厚壁鋁合金搖動電弧窄間隙GMAW焊縫氣孔分布與成形
2021-06-16 06:56:02陳琪昊王加友
江蘇科技大學學報(自然科學版) 2021年2期
關鍵詞:焊縫
陳琪昊,楊 帆, 朱 杰, 王加友
(江蘇科技大學 材料科學與工程學院,鎮(zhèn)江 212100)
鋁合金具有密度低、耐腐蝕性好、強度高及可焊性好等優(yōu)點,在船舶、航空航天及核工業(yè)等領域具有重要的工程應用價值[1].隨著現(xiàn)代工業(yè)的發(fā)展,大型結構的焊接需求越來越多,厚壁鋁合金的焊接問題愈發(fā)顯得重要.
傳統(tǒng)的厚壁鋁合金非窄間隙熔化極氣體保護焊方法存在焊接熱輸入大、焊接效率低及接頭軟化等問題[2].窄間隙熔化極氣體保護焊(NG-GMAW)與非窄間隙焊接方法相比,具有熱輸入低、節(jié)約材料及焊接效率高等優(yōu)點[3-5],是一種理想的厚壁鋁合金焊接方法.
對于窄間隙焊接特有的側壁熔合不良問題,國內(nèi)外學者先后提出電弧搖動(搖動電弧屬于擺動電弧一種,搖動電弧擺動路線為弧形,為區(qū)別于電弧的橫向直線擺動,在概念上稱為搖動電弧)或旋轉的焊接方法[6-7],有效地解決了此問題.受鋁合金材料本身特性的影響,厚壁鋁合金NG-GMAW氣孔問題一直未見較好的解決方案,焊縫氣孔與成形是影響鋁合金NG-GMAW焊接質(zhì)量的兩個重要因素.焊縫氣孔分布與焊縫成形之間是否存在一定的聯(lián)系,從而可通過優(yōu)化焊縫成形減小焊縫氣孔缺陷.針對此問題,文中在搖動電弧NG-GMAW基礎上開展了焊縫氣孔分布與焊縫成形關系的研究,為厚壁鋁合金搖動電弧NG-GMAW工藝優(yōu)化提供指導.
1 焊接設備及實驗方法
1.1 焊接設備
焊接設備示意如圖1,主要由焊接電源、送絲機、焊炬、保護氣及工作臺組成.焊炬的構造是實現(xiàn)電弧搖動的關鍵,在焊炬內(nèi)部,彎曲導電桿和空心軸電機相連,在空心軸電機的驅(qū)動下,彎曲導電桿帶動電弧在窄間隙坡口內(nèi)進行弧形搖動,電弧搖動軌跡如圖2,電弧搖動可控參數(shù)為搖動頻率、搖動角度及側壁停留時間.
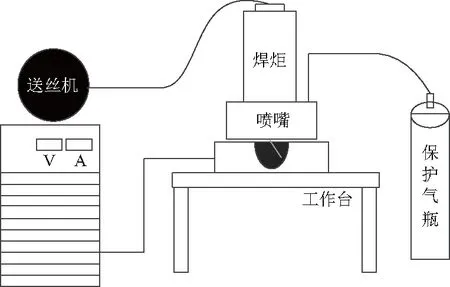
圖1 焊接設備示意
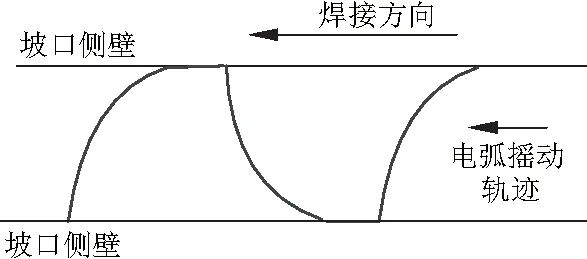
圖2 電弧搖動軌跡示意
1.2 實驗方法
對厚壁5083鋁合金進行搖動電弧NG-GMAW,焊絲選用ER5183.焊接過程中,電弧在窄間隙坡口內(nèi)左右搖動,并在側壁處進行短暫停留,以增加側壁熱輸入,抑制側壁未熔合缺陷的形成.
