大型包裝箱氮氣充氣仿真研究
2021-04-29 11:58:40
包裝學報 2021年1期
山西汾西重工有限責任公司
山西 太原 030027
1 研究背景
包裝箱常用于產品的包裝、運輸和貯存。工業生產中,部分產品需要在特定的氣氛環境中工作及儲運,因此,需要對包裝箱內的氣體進行置換處理,使氣氛環境滿足產品的工作和存儲需求。置換氣體通常采用的氣體有二氧化碳、水蒸氣和氮氣,其中氮氣應用廣泛,適用于各種溫度,且對管道與裝置的要求也沒有二氧化碳、水蒸氣苛刻,是工業生產中較為理想的置換氣體[1-2]。
在進行氣體置換過程中,常需要根據包裝箱和產品的尺寸大小、耐壓能力以及抽充氣設備性能等條件,選擇適當的置換方式。目前,大型包裝箱氣體置換方式主要有兩種,即先抽真空后充氣和邊抽氣邊充氣。其中,邊抽氣邊充氣的氣體置換方式由于其工作速度相對較高而得到普遍應用,其工作原理如圖1所示。邊抽氣邊充氣的氣體置換方式能夠調整充氣速度,快速排除空氣,但也存在氮氣浪費較大的問題。

圖1 包裝箱氮氣置換過程模擬Fig.1 Nitrogen displacement process simulation of box
氮氣置換的關鍵是怎樣科學有效、經濟安全地將包裝箱內的空氣置換完全。當前國內外對氮氣置換規律的研究較少,有關行業對其也沒有明確的規范要求,置換的操作過程多憑經驗,存在很大的盲目性,易造成人力、物力及成本的浪費。因此,有必要對氮氣置換過程中的充氣速度、進氣排氣口直徑以及充氣排氣口位置等影響因素進行研究,以得到較為經濟的充氮氣方式[3]。
Cui M.L.等[4]結合多年工程實踐經驗,對天然氣輸送管道投產置換過程進行了創新,包括自創了輸氣管道投產所需注氮量的計算公式,將輸氣站場的并列管道由依次氮氣置換方式改為同時置換方式,取消了站場放空和排污管線的氮氣置換等。這些創新既有科學依據又有以往投產實際經驗和數據的支持,使輸氣站場氮氣置換的效率顯著提升,具有明顯的經濟效益。