送絲速度對5052鋁合金與304不銹鋼電弧熔釬焊接頭性能的影響
2021-05-22 06:43:36韓世偉劉騫羅展許惠斌
機械工程師 2021年5期
韓世偉,劉騫,羅展,許惠斌
(1.重慶鐵馬工業集團有限公司,重慶400050;2.重慶理工大學 材料科學與工程學院,重慶400054)
0 引言
21世紀制造業的重要研究方向之一是節能與環保,因為鋁合金與不銹鋼結構擁有輕柔、強硬的優勢,具有經濟和節能的特點,所以需要探索者將更多的關注度放在輕質結構上[1]。近幾年以來,隨著鋁/鋼復合結構的產品在航空、汽車、鐵路等領域的應用慢慢增多,鋁/鋼異種材料連接技術受到了廣泛關注,逐漸變為材料連接研究領域的新話題。鋁鋼異材連接結構是最為常用、經濟的一種異種金屬接頭,但是由于鋁/鋼異種金屬在材料本質方面存在巨大差異,使得焊接鋁/鋼接頭連接變得尤為困難,因此深入研究鋁/鋼焊接中的科學問題很有必要。其中,如何控制鋁/鋼接頭界面金屬間化合物(IMC)層厚度和焊縫成形是一個重點難題。
目前,采用較多的鋁/鋼異種材料連接方法主要有固相焊接、熔化焊和熔-釬焊等焊接方法,取得了不錯的效果。其中,采用電弧熔釬焊連接鋁/鋼時,由于其焊接熱輸入低、工件尺寸要求不高等特點,有效控制了IMC層的生長,廣受各行業關注。鋁/鋼接頭界面IMC層的生長對焊接接頭力學性能的影響非常敏感,因而控制接頭界面IMC層的生長是非常必要的一個環節。黃健康等[2]研究了在不同激光功率、焊接電流下IMC層對鋁/鋼電弧熔釬焊接頭界面的作用,研究發現,通過減小電弧電流、增大焊接速度,可以讓金屬間化合物層厚度減小,從而提升接頭的力學性能。H. S. Furuya等[3]通過添加Ni、Cr、Mn等元素,降低了η-Fe2Al5相的晶粒尺度,起到細晶強化的效果;而且添加Ti、Si元素能夠使IMC層變薄,從而使接頭的力學性能有所提升。李春玲等[4]研究了焊接電流對鋁/鍍鋅鋼對接接頭性能的作用,研究發現界面IMC層的厚度隨焊接電流提高而增加,而熔釬焊接頭的抗拉強度出現先增大、后減小的趨勢。同時,在我們過去的研究中發現,通過調節送絲速度,能夠有效控制焊接熱輸入,從而對界面IMC層的生長起到調控作用,可能會增加提高接頭的力學性能的概率[5]。
