一種小批量多品種零件數控編程方法
2021-05-22 06:43:06井平安郭巍楊建新李睿陳遠洋
機械工程師 2021年5期
關鍵詞:模型
井平安,郭巍,楊建新,李睿,陳遠洋
(清華大學 基礎工業訓練中心,北京100084)
0 引言
隨著科技的不斷發展,產品的種類越來越豐富,尤其是某種受歡迎的產品,會延伸出同類的、具有部分相似的產品。這種同類的、相似度較高的產品,在使用數控機床進行生產制造過程中,按照傳統的編程模式[1],需要根據每個零件的特點來進行分析,制定相應的加工工藝,然后對每個零件進行相應的編程。這種傳統方法消耗時間長,需要做大量的重復性的工作。同理,在高校數控銑實訓過程中,要求同學們按照所提供的統一毛坯,進行同一方向的個性化設計,設計完成后,在編程加工的過程中會做大量重復性的動作,因此根據實際需求,依據所用編程軟件,制作相應的加工模板,提高同類、不同零件的編程效率,降低人工成本[2]。
1 零件結構分析與編程
1.1 編程軟件簡介
本文采用北京精雕集團開發的SurfMill 7.0數控編程軟件進行數控程序的編寫,SurfMill7.0是一款優秀的國產編程軟件,一般與北京精雕數控機床配套使用,所編寫的程序也可利用其它機床進行加工。
1.2 零件結構分析
下面以我校銑削實訓教學項目—印章的銑削加工為例。零件模型如圖1所示,零件尺寸為15 mm×15 mm×45 mm。按照常規零件的編程思路[3],根據單一印章的特點,需要對該零件進行四面加工,分別為頂部弧面、兩側面圓孔和印章底部印文部分,因銑削教學實訓時間限制,對印章頂部弧面和兩側面圓孔,規定成統一樣式,印章印文部分,讓學生在印章底部范圍內進行自由設計,因此根據印章設計要求,三面需加工表面統一批量加工,印章最重要的底部印文需單獨加工。印章底部印文造型部分的加工,因為讓學生們自由設計,每個印章所設計的印文內容均不相同,如按照傳統數控編程方式,每個印章底部印文部分不能進行批量編程,需要對每個印章進行單獨編程[4]。

圖1 印章模型
1.3 零件編程
根據上面所分析的零件特點,印章底部印文編程過程(以陽文印文為例)為:首先在Surfmill軟件2D繪制模式下,繪制想要加工的印文圖案或文字,然后將其放在15 mm×15 mm的正方形框架內,如果需要制作的是陽文印章,則需要將外框向內等距0.6 mm,以便作為外邊框;然后選擇字體樣式,輸入文字內容,調整文字大小和位置;文字調整完畢,將整個圖案通過變換并入Surfmill軟件3D造型模式下,調整圖案,使得加工坐標系創建在印章下表面中心位置;然后對印文進行整體鏡像,以便印文印出的文字為正的,然后進入Surfmill軟件加工模式下,對印章印文部分進行編程,編程過程中,首先建立刀具表,根據印章加工特點,確定使用φ8 mm的平底刀和30°、0.2 mm的錐度平底刀進行加工,建立所選刀具后,按照實際毛坯大小進行毛坯設置,設置毛坯大小為15 mm×15 mm×45 mm, 利用單線切割模式,將毛坯表面銑削掉0.5 mm,利用單線切割編程時,根據所選刀具直徑利用輔助路徑進行編程;對印文部分編程時,使用區域切割模式進行編程,選中需要加工的區域,設置加工參數,進行模擬加工計算,然后對所編寫程序進行模擬加工,模擬加工沒有問題,則進行程序輸出,程序輸出后即可在真實機床上進行加工。印章的印文部分加工路徑如圖2所示。
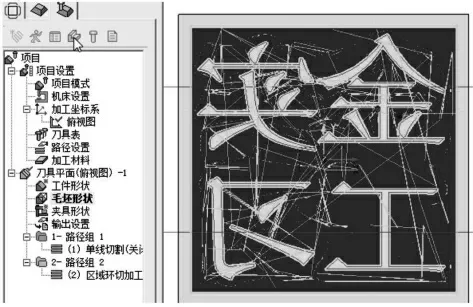
圖2 創建加工路徑
1.4 問題分析