鄭震宇等[5]基于CFD(computational fluid dynamics)數值仿真方法,對氮氣置換有限空間內空氣的過程進行仿真和分析,并研究進口面積、形狀和流速對置換過程的影響。張繼兵等[6]針對氣體置換煤層氣的方式進行區域瓦斯治理,提高了煤層氣的采收率,保證了現場的安全性。柴多等[7]采用Fluent模擬軟件對氮氣置換過程中的混氣段進行數值模擬,并對氣體混合長度與管徑、管長間的關系進行研究。張杰[8]針對采空區有害氣體處理難點,介紹了氮氣置換處理采空區的有害氣體技術。以上研究和分析多應用于天燃氣的長輸管道[9],對密封包裝箱氣體置換的研究報道相對較少[10]。
包裝箱的特征與管道不同,一方面其尺寸較大,存在充氣口、排氣口;另一方面需長時間密封存儲、定期檢查箱內氣壓。盧立新等[11]分析了盒式氣調包裝的氣管置入位置與氣管數量對氣體置換性能的影響,優化了抽氣孔的布置方式,但其僅應用于小產品包裝,不適用于大尺寸產品的氣體置換。李芳等[12-13]采用數值模擬和理論計算兩種方法分別對“充放同時進行”和“抽氣+保壓+充氣+保壓”兩種氣體置換方式進行研究,但未考慮充氣速度、充氣口直徑、排氣口等因素對氣體置換的影響。
本研究基于Fluent組分運輸模型,對二維包裝箱模型氮氣置換氣體的影響因素進行分析,包括充氣速度、排氣口直徑、排氣口位置等,進而推廣到三維模型,并與實際工程應用進行對比研究。
2 計算模型
包裝箱模型進行簡化后,采用二維模型進行仿真計算,尺寸為632 mm×3500 mm。采用ICEM軟件對包裝箱模型進行網格劃分,定義邊界條件,得到的計算模型如圖2所示。
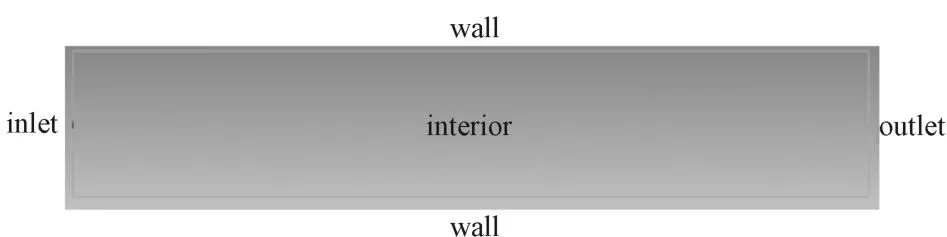
圖2 計算域模型Fig.2 Computational domain model
