電動汽車用7075鋁合金攪拌摩擦焊性能研究
2021-05-17 14:59:10劉美娜高博
汽車實用技術 2021年8期
關鍵詞:焊縫
劉美娜,高博
(廣州汽車集團股份有限公司汽車工程研究院,廣東 廣州 511434)
引言
目前,響應國家對于新能源車各項政策,電動汽車電池殼材料多選用密度較小的6系鋁合金,但由于6系鋁合金本身強度及電池殼結構設計限制,往往達不到能量密度要求,因此可考慮采用7075高強鋁實現大幅減重。7075鋁合金是一種可熱處理強化的Al-Mg-Zn-Cu系高強鋁合金材料,熔鑄方便,成形性好,經軋制能獲得比較理想的板材,通過固溶及時效處理,可獲得優良的綜合性能,因此在航空、航天以及軍工領域得到廣泛應用[1]。若7075鋁合金代替鋼鐵材料,可在很大程度上降低工業能耗,進而緩解當前能源和環境問題,提高資源利用率。
1 試驗材料與方法
1.1 試驗材料
試驗材料為7075鋁合金、7075-T6鋁合金,板厚均為2.0mm,鋁合金試片尺寸為350mm*150mm,焊縫熔深要求全焊透。
1.2 試驗設備
焊接設備為賽福斯特龍門式攪拌摩擦焊設備,攪拌針長2mm。

圖1 龍門式攪拌摩擦焊設備
1.3 試驗方法
首先將兩個試片對接放置在攪拌摩擦焊設備平臺上,要求對接間隙為0,然后用工裝夾具進行固定和夾緊,最后進行施焊,如圖2所示。本試驗主要焊接參數為:攪拌針轉速和進給速度,不斷調整攪拌針轉速和進給速度,觀察焊接過程中及焊后焊縫表面成形情況,在試驗過程中,當焊縫表面出現大量飛邊及溝槽缺陷時,立即終止焊接試驗,重新調整焊接參數。焊后觀察不同焊接參數下得到的焊縫表面成型情況,金相觀察各焊縫斷面,檢驗焊縫內部是否存在缺陷。再對焊后的對接鋁板,進行力學性能測試。
拉伸試驗試樣按照GB/T228《金屬材料拉伸試驗》的要求進行加工制作,實驗室環境溫度控制在(23±5)℃,試驗結束之后記錄焊接接頭的抗拉度。

圖2 施焊
2 試驗結果與分析
2.1 焊縫表面形貌
圖3 (a)、(b)、(c)分別為未熱處理7075鋁合金焊縫、T6處理7075鋁合金焊縫及7075鋁合金焊后T6處理得到的焊縫,焊縫成型較好、表面均勻一致,無氣孔咬邊等焊接缺陷。但在焊接參數調試過程中,未經熱處理的7075更易出現飛邊現象,主要原因是焊接過程中,焊縫上部溫度較高,而底部溫度較低,攪拌針端部的塑性金屬沿攪拌針表面向上遷移到軸肩區匯聚,由于軸肩區金屬溫度高,向下的擠壓力小,導致回填上來的金屬沿軸肩邊緣形成飛邊[2]。
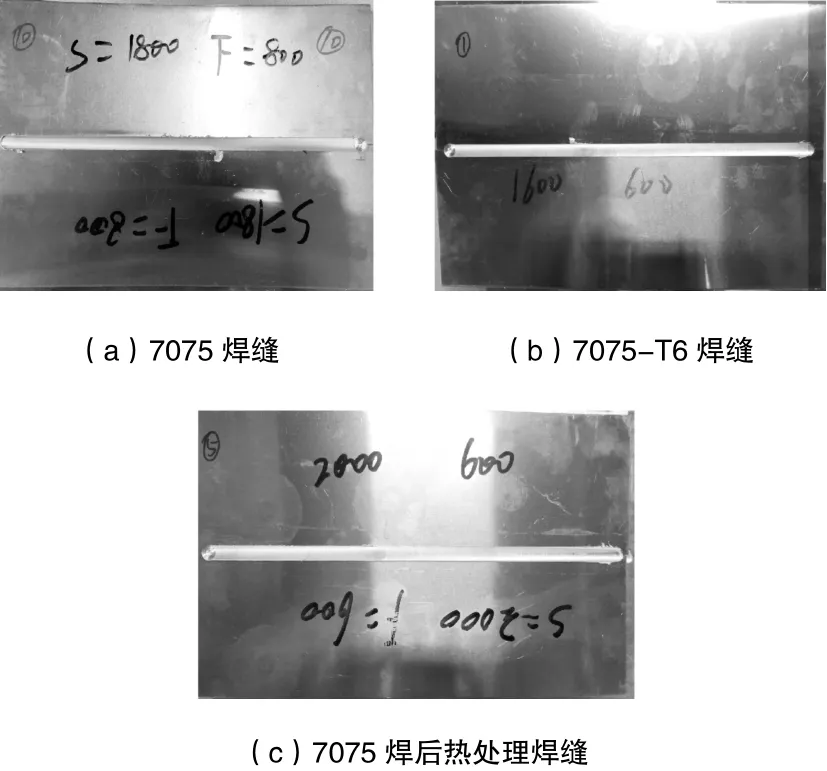
圖3 焊縫表面形貌
2.2 焊縫斷面形貌

