某發動機前端輪系張緊器異響分析及改進
2021-04-25 05:54:46樊小歡劉剛楊汶坪周新偉
內燃機與動力裝置 2021年2期
樊小歡,劉剛,楊汶坪,周新偉
1.重慶長安汽車股份有限公司 動力研究院,重慶 400023;2.蓋茨集團(上海)有限公司,上海 200335
0 引言
汽車發動機前端附件驅動(front end accessory drive,FEAD)系統是由皮帶和若干皮帶輪組成的傳動系統。為避免皮帶長時間工作后因塑性變形導致的皮帶打滑,常常在FEAD系統增加自動張緊器[1-2]。目前常用的自動張緊器按照結構主要分為機械張緊器和液壓張緊器。機械張緊器主要由張緊臂(張緊器殼體)、張緊輪、螺旋彈簧和阻尼元件等組成,其中,螺旋彈簧的主要作用是提供扭矩,阻尼元件的主要作用是提供摩擦力[3-4]。
本文中針對某機械張緊器特定轉速異響問題,通過經驗和共振轉速理論分析了一系列異響轉速點的內在關聯,得到了異響產生的原因并提出了相應的優化方案,同時也為旋轉件類似問題提供了一種分析方法。
1 理論基礎
當激勵的某簡諧分量的頻率或諧頻與系統的某固有頻率相等時,系統就會發生共振,理論振幅將變為無窮大,相應的轉速稱為共振轉速(或臨界轉速)[5],計算公式為:
(1)
式中:nc為共振轉速,r/min;fn為系統的固有頻率,Hz;v為簡諧次數。
對于發動機前端輪系,曲軸皮帶輪的扭振為主要激勵源,四沖程四缸發動機的曲軸皮帶輪扭振的主要激勵諧次為2、4、6、8、10等偶數階次[6],即
v=2i
(2)
式中i為正整數。
將式(2)帶入式(1)中,可得:
(3)
2 發動機異響原因分析及優化
2.1 問題描述
某發動機開發前期,在臺架大負荷加速試驗過程中,前端輪系在特定轉速點出現尖銳異響,異響表現為4500~10 000 Hz的寬頻噪聲特征,嚴重影響發動機聲品質。發動機前端輪系噪聲頻譜如圖1所示。由圖1可知,5個異響轉速點對應的發動機轉速分別為1720、2065、2580、3440、5160 r/min。

圖1 發動機前端輪系噪聲頻譜圖
拆下皮帶后,異響消失,初步判定為發動機附件輪系旋轉件異響。利用聲學定位技術[7],識別出異響源位于前端輪系張緊器附近,更換張緊器類似異響現象仍然存在,異響程度有變化,但出現異響的轉速點不變。定制鎖死張緊器樣件進行驗證,異響消失,判定為該系列張緊器批量性異響問題。
2.2 原因分析
2.2.1 固有頻率計算
為分析該系列張緊器異響的原因,需首先確定異響轉速點之間的聯系。異響在特定轉速點才出現,應與張緊器自身的固有頻率有關,這些異響轉速是與該固有頻率相關的共振轉速。
由式(3)可知,系統的固有頻率fn=2inc/60。由此可得各異響轉速點的振動頻率,如表1所示。由表1可知,前端輪系一系列異響轉速均與344 Hz這一頻率高度相關。
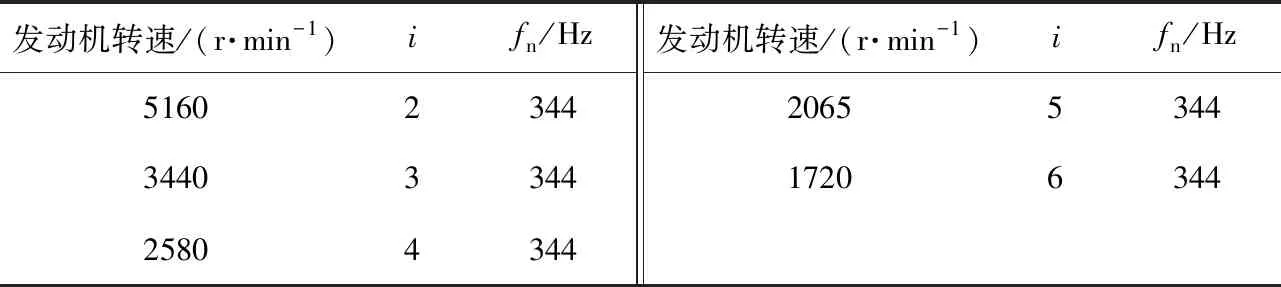
表1 各異響轉速點振動頻率
2.2.2 張緊器模態分析
該張緊器主要由張緊器主殼體、前端蓋、張緊輪、螺旋彈簧和阻尼元件組成,其中螺旋彈簧作為提供扭矩的組件,自身的模態頻率較低[8-9],可能為張緊器異響源。建立該張緊器的有限元模型[10-14],如圖2所示。模型包括316 249個網格單元和153 703個節點,在張緊器螺栓安裝孔位置做固定約束,螺旋彈簧處于實際裝配狀態。張緊器各零部件材料屬性如表2所示,按照表2的相應參數對仿真模型賦予材料屬性。