電弧熔釬焊是此次實驗中主要采用的焊接方法,針對5052鋁合金與304不銹鋼,進行異種金屬對接焊接試驗,使用掃描電子顯微鏡(SEM)觀察接頭的IMC層厚度,用拉伸試驗機測試焊接接頭的抗拉強度;在此基礎上,研究了焊接送絲速度對IMC層厚度、抗拉強度的影響和對焊接接頭宏觀、微觀形貌的影響,且深入觀察了最優工藝參數條件下接頭的斷裂行為。
1 試驗材料、焊接設備及工藝參數
1.1 試驗材料
本試驗母材采用100 mm×50 mm×3 mm的5052鋁板和304不銹鋼板,分別提前制備成60°和45°坡口。試驗選用NOCOLOCK釬劑并在焊前準備中預先涂覆至鋼側待焊表面。焊絲采用直徑為1.2 mm的ER2319Al-Cu6焊絲。母材和焊絲的具體成分如表1~表3所示。

表1 5052鋁板化學成分質量分數 %

表2 304不銹鋼板化學成分質量分數 %

表3 ER2319Al-Cu6焊絲化學成分質量分數 %
1.2 設備及實驗方法
如圖1所示,試驗所采用焊機為松下WX-300型交/直流鎢極氬弧焊機。接頭形式為對接,裝配間隙為2 mm。焊接過程中固定工藝參數如表4所示,通過調節送絲速度(1150、1210、1350 mm/min),探究其對接頭性能的影響。
為了去除母材表面的氧化物和污漬,焊接前使用400#砂紙打磨不銹鋼板,且用無水乙醇清洗以防止污漬和氧化。每組參數至少從3個焊件中各選取1個拉伸試件進行力學性能檢測,測試設備為WD.100KE型拉伸試驗機,拉伸件尺寸按照國際標準(ISO6892:1998)制備,在室溫環境下,試驗在拉伸速率為1 mm/min的條件下進行。且制備的金相試樣尺寸為20 mm×3 mm×3 mm,用于觀察接頭形貌及分析組織結構。與此同時,用金相顯微鏡(OM)觀察接頭橫截面形貌,用掃描電子顯微鏡(SEM)觀察接頭界面微觀形貌及斷口表面形貌,用能譜儀(EDS)確定接頭界面成分。

圖1 焊接示意圖

表4 焊接固定參數
2 實驗結果與分析
2.1 熔釬焊宏觀接頭橫截面、接頭焊縫微觀形貌
在焊接熱源采用TIG電弧為主的方式下,鋁合金母材和焊絲的熔點在某些局部區域低于焊接瞬時的溫度,因此使得焊絲融化并填充至焊縫,另外,局部焊接溫度低于304不銹鋼母材熔點,配合NOCOLOK釬劑,去除母材表面氧化膜,促進熔融的焊絲在鋼表面潤濕鋪展,并在鋁/鋼界面處生成一層界面IMC層,焊縫中熔融后的金屬與鋼基體發生反應形成熔釬焊接頭。實驗測得3種不同焊絲速度下鋁/鋼電弧熔釬焊的接頭橫截面形貌(如圖2),以及焊縫微觀形貌(如圖3)。