上面所述為單個印章印文的編程過程,但是對不同印章,這類小批量多品種零件在利用Surfmill進行編程時,按上面傳統編程模式,需要對每個零件都進行坐標系建立、路徑設置等編程過程。或者可以采用模型替換的方法,直接將已經編程好的文件,保存為默認escam格式文件,復制到Surfmill3D環境打開,在3D模式下,直接刪除原模型,輸入新的3D模型,然后處理模型,更換加工域,重新計算路徑。利用Surfmill的這兩種傳統數控編程模式,第一種消耗時間過長,需要對每個零件都建立坐標系、進行路徑設置,需要進行大量重復性動作;第二種模型替換的編程模式,需要對文件進行拷貝替換,在拷貝文件時候,文件容易損壞,或者在輸入新的模型時,因軟件識別原因,模型的輸入格式受到限制。因此以上兩種利用Surfmill進行編程的傳統編程模式,都不適合小批量多品種零件的編程,都制約著小批量多品種零件的編程效率。
2 項目模板建立和使用
針對利用Surfmill對小批量多品種編程所遇到的問題,利用數控編程軟件Surfmill提供的項目模板功能,將某個模型所規劃好的所有路徑或單條路徑作為項目模板,在后期加工同類或同特征的新零件時,直接調用項目模板,不需要再對新零件進行新的路徑規劃,能大大縮短后期同類或同特征零件的編程時間,提高加工效率[5-6]。
2.1 項目模板建立
以印章為例,介紹下路徑組項目模板建立過程。如圖3所示,針對已經編好程序,設置好加工參數的一個印章,選中所要作為模板的路徑組→加工項目→保存為路徑模板。針對印章銑削加工編程過程,建立印章模板,命名為印章模板(陰或陽)。

圖3 保存項目模板
不只是整個加工路徑組可以建立模板,單個路徑也可以建立模板,單個路徑模板建立(如圖4):加工模式下→刀具平面→右鍵→路徑模板→添加→添加單條路徑模板→設置參數→確定。
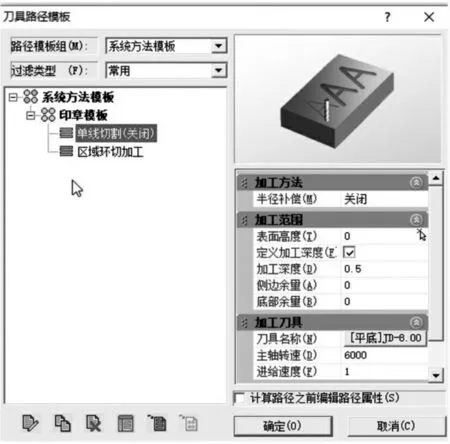
圖4 單路徑項目模板
2.2 項目模板的使用
在加工同類零件時,調入零件模型后,進入加工模式,點擊項目→應用項目模板→加載需要的項目模板→確定,如圖5所示。單個路徑調用模板為刀具平面→右鍵→路徑模板→選擇已添加的單條路徑模板→確定。
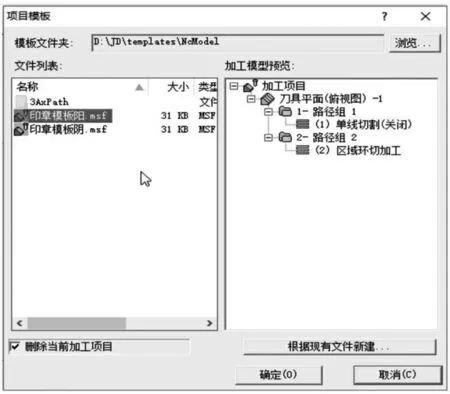
圖5 加載項目模板
在加載項目模板后,所對應的路徑組不能直接使用,還需要對模板里的加工區域進行重新選擇,通過右鍵選擇加工域,然后選擇加工路徑下需要加工的區域,所有路徑選擇完成后,進行重新計算(如圖6、圖7),計算完畢后即得到所需零件的加工路徑,然后對零件加工路徑進行輸出,編程結束。單個路徑調用路徑模板后,也需要對加工區域進行重新選擇,選擇后進行路徑重算。單個路徑模板的使用范圍比路徑組模板使用范圍更廣,路徑組模板可供小量、多品種零件使用,而單個路徑模板,無論零件是否相似,只要零件材質、加工要求相同,那么只需要2個零件具有相同的1個或幾個特征,針對其1個或幾個特征可以使用單條路徑模板,大大節約編程時間。
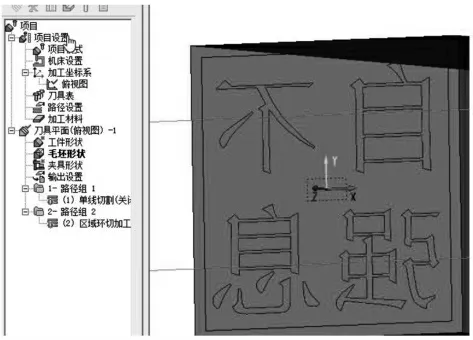
圖6 重新計算前結果
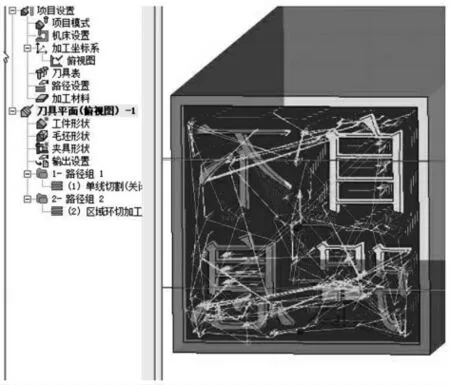
圖7 重新計算后結果
3 結語
數控編程中項目模板的使用,使數控編程人員在編制小量、多品種、相似度較高的零件程序時,不需要再對零件進行路徑規劃[7],節省了大量的編程時間。項目模板在復雜零件編程時,也同樣適用,在相似復雜零件(三軸、多軸)編程過程中,只需高級編程人員設定好項目模板[8],具有初級或中級能力的數控編程人員只需調用模板,替換項目模板中的加工區域,就能得到所需的數控加工程序,順利完成相似復雜零件的編程;同時利用單個路徑模板[9]功能,針對不同類零件,只要其某1個或多個特征相似,也可以直接調用單個路徑模板,降低了企業生產成本,減少了數控編程中錯誤的發生,提高了編程效率,在企業實際生產過程中,具有較強的實用性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19