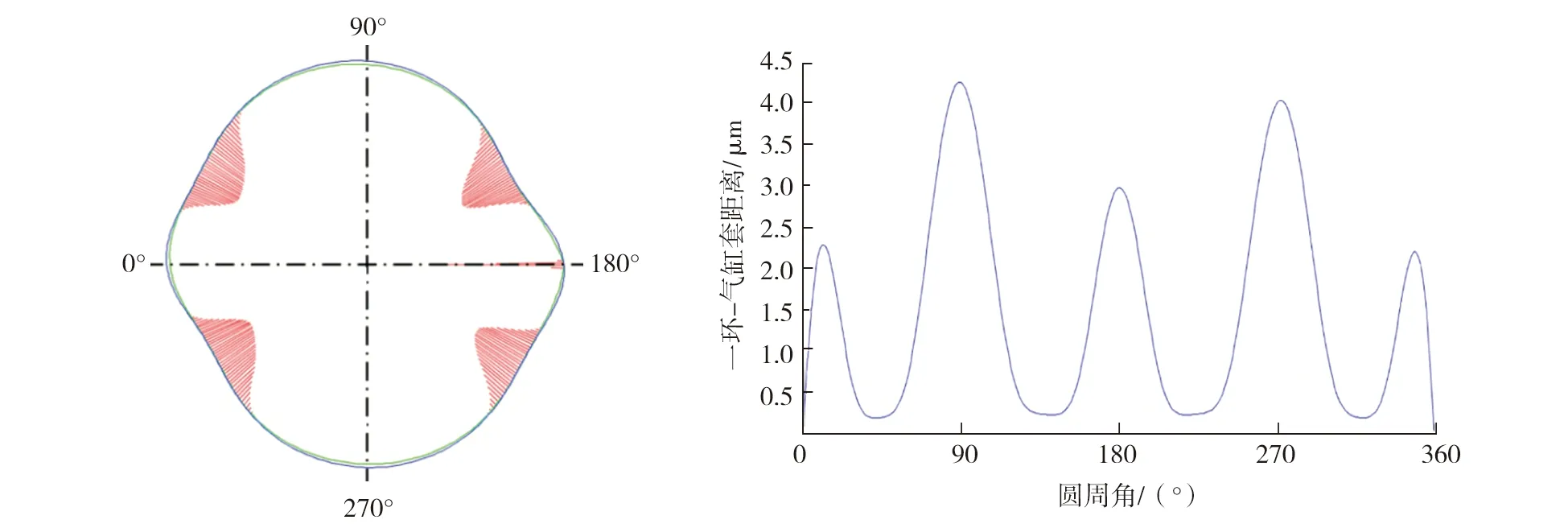
圖4 一環與氣缸套接觸壓力分布及變形示意圖 圖5 一環與氣缸套間隙
2.2 活塞積碳
當氣缸套表面的潤滑油膜被破壞,導致缸套與活塞環的磨損加劇時,機油會通過活塞環的間隙和背隙進入燃燒室,柴油機會出現燒機油的情況并在一環岸處產生積碳。活塞一環岸積碳過多會導致氣缸套磨損,甚至導致拉缸,為解決積碳過多問題,一般在氣缸套頂面處加刮碳環[11],該機型已經裝配刮碳環。活塞一環岸積碳情況如圖6所示。由圖6可知,活塞一環岸積碳不嚴重,可排除積碳對氣缸套磨損的影響。

圖6 活塞一環岸積碳情況
活塞二環岸留有泄壓槽,泄壓槽的作用是降低活塞一、二環之間的壓力,防止二環上側壓力過高導致一環懸浮引起漏氣和竄油。由于活塞一環幾乎不控油,因此允許泄壓槽留有積碳。并且氣缸套四點磨損位置處于一環下側,在一環的行程范圍內,活塞二環岸沒有發現與氣缸套接觸的痕跡,因此泄壓槽積碳對氣缸套四點磨損影響不大。
2.3 活塞環磨損
氣缸套四點磨損區在一環上止點附近,拆卸后的活塞一環截面如圖7所示。由圖7可知,活塞環表面鍍層沒有完全磨掉,磨損均勻,且周向無異常接觸痕跡。
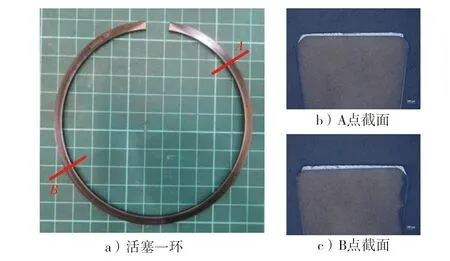
圖7 活塞一環及截面