在1150 mm/min的送絲速度下,焊縫表面氣孔大小不均勻并集中分布在焊縫中,焊縫上部金屬與鋼基體之間有一定的潤濕鋪展,但在此處有宏觀裂紋產生,焊縫下部有凹坑出現,是由于熔化焊絲填充效果較差,焊縫與鋼基體連接處上、下表面金屬熔覆率較低,接頭成形受影響,導致接頭整體的力學性能下降,如圖2(a)、圖3(b)所示;在1210 mm/min的送絲速度下,焊縫表面的氣孔減少,焊縫微觀形貌下,焊縫中心氣孔大量減少,焊縫區上部金屬與鋼基體之間的潤濕鋪展效果較1150 mm/min送絲速度時好,在熱輸入固定的情況下,熔化焊絲填充焊縫效果好,焊縫與鋼基體連接處上下表面金屬熔覆率好,焊接接頭橫截面成形好,提高了接頭整體的力學性能,如圖2(b)、圖3(c)所示。在1320 mm/min的送絲速度下,焊縫表面呈現出氣孔非常密集的現象,焊縫中心依然存在大量的氣孔,與前兩次送絲速度相比,氣孔更加密集,且沒有發現焊縫區上表面的金屬與鋼基體間的潤濕鋪展作用;焊縫上部區域余高增多,原因是:在熱輸入穩定的情況下送絲速度過快,焊絲來不及完全熔化就被后續填充焊絲擠出焊縫,填充焊縫效果減弱,因此在焊縫區形成密集氣孔,降低焊縫區域的致密性,成為應力集中的區域,降低了接頭整體的力學性能,如圖2(c)、圖3(d)所示。在3種焊接送絲速度下,送絲速度為1210 mm/min時接頭成形焊縫處氣孔最少,熔覆率最佳,焊接接頭力學性能最優。
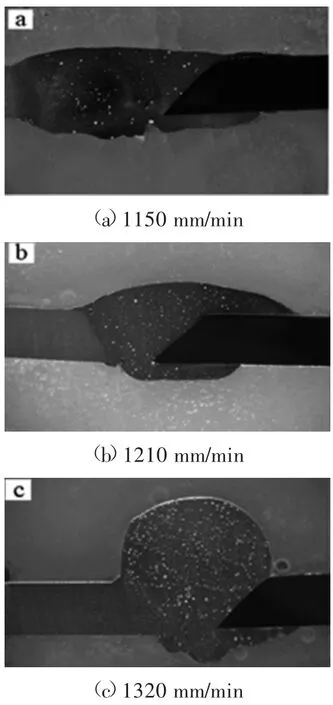
圖2 3種送絲速度下的接頭橫截面形貌
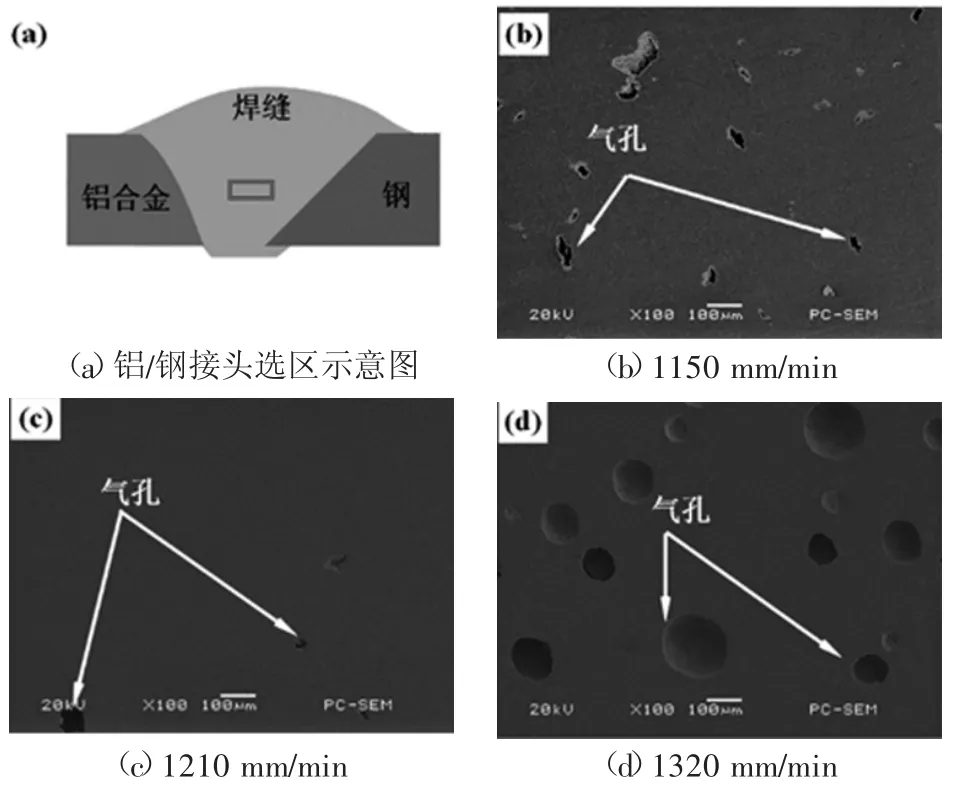
圖3 3種送絲速度下的焊縫微觀形貌
2.2 熔釬焊接頭微觀組織分析
除了焊縫成形對鋁/鋼電弧熔釬焊接頭性能影響以外,減小IMC層厚度和焊縫區域的孔洞是獲得高強度異種金屬接頭的重要手段之一,在鋁/鋼電弧熔釬焊過程中,為了研究送絲速度對焊縫形貌、IMC層微觀形貌及其組織結構的影響,選擇1150、1210、1320 mm/min等3個送絲速度參數作為研究對象。圖4(b)~圖4(d)是鋁/鋼電弧熔釬焊接頭焊縫在掃描電鏡(SEM)下的微觀形貌圖。圖4(b)是送絲速度為1150 mm/min的條件下的接頭焊縫微觀形貌,界面上側明顯出現裂紋。