扭矩扳手準確性的影響因素探析
2021-05-08 04:59:54王甜武漢中車株機軌道交通裝備有限公司
消費導刊 2021年13期
關鍵詞:影響
王甜 武漢中車株機軌道交通裝備有限公司
一、引言
加工制造技術的進步,使得機械設備具備的功能不斷得到完善,控制好機械設備功能模塊安裝質量,可以進一步提高機械設備整體質量,提升功能模塊的安裝質量離不開準確的螺紋安裝扭矩。螺紋作為重要的安裝工序,需要良好地連接緊密性,這就需要在使用過程中減小扭矩誤差,規范工人員的操作方法,達到螺栓連接質量控制要求,滿足機械設備對密封性的要求。所以,深入研究扭矩扳手準確性,提高螺栓安裝操作精度,滿足對安裝質量控制要求。
二、扭矩扳手工作原理和優點
扭矩扳手也是根據物理學中杠桿原理,操作人員通過對扳手施加扭矩來使機械構件產生轉動,使得螺帽與螺栓形成對等力,可以達到設定的力學平衡點。扭矩扳手與普通扳手有所不同,采用人體工學特點進行設計,使用過程中具有更好的握持舒適感,可以減少使用產生的疲勞感,只需要設定好扭矩刻度,就可以保證施加力達到規定值,工作人員通過手柄可感受到產生的振動,防止施加的扭矩過大或過小,不能達到緊密性連接的要求。通過設定扭矩后進行操作,可以在達到扭矩以后聽到咔噠聲,工作人員應該停止繼續施加扭矩。市面上扭矩扳手的類型比較多,主要有指針式、數顯式等,工作人員的使用過程中查看具體的扭矩值,但很多扭矩板手的精度都達不到要求,還需要采取人工方式來設定扭矩值,以人工或物理計算方式進行扭矩設計。
扭矩=力×力臂
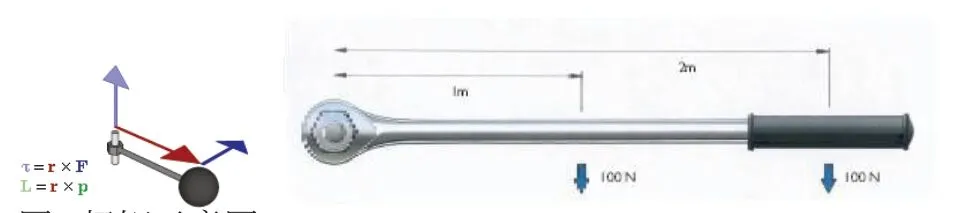
圖1 扭矩示意圖
三、扭矩扳手準確性影響因素分析
(一)工作人員專業水平
工作人員具備的專業水平會對扭矩扳手準確性產生較大的影響,對扭矩扳手是否了解會對施加力矩取值形成影響,比如,施工加的扭矩速度、角度等,如果角度太大,存在的單邊摩擦就會相應的變大,而施加扭矩速度不均則會存在波動,需要工作人員嚴格控制好施力角度與速度,防止產生沖擊扭矩。在進行螺栓緊固操作時,應該確定好初始預緊力,再根據裝配工藝要求進行設計,制定科學合理的扭緊辦法,控制好會使用過程中的力度。使用扭矩手的時候,工作人員必須用手握住扭矩扳手的手柄用力進行操作,如握住扭矩扳手的其他部位進行操作將會對產生的扭矩值造成影響。

圖2 扭矩扳手的不正確使用造成的影響
(二)螺栓摩擦影響
螺紋連接件相互間上存在著摩擦力,但無法對摩損損耗進行準確測定,會導致扭矩扳手在使用時存在取值不準確的問題。在進行扭緊操作過程中,施工加的預緊力與扭矩間存在著正比例關系,螺栓受力及工況會對預緊力產生影響。普遍情況下,當螺栓完全擰緊以后,施加預緊力不可以超過材料屈服極限的80%,螺栓頭部、底部和表面摩擦只有50%扭矩左右,余下的扭矩會被螺絲摩擦所消耗,約有10%扭矩被應用到鎖緊。螺栓制作的表面工況、潤滑程度和摩擦系數也會對預緊力產生影響,螺帽及工件結合面相互影響會使摩擦半徑發生改變,因此,很多扭矩鎖緊不會采用墊圈。為降低摩擦力,多采用二硫化鉬、石墨材料等制作成潤滑脂,多應用于特殊鎖緊力要求工況下,要不然則會使預緊力變大,螺栓由于過度受力而產生斷裂。如果想采用較小預緊力達到理想的預緊效果,可采用潤滑脂減小連接件摩擦力。螺栓與緊固件間的摩擦力可以防止機械設備受到震動而松動,可應用雙螺母或涂膠等方式,使鎖緊力達到設計要求。螺栓表面進行電鍍處理,也會對扭矩及摩擦系數產生影響,接觸面、螺紋副間摩擦系數也會對扭矩值產生影響,在進行螺紋連接以前需要對選用的螺栓材質、熱處理情況進行檢查與了解,核實是否存在裂紋、斷扣等問題,可以更好地保證螺栓與緊固件間的配合。
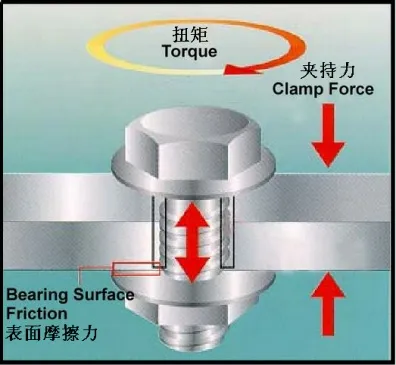
圖3 螺紋連接件之間存在摩擦力
(三)讀數影響
指針扭矩扳手會通過寬度、刻度間距比來獲取到實際的力矩值,準確度會受到讀數影響,需要工作人員事先進行估讀,這樣可以降低讀數誤差,而數顯扳手讀數誤差主要會受到數據波動影響。讀數誤差約占扳手示值誤差50%,而測量扭矩值變大會使讀數誤差有所降低,測量扭矩扳手下限部位易產生讀數誤差,需要由兩名工作人員進行重復讀數,這樣可以提高讀數的準確性。
(四)扭矩扳手結構影響