計算域模型邊界條件設置如下:充氣入口為pressure-inlet類型,放氣出口為pressure-outlet類型,包裝箱壁面為wall類型,操作壓力為1.013 25×105Pa,在豎直方向上考慮重力及浮力的影響,將Viscous Model控制面板下的Full Buoyancy Effects選項打開。本研究忽略空氣中二氧化碳、水蒸氣等影響,只考慮氧氣、氮氣的存在,假設氧氣與氮氣體積比為0.23:0.77。初始化流場后如圖3所示。

圖3 初始化氧氣、氮氣分布Fig.3 Initializing oxygen and nitrogen distribution
3 影響因素分析
包裝箱充氣置換過程中,主要影響因素為充氣速度(即充氣壓力)、充氣排氣口直徑及其位置。考慮到研究中采用標準氣壓表充氣、包裝箱設計時充氣口位置已定,因此,本研究中只對充氣速度、排氣口直徑、排氣口位置進行分析,研究其影響規律。
3.1 充氣速度
在包裝箱充氣過程的實際操作中,充氣壓力一般不會過大,這是因為壓力過大會造成氣泵或氣瓶處充氣壓力表出現反映過慢、壓力值不準確的情況。因此,充氣速度應控制在一定范圍內,本研究取3種不同速度(1, 5, 10 m/s)進行研究。表1反映了在不同時間和充氣速度下包裝箱內充入的氮氣量。
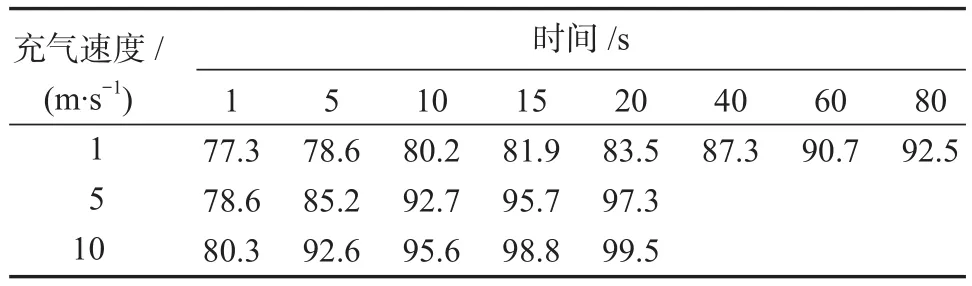
表1 不同充氣速度下氮氣體積分數對照表Table 1 Comparison of nitrogen volume fraction at different inflation rates %
由表1可知,氮氣含量隨充氣時間、充氣速度增大而增大。充氣速度較小時,充氣耗時長,且不能完全置換氣體;充氣速度較大時,能在短時間內完成氣體置換。
為進一步探究不同充氣速度、不同時刻包裝箱內充入氮氣的情況,本研究在二維模型下,相同計算域、不同充氣速度時進行充氣模擬,獲得氮氣分布情況。
3.1.1 充氣速度為1 m/s
當充氣速度為1 m/s時,不同時刻包裝箱內部氮氣、氧氣分布如圖4所示。
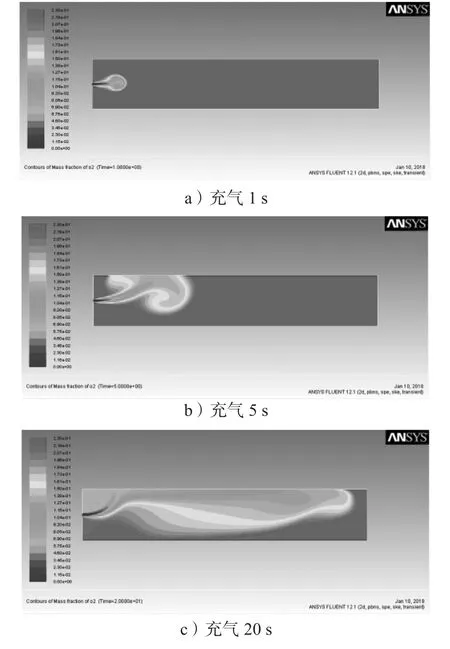