表2 張緊器各零部件材料屬性

圖2 張緊器有限元模型
對建立的張緊器模型進行模態仿真分析,得到螺旋彈簧的前兩階模態,如圖3所示。
由圖3計算得到張緊器螺旋彈簧的一階軸向伸縮變形模態頻率為347 Hz,一階彎曲變形模態頻率為480 Hz。其中一階軸向伸縮變形模態頻率與表1中344 Hz頻率十分接近,兩者相差不足1%,工程中可以認為兩者相等[15]。據此推測異響與張緊器螺旋彈簧的軸向變形有關,當張緊器受到的激勵頻率與螺旋彈簧的伸縮變形模態頻率接近時,螺旋彈簧產生軸向共振,伸縮變形很大,異響很可能因此產生。
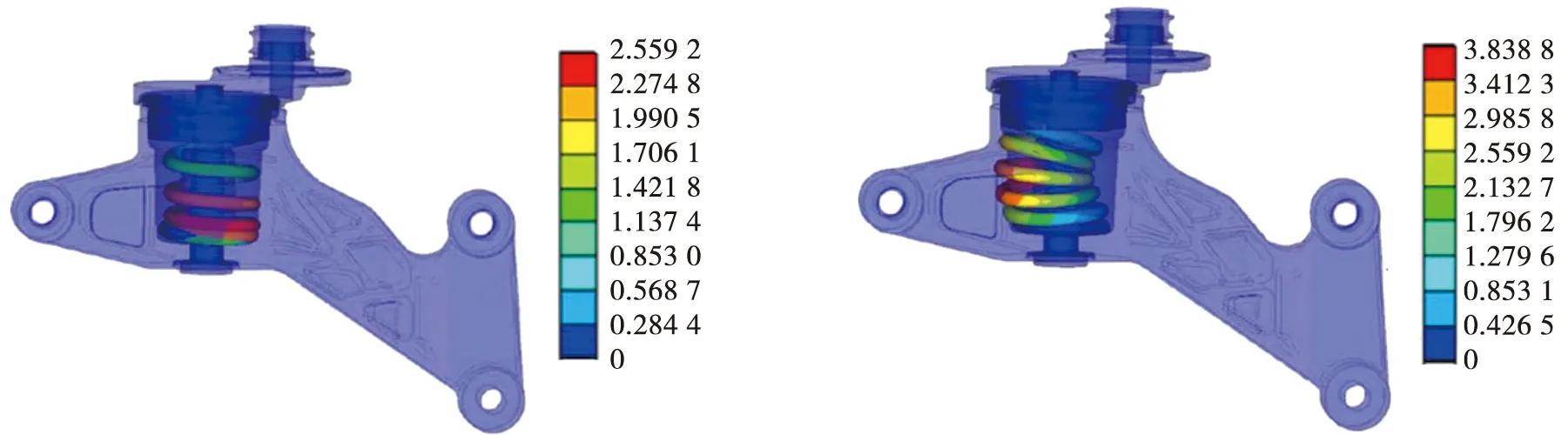
a) 第一階:一階伸縮變形模態 b) 第二階:一階彎曲變形模態圖3 張緊器螺旋彈簧前兩階模態
2.2.3 張緊器拆解