由以上分析可知,熱態下氣缸套變形過大是氣缸套四點磨損的主因。在排氣上止點時刻,缸內壓力小,由于活塞上止點一環位置氣缸套熱態變形過大,一環在前端、主推力側、后端、副推力側4個位置與氣缸套貼合較差,高溫排氣沿一環未貼合面下行,破壞潤滑油膜。壓縮上止點時刻,缸內壓力高,一環在氣體壓力作用下與氣缸套前端、主推力側、后端、副推力側4個位置貼合,氣缸套下行時活塞一環與氣缸套產生干摩擦,氣缸套發生四點磨損。
3 優化措施
為減小氣缸套四階變形,通常采取的方法是增加氣缸套壁厚提升氣缸套的剛度。一般氣缸套壁厚約為缸徑的7%~8%[12-15],該機型氣缸套壁厚約為缸徑的7.5%,滿足要求。
由氣缸套變形分析可知,氣缸套一環處隨著機體缸孔的變形而變形,所以,可通過加強機體剛度改善氣缸套四點磨損問題。
氣缸套一環處磨損嚴重,采取3條措施對該位置的機體剛度進行加強[16]。
1)加寬機體上頂面,機體主、副推力側寬度由21.7、21.5 mm增加到39 mm,如圖8所示。
2)加厚機體上頂面,機體主、副推力側厚度由15 mm增加到20 mm,氣缸套一環位置機體主、副推力側增加橫向、豎向加強筋,如圖9所示。
3)減小部分冷卻水套厚度,對氣缸套支撐肩下部加厚,由26 mm增加到46 mm,如圖10所示。
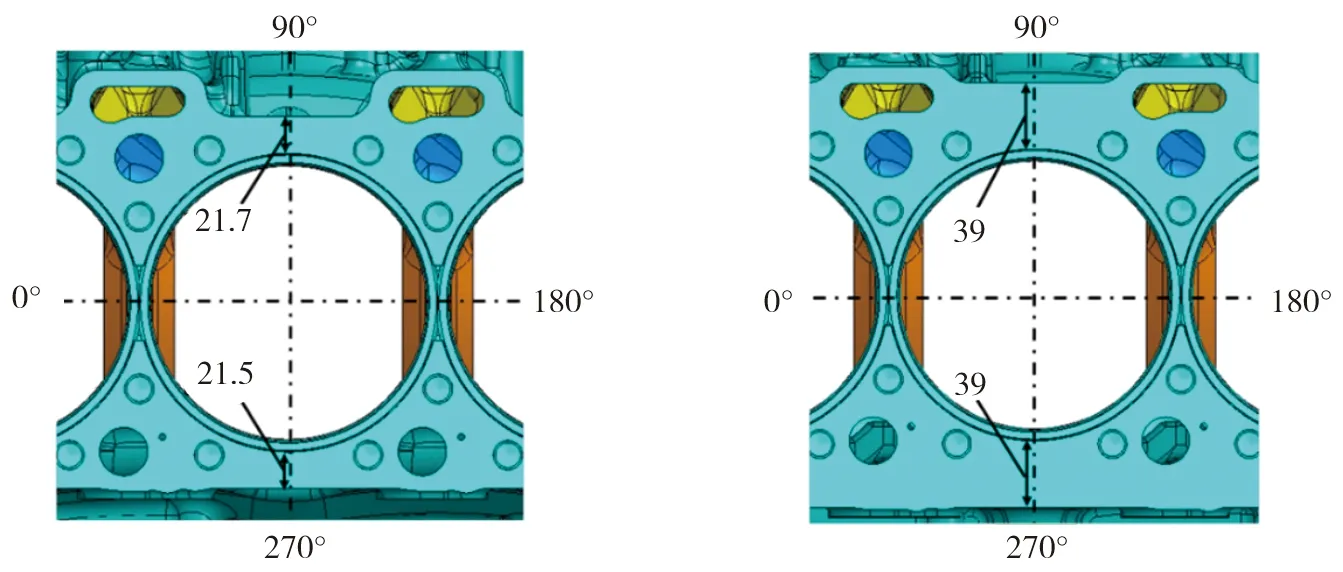
a)原模型 b)新模型圖8 機體上頂面優化前后對比

a)主推力側原模型 b)主推力側新模型 c) 副推力側原模型 d) 副推力側新模型圖9 機體主、副推力側優化前后對比
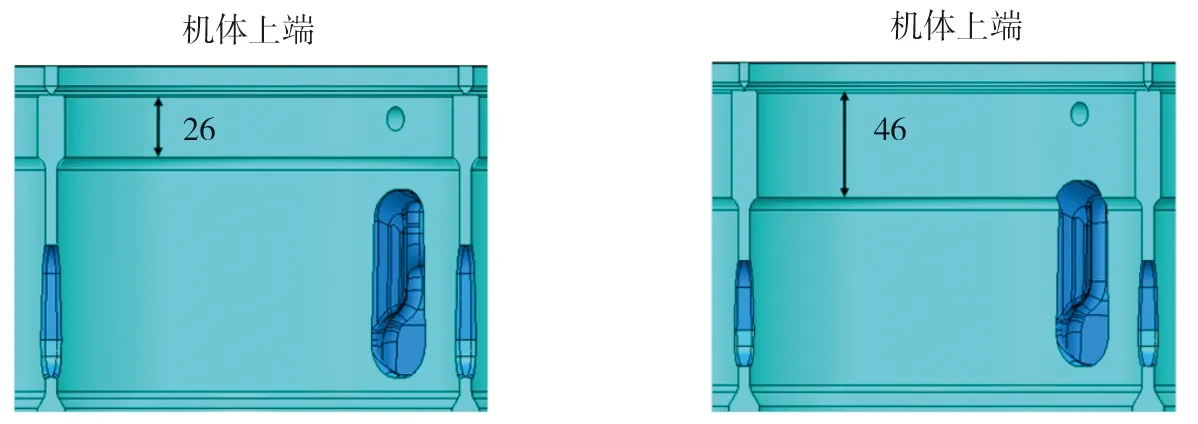