預置可調式扭矩扳手不可以脫離開主彈簧,這是準確使用扭矩扳手的關鍵,彈簧材料應變會對扭矩扳手準確性產生影響,需要彈簧材料具備足夠的強度、沖擊韌性、塑性和彈性,疲勞極限達到使用要求,經過良好的熱處理以后方可用于扭矩扳手。使用完預置式扭矩扳手以后,需要把扳手扭矩調整到最小值,完全釋放掉彈簧力,可以延長彈簧的使用年限。在采用預置可調式扳手時,先將扳手進行預扭,不可以拆卸掉螺母、螺栓,也不可以在扳手尾部加延長套管,避免對扭矩扳手造成損傷。要據使用要求合理調整扭矩,應該平緩加載扭矩,不可以進行猛壓或猛拉,防止過載操作使扭矩失去準確性,達到預置扭矩以后及時停止用力。
(五)維護管理
扭矩扳手使用頻次比較高,為了進一步提高準確度,需要進行定期采用檢定儀進行校準,可以達到1%的準確率。校準多在實驗環境下進行,不同于現場使用條件,應該對校準與維護進行管理,避免受到不同場合的影響。在實際應用前需要檢查扭矩扳手準確性,結合使用頻次來確定維護頻率,每年不少于一次校準。
四、扭矩扳手的正確使用方法
一些螺栓、螺母等緊固件對安裝扭矩有較高要求的場合,都會應用到扭矩扳手,通過對施加扭矩的準確控制可以提高螺紋的緊固性,也不會由于力矩過大導致螺紋受損,操作前設置好固定扭矩值,施加到預置的力矩后會通過振動或咔噠報警聲,需要停止繼續施加外力,不可以采用沖擊力,操作完成后將扳手中零件復位。工作人員需要將手握到手柄中間刻度線部位,要標注的方向上施加力矩,施力角度應該控制在±15°以下。嚴格根據緊固件強度及扭矩工藝要求選用合理量程的扭矩扳手,不可以超范圍使用。指針式扭矩扳手在使用以前,需要進行檢查與調零,在無荷載情況下指針應該歸零,如果指針不歸零應該進行調整或更換。為達到準確讀數的要求,操作扳手手柄時保證拉力與扳手成90°,平穩地施加扭矩,不可以沖擊或施加過大的力矩,避免出現力矩誤差。使用完力矩扳手以后,需要將通過旋轉將指針歸于零位,為下次使用提從方便。采用預置可調式扳手對構件進行緊固,需要把扭矩值設定在使用區間的,同時,扭矩扳手也是一種計量工作,在使用過程中不可以丟擲、震動,避免由于使用不當造成讀數不準。
五、扭矩扳手的檢定
扭矩扳手作為計量器具,需要根據要求定期進行檢定與校準,檢驗驗測機構對扭矩扳手進行檢定合格以后,會給扳手貼上合格標志。ISO 6789規定扭矩工具一年至少要校驗一次,國家檢定規程JJG 707-2014適用于扭矩扳手、含扭矩螺絲刀、及其他結構形式的帶有扭矩測量機構的擰緊計量器具,國際通用標準ISO6789-2017規定了用于螺紋連接體控制擰緊的手動扭矩工具的要求,描述了其測試方法及標記方法。工作人員在使用扭矩扳手時,應該檢查合格標識是否過期,查閱校準證書中對轉接器與扭矩扳手配合使用要求,都給出那些警示信息,需要根據校準數值進行規范操作。在進行扭矩扳手檢定時,需要保證扳手旋轉面與水平面保持平行,將期放置于智能扭矩儀上,通過導軌托盤來對扳手高低進行調整,保證旋轉面與水平面保持平行狀態,使安裝力矩數值可以準確無誤。如果擺放位置達到準確要求,在對扳手施加作用力時,扳手自身尺寸及自重會對力矩分量產生影響,會使得檢定精度達不到要求,需要嚴格控制扳手放置位置,才能更好地保證扳手精度。施加作用力的方向應該盡量保持與扳手保持垂直,如果超出允許偏差區域,扳手形成的力臂會低于實際力臂,扭矩值變小會對檢定精度造成影響。施加的力需要作用到扳手中間區域,也就是保持在加力線附近,如果位置靠前會與視準器接近,嚴格情況下會損壞指示器,扭矩會低于實際值。如果位置太過于靠后,施加的力矩會超過實際值,力矩傳感器則會受損,對扭矩精度造成影響。為防止傳感器受力狀態不好引起誤差,需要使傳感器與扭矩扳手保留一定的間隙,對扳手施加作用力時,傳感器與扳手方頭無法保持相同軸心,而實際顯示數值為扳手示值扭矩、側向扭矩、四方孔和套頭摩控力矩和。所以,縮短扳頭及四方孔間隙,采用較小摩擦力轉接頭,可以使輸出扭矩值更為精準。
六、結語
為了保證扭矩扳手準確性,需要深入分析扭矩扳手原理與準確性影響因素,保證按規范要求合用扭矩扳手,如何進行準確地檢定,從提高操作人員專業素養入手,更好地保證扭矩的穩定,減少摩擦帶來的影響,可以進一步降低誤差,提高扭矩扳手準確性。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