實驗參數(shù)如表1,固定焊接參數(shù),僅改變電弧搖動參數(shù),分析電弧搖動作用下焊縫氣孔分布與成型之間的關系.根據(jù)焊接經(jīng)驗,當搖動頻率為1 Hz、側壁停留時間為100 ms、搖動角度為30°的參數(shù)組配時,焊接質(zhì)量較好.因此,電弧搖動參數(shù)圍繞.焊接電流為350 A、焊接速度為240 mm/min、氣流量為25 L/min進行設定.實驗過程中僅改變電弧搖動頻率、搖動角度及側壁停留時間.

表1 焊接工藝參數(shù)
焊接試板規(guī)格為200 mm×150 mm×30 mm,采取U型坡口,坡口凹槽深度為25 mm,坡口凹槽鈍邊厚度為10 mm,坡口形式示意如圖3.

圖3 試驗焊件坡口形式
對試樣件進行單層搖動電弧GMA焊接,利用光學顯微鏡及Image-ProPlus軟件對橫截面內(nèi)氣孔分布及焊縫成形進行統(tǒng)計分析.
在分析數(shù)據(jù)時,考慮到焊縫截面形狀變化的影響,在計算氣孔率時以實際焊縫截面積為分母進行計算,利用Image-ProPlus軟件測量了不同焊接參數(shù)下的焊縫截面積Sw及焊縫截面上的氣孔面積Sg,取氣孔面積總和,氣孔率為:
氣孔率從宏觀上反應了焊縫截面整體氣孔率大小,焊縫截面整體氣孔率大小同焊縫性能具有直接的聯(lián)系,因此,文中計算的焊縫截面氣孔率具有一定的參考意義.
2 實驗結果與分析
2.1 焊縫截面氣孔分布規(guī)律
固定其他參數(shù),僅改變電弧搖動頻率f,焊縫宏觀氣孔分布如圖4,結果表明:當搖動頻率f為0.5、2.0 Hz時,大氣孔主要分布于焊縫上部;當搖動頻率為1.0、1.5 Hz時,氣孔分布相對比較均勻,在焊縫上部沒有產(chǎn)生大氣孔聚集現(xiàn)象.從此可以看出,焊縫氣孔分布對電弧搖動頻率具有較強的敏感性.改變電弧搖動頻率,可以直接改變焊縫截面氣孔的分布.

圖4 擺動頻率對氣孔分布的影響
對不同搖動頻率下的宏觀氣孔直徑D分布及氣孔率η(面積覆蓋率)進行分析,結果如圖5.

圖5 搖動頻率對氣孔尺寸分布及氣孔率的影響
統(tǒng)計結果表明,當搖動頻率由0.5 Hz增加到1.5 Hz時,集中在焊縫上部分的大尺寸氣孔數(shù)量n逐漸減少,分布在焊縫中的小尺寸氣孔數(shù)量增多;當搖動頻率由1.5 Hz增加到2.0 Hz時,位于焊縫上部的大尺寸氣孔數(shù)量及焊縫內(nèi)部的小尺寸氣孔數(shù)量均逐漸增多.宏觀氣孔覆蓋率隨搖動頻率增加呈現(xiàn)先下降后上升的趨勢,當搖動頻率為1.5 Hz時,焊縫宏觀氣孔覆蓋率最小.當搖動頻率為2 Hz時,焊縫宏觀氣孔覆蓋率最大.電弧搖動對熔池流動具有攪拌作用,在一定程度內(nèi)有助于熔池內(nèi)氣泡逸出,電弧搖動頻率越大,攪拌作用越強,但是當搖動頻率過大時,對熔池內(nèi)氣泡逸出起到了抑制作用.
改變電弧搖動角度,電弧搖動角度θ分別為25°、30°及32°,焊縫宏觀氣孔分布如圖6,結果表明,當搖動角度θ為25°及30°時,氣孔分布比較均勻;當搖動角度為32°時,氣孔分布發(fā)生了明顯變化,焊縫宏觀氣孔尺寸較大.在焊縫上部區(qū)域,大氣孔分布密度較大.