a)原模型 b)新模型圖10 機體支撐肩下部優化前后對比
4 仿真及試驗驗證
熱態工況下,對新方案氣缸套變形情況進行仿真,一環與氣缸套間隙仿真結果如圖11所示,一環與氣缸套接觸壓力分布及變形示意圖如圖12所示;原、新方案氣缸套一環變形仿真對比如圖13所示(圖中單位為mm)。由圖11~13可知,熱態工況下,一環與氣缸套間隙平均減小了78%,一環與氣缸套接觸壓力更加均勻,新方案氣缸套一環變形比原方案平均減小了16%。
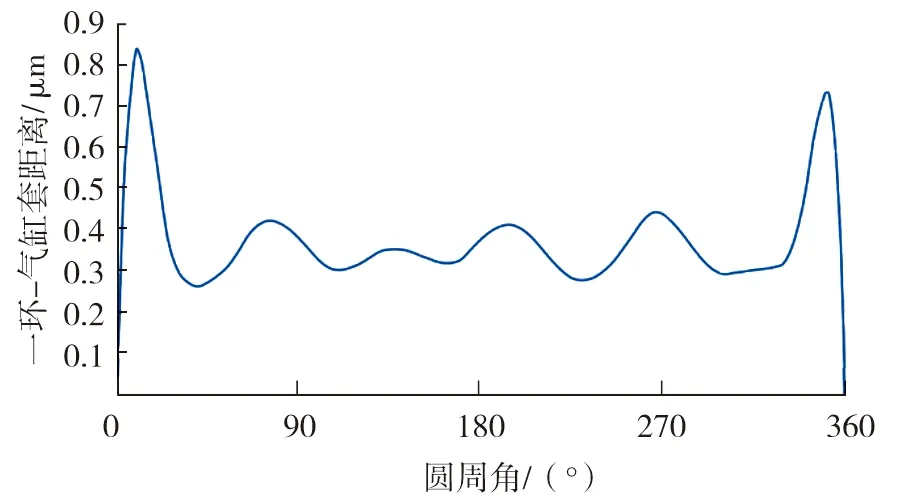
圖11 新方案一環與氣缸套間隙仿真結果

圖12 新方案一環與氣缸套接觸壓力分布及變形示意圖 圖13 原、新方案氣缸套一環變形對比
新方案1000 h耐久試驗后的四點磨損情況如圖14所示。由圖14可知,氣缸套網紋形貌良好,沒有發生四點磨損現象。

a)前端 b)主推力側 c)后端 d)副推力側圖14 新方案氣缸套四點磨損情況
5 結論
1)氣缸套一環上止點處變形受到機體一環岸部位結構影響非常大,機體強度不足,活塞環與氣缸套貼合程度變差,排氣上止點時刻高溫排氣沿一環未貼合面下行,破壞了潤滑油膜,導致活塞環與氣缸套發生不正常磨損。
2)增強機體剛度可以減小氣缸套一環上止點處的變形,改善氣缸套一環處的磨損狀況。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