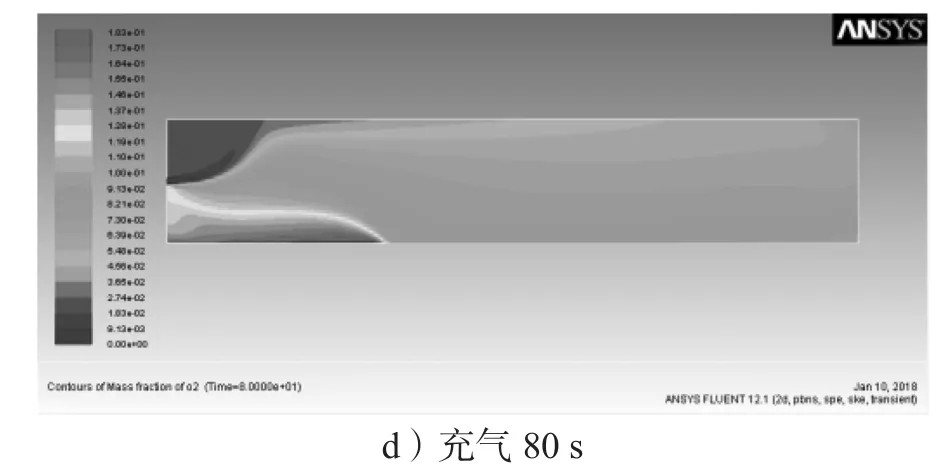
圖4 充氣速度為1 m/s時氮氣、氧氣分布圖Fig.4 Nitrogen and oxygen distribution when charging speed is 1 m/s
由圖4可知,考慮到氮氣密度略小于氧氣密度,以及重力、浮力影響,當充氣速度較小時,充入的氮氣上浮,由上往下排出包裝箱內的氧氣,此時應盡可能降低排氣口在包裝箱端面處的位置。同時,由圖4c~d可以看出,緩慢充氣時,包裝箱充氣口下方位置處的氧氣含量一直較大,氧氣較難排除,故考慮在充氣口下方增加排氣口。
3.1.2 充氣速度為5 m/s
當充氣速度為5 m/s時,不同時刻包裝箱內部氮氣、氧氣分布如圖5所示。
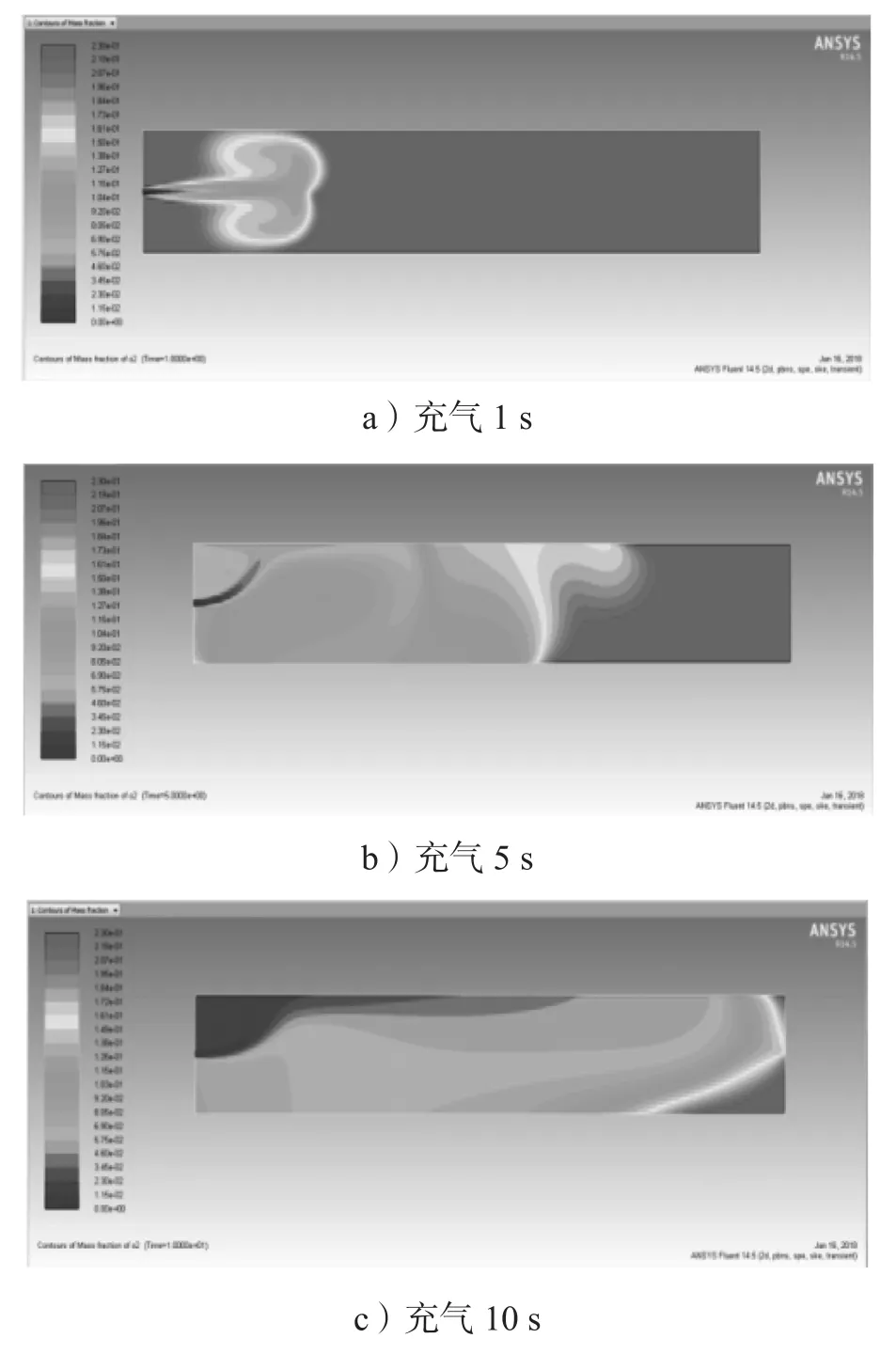

圖5 充氣速度為5 m/s時氮氣、氧氣分布圖Fig.5 Nitrogen and oxygen distribution when charging speed is 5 m/s
由圖5可知,當充氣速度增大時,包裝箱內部氣壓快速增加,氮氣置換速度也相應加快,能夠較短時間內完成充氣置換。氮氣從充氣口一側將空氣擠壓出排氣口,氮氣濃度逐漸增大(氧氣含量減少)。
3.1.3 充氣速度為10 m/s
當充氣速度為10 m/s時,不同時刻包裝箱內部氮氣、氧氣分布如圖6所示。由圖6可知,當充氣速度較大時,氧氣快速排出,包裝箱充氣口上部氣壓較大,使得充氣氣流向下發生彎曲。同時對比圖4d,5d, 6d可知,在充氣氣流下方(或者上方位置)出現回流,能夠將該處氧氣排出,但相反部位處氧氣集中難于排出。

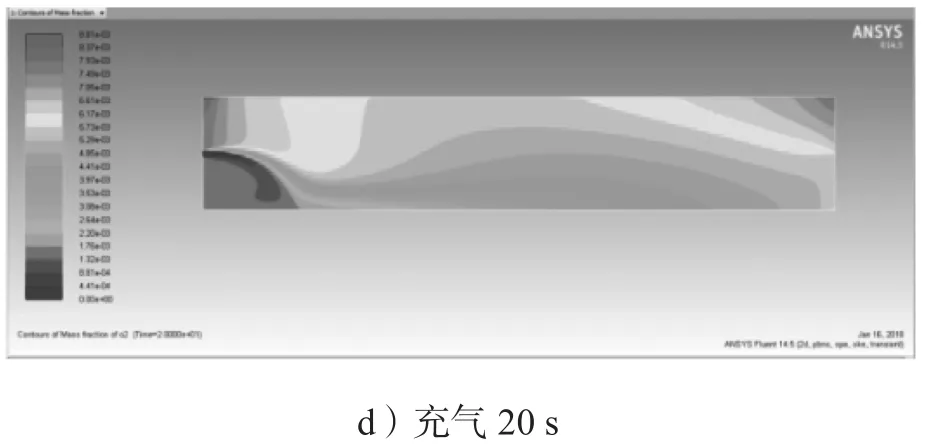
圖6 充氣速度為10 m/s時氮氣、氧氣分布圖Fig.6 Nitrogen and oxygen distribution when charging speed is 10 m/s