a)彈簧 b) 張緊器卡槽凸臺圖4 劃痕位置示意圖
根據前述測試結果,選擇異響嚴重的張緊器進行耐久試驗,試驗后對張緊器進行拆解,發現螺旋彈簧與張緊器主殼體以及端蓋之間存在多處摩擦痕跡。但大多的摩擦位置屬于一直接觸狀態,這些位置如果產生摩擦噪聲,將一直存在,而不是只在某些特定的轉速出現。仔細觀察后發現彈簧上還有一處非正常接觸摩擦痕跡,位于彈簧從底部往上數的第二圈彈簧上。根據張緊器實際工作中的扭轉角度,經過配合安裝發現,該劃痕的周向位置與張緊器殼體底部卡槽凸臺位置相對應,且在該卡槽凸臺上也存在劃痕。彈簧與張緊器卡槽凸臺劃痕位置如圖4所示。
據此推測,當發動機產生的扭振激勵頻率與彈簧的伸縮模態頻率相近時,彈簧軸向伸縮變形很大,與張緊器殼體底部卡槽凸臺發生干涉,從而產生摩擦噪聲。
2.3 結構優化
根據異響產生原因,針對性地制定兩種優化方案。方案一:將對應摩擦位置的殼體打孔,用注射器在相應位置加潤滑脂,避免干摩擦;方案二:適當磨削凸臺高度,盡可能避免摩擦。
對方案一和方案二進行試驗驗證,兩個方案噪聲頻譜如圖5所示。
由圖5可知,方案一和方案二噪聲頻譜圖中4500~10 000 Hz的寬頻時異響轉速點異響特征明顯減弱或消失,也未聽到之前的異響聲音,這兩個方案對異響均有很好的控制效果,至此將異響源鎖定為張緊器殼體底部卡槽凸臺與底部第二圈彈簧非正常接觸摩擦。

圖5 兩個方案噪聲頻譜圖
2.4 最優方案確定
對方案一、二進行耐久試驗,驗證兩方案的實際改進效果。
方案一在運行一段時間后,摩擦位置最初的油膜遭到破壞,導致異響重新出現。
方案二在工程中容易操作,但如果卡槽凸臺高度過低,不能保證對底部第一圈彈簧的限制作用,導致張緊器失效,故需要進行風險評估,并進行可靠性試驗驗證。經試驗,凸臺高度降低約1 mm,就能使異響得到很好控制,并能保證對底部第一圈彈簧的限制,且方案二只需進行一次生產模具修型即可。因此確定方案二為最優方案。
3 結論
1)異響轉速點與張緊器螺旋彈簧的一階拉伸模態頻率一一對應,螺旋彈簧產生了轉速共振造成了異響。
2)發動機的扭振激勵頻率與彈簧的伸縮模態頻率相近時,彈簧軸向伸縮變形很大,與殼體底部卡槽凸臺干涉,產生摩擦噪聲。
針對該異響原因提出了相應的優化措施,確定最優方案為:對生產模具進行修型,將凸臺高度降低1 mm,可有效控制該異響。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
航空學報(2015年4期)2015-05-07 06:43:35
上海電機學院學報(2015年4期)2015-02-28 14:30:00
汽車與新動力(2015年1期)2015-02-27 12:11:01
計算物理(2014年2期)2014-03-11 17:01:39
汽車與新動力(2014年2期)2014-02-27 12:10:15
汽車與新動力(2013年5期)2013-03-11 16:08:17