圖4 焊縫斷面形貌
將不同焊接參數下得到的焊縫沿橫截面切開,用砂紙打磨平整,然后用酒精清洗,再采用低倍顯微鏡觀察斷面形貌,采用高倍鏡觀察焊核區。由圖4(a)(b)(c)可知,焊縫內部均未出現缺陷,焊縫明顯分為熱影響區、熱機影響區和焊核區三個部分,焊核區為細小的等軸晶粒;熱機影響區從母材的拉長的變形組織變為具有一定弧度的彎曲組織;熱影響區的晶粒形貌與母材相似,但晶粒出現了粗化現象。圖4(a)未經熱處理的焊核區晶粒較細小,攪拌摩擦焊接過程中,攪拌針的攪拌作用和熱作用共同造成焊核區發生動態再結晶,形成細小的等軸晶[3]。圖4(b)(c)經熱處理的焊核區晶粒較粗大,主要是由于熱處理過程中接頭受熱位錯能量釋放,位錯密度降低,等軸晶粒發生進一步長大[4]。
2.3 力學性能
將不同焊接參數下得到的焊縫按照GB/T228《金屬材料拉伸試驗》加工成拉伸試樣,用拉伸試驗機進行拉伸試驗,最優參數下焊縫抗拉強度結果如表1所示,拉伸試驗后斷裂位置均在熱影響區。

表1 焊縫系數
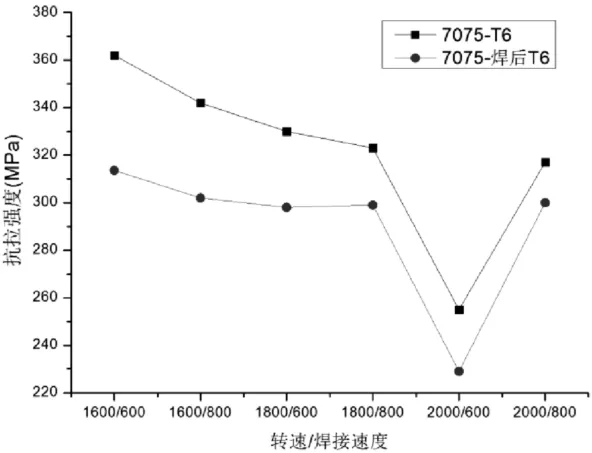
圖5 抗拉強度與轉速/焊接速度曲線
未經熱處理的7075鋁合金焊縫系數可達0.96;熱處理后7075鋁合金焊縫抗拉強度有所提升,但由于母材強度提升較明顯,焊縫系數有所降低。由圖5中7075-T6和7075-焊后T6焊縫抗拉強度與轉速/焊接速度曲線可知,焊前熱處理和焊后熱處理的焊縫抗拉強度與轉速/焊接速度具有相同的變化趨勢,均在轉速1600r/min,焊接速度600mm/min時獲得較高抗拉強度。
3 結論
(1)未經熱處理的7075鋁合金焊縫系數可達0.96;熱處理后焊縫抗拉強度有所提升,但焊前熱處理強度提升明顯。
(2)焊前熱處理和焊后熱處理的焊縫抗拉強度與轉速/焊接速度具有相同的變化趨勢,均在轉速1600r/min,焊接速度600mm/min時獲得較高抗拉強度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