圖6 電弧搖動角度對氣孔分布的影響
不同電弧搖動角度下的焊縫宏觀氣孔尺寸分布及面積覆蓋率如圖7,當搖動角度為25°及30°時,小氣孔數(shù)量較多.搖動角度為32°時,大尺寸氣孔數(shù)量增多.當搖動角度從25°到32°時,宏觀氣孔覆蓋率呈現(xiàn)先下降后上升的趨勢,當搖動角度為30°時,焊縫宏觀氣孔覆蓋率最小.
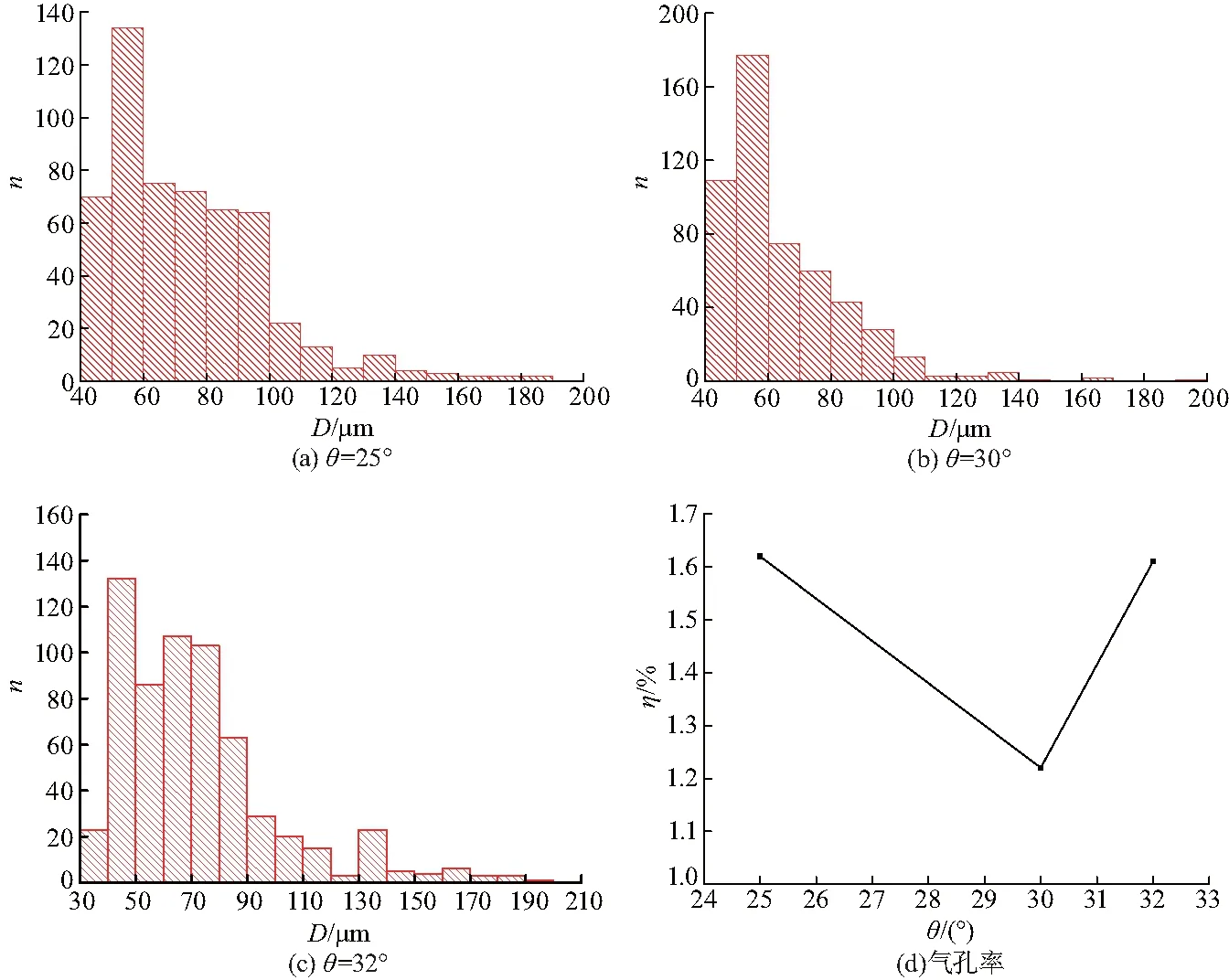
圖7 搖動角度對氣孔尺寸分布及氣孔率的影響
改變電弧側壁停留時間,側壁停留時間t分別設為40、100、120、160 ms.焊縫宏觀氣孔分布如圖8,結果表明,隨側壁停留時間增加,焊縫宏觀氣孔尺寸逐漸增大,大尺寸氣孔逐漸聚集于熔合區(qū)附近.