因此,在實際充氣過程中,應當避免充氣速度過快,過快會導致氮氣進入包裝箱后對內部氣體擾動較大、氣流紊亂,氣壓快速升高,不利于氣體均衡排出,且存在一定的安全隱患;充氣速度過小,氣流平穩但耗時較長;均衡考慮充氣速度選擇5 m/s為宜,內部空氣能夠緩慢排出,同時在氧氣堆積難排出的位置適當增加排氣口,有效排出氧氣。
3.2 排氣口直徑
通常認為,當充氣速度一定時,相同內壓下,充氣口直徑越大空氣排出越快,氣體能夠快速置換。因此,本研究在充氣速度(5 m/s)不變的情況下,通過增大排氣口直徑進行模擬對比,結果如表2~3所示。

表2 不同直徑排氣口質量流速率對比Table 2 Comparison of mass flow rate of exhaust ports with different diameters

表3 不同直徑排氣口氮氣體積分數對照表Table 3 Comparison of nitrogen volume fraction of different exhaust port diameters %
表2反映了不同尺寸的排氣口充氣與排氣質量流速率的變化。通過對比兩種排氣口直徑的相關數據可知,單位時間內充氣、排氣近似持平,氣體通量一致,達到了穩態氣體置換。
表3反映了排氣口直徑變化對氮氣置換的影響。通過對比兩種排氣口直徑的相關數據可知,同一時間充入氮氣量大致相同,改變排氣口直徑大小對提高氮氣置換率影響不大。
進一步分析排氣口直徑增大后,包裝箱內部氮氣、氧氣分布模擬如圖7所示。
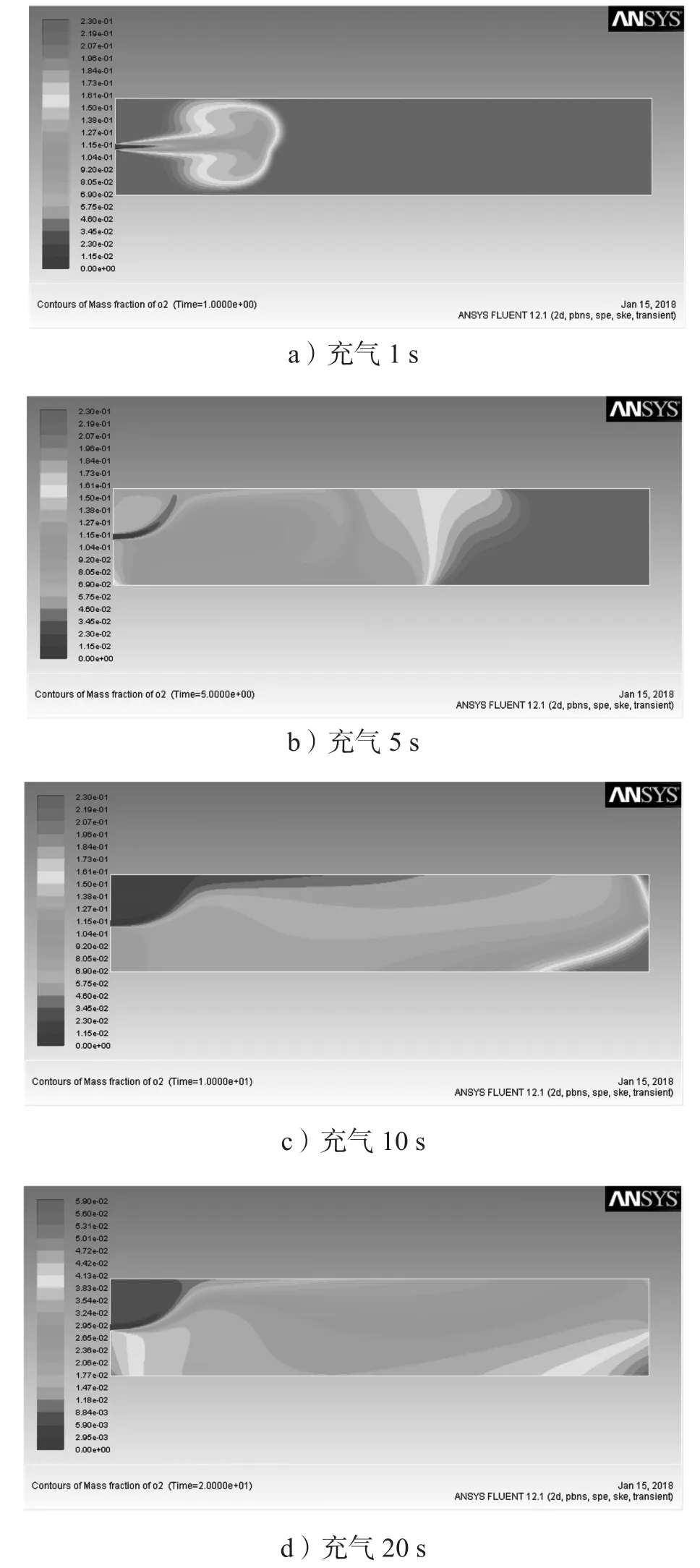
圖7 排氣口增大后氮氣、氧氣分布圖Fig.7 Nitrogen and oxygen distribution after enlarging exhaust port