圖4(c)是送絲速度為1210 mm/min的條件下的接頭界面微觀形貌,界面區域結合良好,無裂紋、氣孔產生。圖4(d)是送絲速度為1320 mm/min的條件下的接頭界面微觀形貌,無明顯的氣孔、裂紋產生。為了更加深入地探究IMC層的組織與成分,通過使用能譜儀(EDS)、Image-pro軟件測量界面IMC層成分及厚度,界面處的IMC平均厚度為8.9、6.1、6.0 μm,其成分組成如表5所示。在送絲速度為1150 mm/min的條件下,IMC層上側方向出現裂紋,IMC層厚度較大(為8.9 μm),經過點掃描后的成分確定為θ-Fe4Al13相。在送絲速度為1210 mm/min的條件下,IMC層厚度變小(為6.1 μm),點掃描后的成分確定為η-Fe2Al5、θ-Fe4Al13。在送絲速度為1320 mm/min的條件下,IMC層厚度為6.0 μm,界面成分為FeAl3、Al2Cu。
在固定熱輸入條件下,隨著焊接送絲速度的提高,單位焊絲熱輸入減小,在較低的送絲速度條件下,焊絲熔化后,依然有一部分熱輸入對鋼基體作用,導致IMC層厚度增大,而對鋼基體的熱輸入增大,形成IMC的過冷度增大,生成θ-Fe4Al13相。隨送絲速度增加,對鋼基體的熱輸入減少,導致IMC層厚度減小,形成IMC的過冷度減小,生成θ-Fe4Al13相所需過冷度不足,因此生成在較低過冷度下也能獲得的η-Fe2Al5相。當對鋼基體的熱輸入繼續減小時,過冷度繼續減小,導致無法生成η-Fe2Al5、θ-Fe4Al13相,而生成所需過冷度更低的FeAl3、Al2Cu相。由于IMC與母材基體的結合能力較弱,呈現硬脆性,當IMC的厚度增加時,與母材基體的結合能力下降,從而降低了界面處的斷裂強度,斷裂往往在這里發生。Al2Cu相對界面具有時效強化的作用[6],因此在具有Al2Cu相的界面處,斷裂強度得到提高。
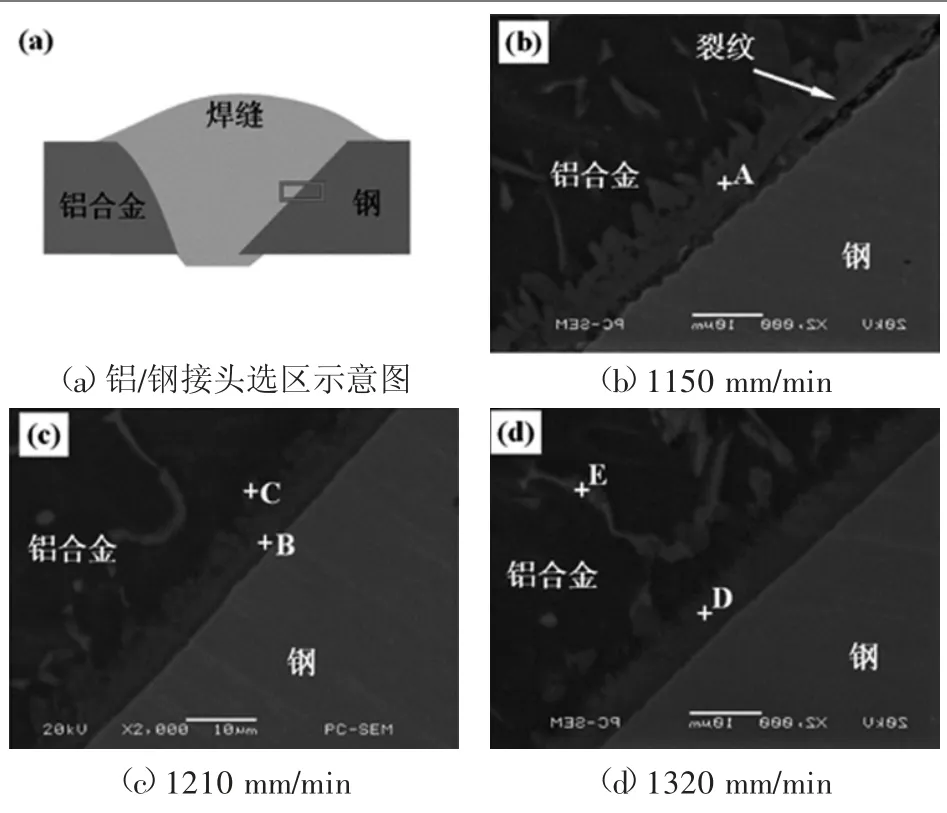
圖4 三種送絲速度下界面微觀形貌
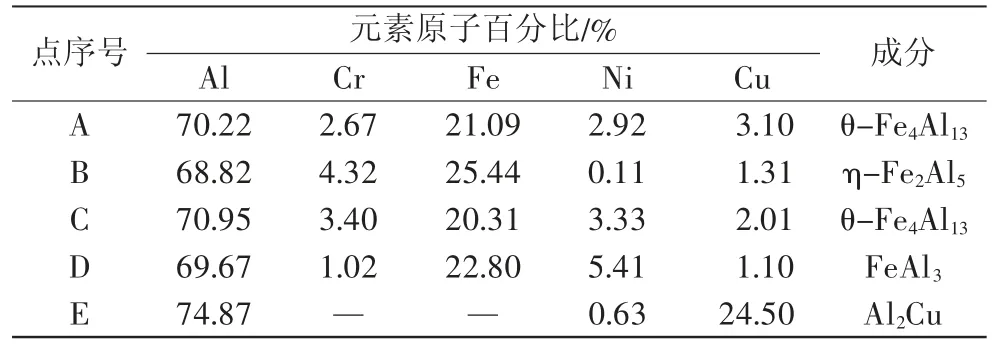
表5 接頭界面IMC層EDS分析結果
2.3 鋁/鋼焊接接頭的力學性能
圖5為不同焊接送絲速度下接頭抗拉強度圖。由圖5可知,在送絲速度從1150 mm/min增加到1320 mm/min的過程中,強度曲線呈陡增然后降低的趨勢。在送絲速度為1210 mm/min的條件下,獲得最優接頭抗拉強度的平均值為170.6 MPa。在送絲速度為1150 mm/min的條件下,接頭的平均抗拉強度最低,為72 MPa。在送絲速度為1320 mm/min的條件下,接頭的平均抗拉強度為92.6 MPa。主要原因是:隨著焊接送絲速度增加,焊縫中氣孔數量先減少、后增加,焊縫金屬與鋼基體熔覆率先增加、后減少,界面IMC 層厚度持續降低,接頭抗拉強度受三者的共同影響,最終測得圖5所示的抗拉強度值。
為了進一步探究接頭力學性能對接頭斷裂行為的影響,采用掃描電鏡觀察在最優送絲速度為1210 mm/min的條件下的接頭斷口形貌,如圖6所示。可以發現,斷口形貌中存在大量韌窩特征,說明接頭擁有較強的抗裂能力和一定的塑韌性。盡管如此,也存在層狀撕裂的特征,使接頭強度弱化,最終造成以韌性斷裂為主的混合型斷裂模式。
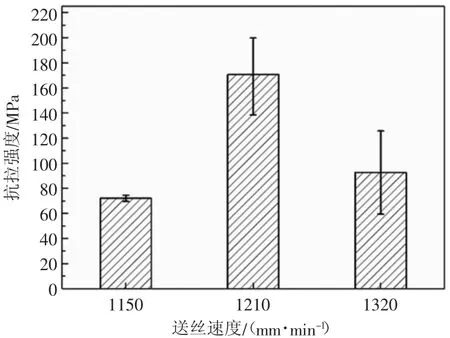
圖5 三種送絲速度下接頭抗拉強度
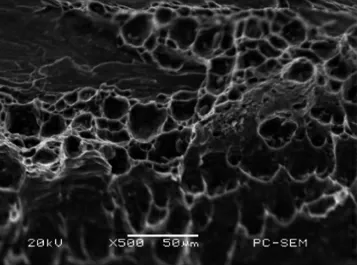
圖6 在1210 mm/min送絲速度下斷口微觀形貌
3 結論
1)采用ER2319 焊絲作為填充焊絲金屬,成功獲得了5052鋁和304不銹鋼TIG電弧熔釬焊接頭。通過釬劑的去膜作用,液態金屬能夠在鋼基體表面潤濕鋪展,發生冶金反應,形成釬焊接頭,在鋁合金一側形成熔焊接頭。2)隨著焊接送絲速度的增加,焊縫區域的氣孔數量呈現先減后增的趨勢,焊縫上部與鋼基體熔覆率先增加、后減少,氣孔越少,熔覆率越高,接頭整體抗拉強度增加。3)由于送絲速度的不同,界面IMC層的厚度不同,IMC層厚度在6~9 μm范圍內變化,滿足界面IMC層厚度要求(<10 μm),隨著送絲速度增加,單位焊絲熱輸入降低,界面IMC層厚度逐漸下降,提高了接頭整體的強度。4)在送絲速度為1210 mm/min的條件下,對鋼基體的熱輸入減少,界面處IMC層厚度較低,有效控制了界面IMC層的生長;焊縫上表面及中心孔洞減少,增強接頭的平均抗拉強度。在拉伸載荷下,獲得平均抗拉強度值為170.6 MPa(約為鋁合金母材強度的81.2%),接頭斷裂位置出現在界面處,是以韌性斷裂為主的混合型斷裂。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11