對比圖5與圖7可知,同一充氣速度下,改變排氣口尺寸大小對氮氣置換影響不大。定性分析可知,進氣與排氣氣體通量相等,排氣口尺寸大則相應的排氣速度小,排氣口尺寸小則相應的排氣速度大。考慮到實際生產加工排氣閥等結構件,對其尺寸也有嚴格的約束限制,不會發生較大的變化,因此,可以忽略排氣口尺寸對氮氣置換的影響,但其位置對充分排出氧氣影響較大。
3.3 排氣口位置
在前面研究充氣速度和排氣口直徑的基礎上,對圖2的計算域模型進行調整,降低右端面排氣口位置、并在左端面增加排氣口,結果如圖8所示。
圖8 排氣口改變后計算域模型Fig.8 Computational domain model after changing exhaust port
根據調整的計算域模型,在相同的充氣速度(5 m/s)下,分析降低排氣口位置和增加排氣口對充入氮氣的影響,計算結果如表4所示。
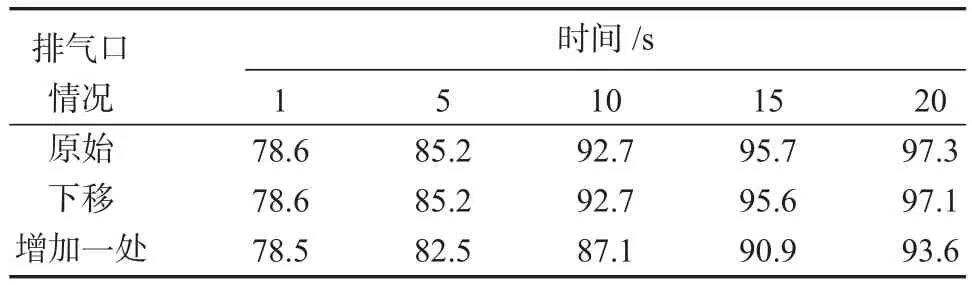
表4 排氣口情況對氮氣體積分數的影響Table 4 Influence of exhaust port position on nitrogen volume fraction %
由表4可知,排氣口的位置降低,氮氣置換率基本不變;但在充氣口附近增加排氣口則不利于氮氣置換率的提高,這是因為當氮氣進入包裝箱內部時,部分氮氣從充氣口附近的排氣口排出,反而降低了氮氣置換效率。
進一步研究二維模型充氣模擬情況。只降低排氣口位置,在充氣速度為5 m/s的條件下,不同時刻包裝箱內氮氣充入情況模擬如圖9所示。

圖9 排氣口位置降低后氮氣、氧氣分布圖Fig.9 Nitrogen and oxygen distribution after lowering exhaust port position
對比圖5與圖9可知,排氣口位置降低后,排氣更均勻,箱內氧氣緩慢從箱體下方排出,且排出較充分。綜合考慮,排氣口位置設在包裝箱右端面下方是比較理想的置換方式。
降低排氣口位置、并在充氣口下方增加一處排氣口,在充氣速度為5 m/s的條件下,不同時刻包裝箱內氮氣充入情況模擬如圖10所示。對比圖9~10可知,雖然增加排氣口使充氣口下方的氧氣能順利排出,但氮氣還未充滿包裝箱,部分氮氣便從充氣口下方的排氣口直接排出,反而降低了氣體置換效率。因此,通過在充氣口下方增加排氣口不利于提高氮氣的置換率。
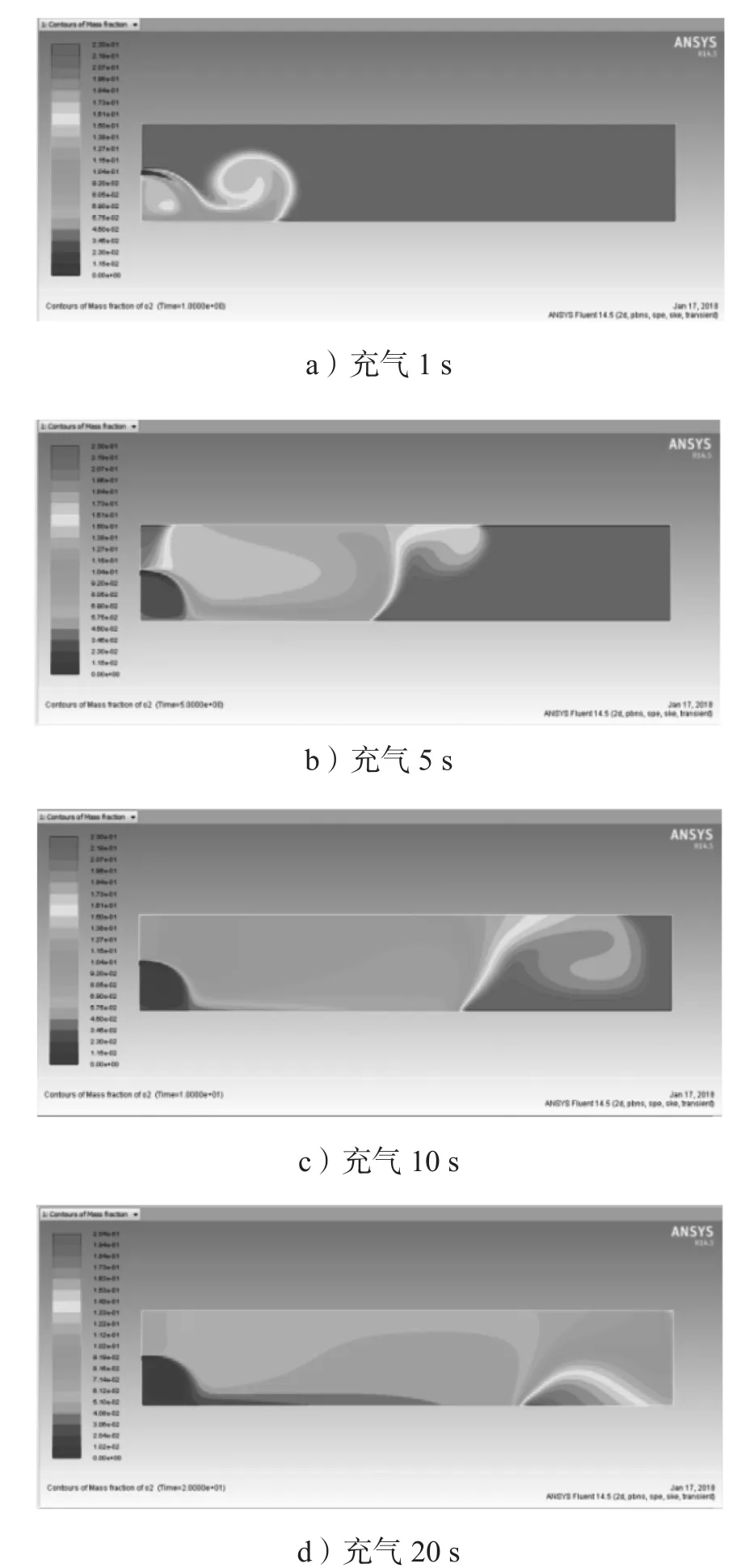
圖10 排氣口降低并增加后氮氣、氧氣分布圖Fig.10 Nitrogen and oxygen distribution after lowering and adding exhaust port
綜上,通過在二維模型下對包裝箱內氮氣置換率影響因素的計算模擬分析,得到如下結論:1)氮氣置換速度隨著充氣速度增大而增大,但速度過大會造成包裝箱內部氣體紊亂,氣壓快速提高,存在一定安全隱患;2)排氣口直徑對提高氮氣置換速度影響較小;3)排氣口位置對提高置換速度影響較小,但降低其位置有利于平穩均勻地排氣。
4 三維包裝箱的充氣模擬及實踐
基于前面對二維模型的研究,三維包裝箱的計算域模型如圖11所示。包裝箱尺寸為3500 mm×632 mm×632 mm,充氣口直徑為32 mm,位于前端蓋中心處,排氣口直徑為32 mm,位于后端蓋底部,距底面100 mm。本研究對三維包裝箱進行氮氣置換模擬試驗(充氣速度5 m/s),不同時刻包裝箱內充入氮氣量如圖12所示。
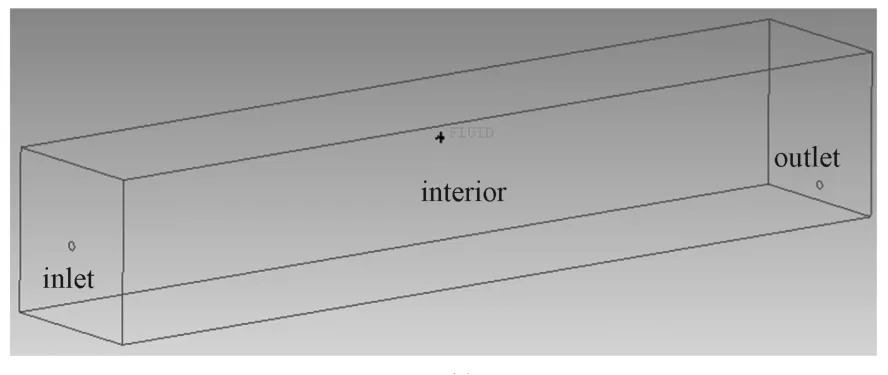
圖11 三維包裝箱計算域模型Fig.11 Computational domain model for three-dimensional packaging box

圖12 氮氣體積分數隨時間變化圖Fig.12 Diagram of nitrogen volume fraction changing
圖12中曲線的斜率可以直觀表明氮氣增加的快慢。隨著充氣時間的延長,氮氣增加速率逐漸減小,包裝箱內部氣體增多,壓力逐漸增大,從而導致氮氣充入量減緩,逐漸趨于穩定狀態。
三維包裝箱在不同時刻的充氣模擬情況如圖13所示,可以直觀反映箱體內氮氣的分布。

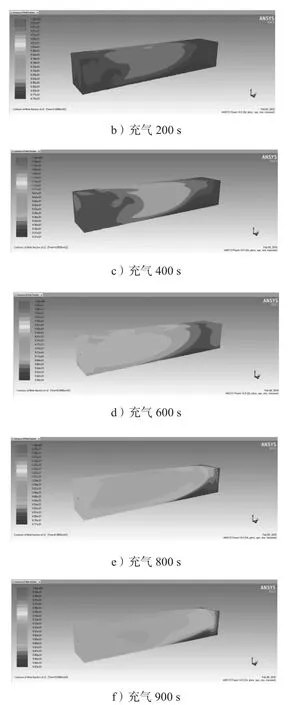
圖13 三維包裝箱的氮氣、氧氣分布圖Fig.13 Nitrogen and oxygen distribution of three-dimensional packaging box
由圖13可知,隨著時間的延長,箱體內氮氣濃度逐漸增大。由于充氣口雷諾數已經超過層流范圍且氮氣密度略小于氧氣,在紊流擴散和浮力作用下,氮氣向上擴散,箱體上部首先充滿氮氣;繼續充氣氣體逐漸下壓擴散,充滿箱體。
根據三維包裝箱的尺寸定制包裝箱進行實踐操作。在氮氣置換氣體過程的實際操作中,通過調整氮氣瓶的充氣壓力獲得合適的充氣速度,并用壓力計檢測包裝箱內的充氣壓力,采用邊抽氣邊充氣的方式進行實踐測試。當包裝箱內氮氣體積分數達到98.5%時,充氣時間約為15 min,這與三維包裝箱模擬值較為接近。因此,本研究的包裝箱氮氣充氣仿真模擬對實際操作具有一定的理論參考作用。
5 結論
本研究對包裝箱氮氣置換氣體的影響因素進行分析,包括充氣速度、排氣口直徑以及排氣口位置,通過Fluent軟件進行了二維及三維模型充氣模擬,得到以下結論。
1)氮氣置換速度隨充氣速度增大而加快,但速度過快會導致氣流紊亂,氣壓快速升高,不利于氣體均勻排出,且存在一定的安全隱患;充氣速度過小,氣流平穩,但耗時較長;均衡考慮充氣速度選擇5 m/s為宜。
2)在充氣速度一定的條件下,排氣口直徑大小對氮氣置換速度的提高影響較小,但降低排氣口位置有利于均勻排氣。
3)在三維包裝箱體氮氣置換氣體的仿真分析中,氮氣首先充滿箱體上部,再逐漸下移排出空氣;氮氣置換速率隨時間增加逐漸減小,氮氣充入量逐漸趨于平穩。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
光學精密工程(2016年6期)2016-11-07 09:07:19