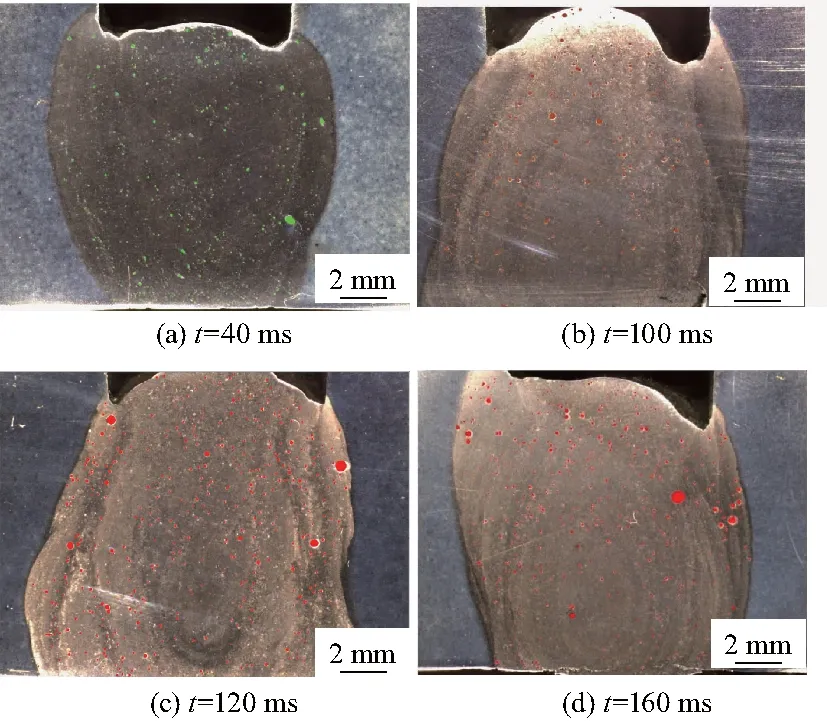
圖8 不同側壁停留時間下焊縫氣孔分布
面積覆蓋率隨側壁停留時間的增大先減小后增大,當側壁停留時間為100 ms時,焊縫宏觀氣孔覆蓋率最低,為1.04%.當側壁停留時間為160 ms時,焊縫宏觀氣孔覆蓋率最大,為2.28 %.
通過計算,得出不同側壁停留時間下的焊縫宏觀氣孔尺寸分布及面積覆蓋率,如圖9.當側壁停留時間為100 ms時,焊縫中氣孔數(shù)量最少,其中大部分為小尺寸氣孔.當側壁停留時間為40 ms時,小尺寸氣孔數(shù)量較多.當側壁停留時間為120 ms時,氣孔數(shù)量增多.當側壁停留時間為160 ms時,焊縫截面中的氣孔數(shù)量進一步增多,小尺寸氣孔數(shù)量依舊占據(jù)總氣孔數(shù)量的大部分.在側壁停留時間由100 ms增加到160 ms時,大尺寸氣孔數(shù)量不斷減少.

圖9 側壁停留時間對氣孔尺寸分布及氣孔率的影響
2.2 焊縫成形規(guī)律
不同電弧搖動頻率下的焊縫宏觀成形情況也可通過圖4進行分析,發(fā)現(xiàn)當電弧搖動頻率為1 Hz 時,焊縫成形質(zhì)量較好,左右對稱良好.當電弧搖動頻率為2 Hz時,焊縫成形質(zhì)量較差,出現(xiàn)了明顯的非對稱特征.
通過軟件對焊縫截面尺寸d進行測量,得到不同搖動頻率f下的焊縫截面凸起高度和側壁熔深,如圖10.隨電弧搖動頻率的增大,側壁熔深及凸起高度均先減小后增大.當搖動頻率為1.0 Hz 時,焊縫截面凸起高度最小,側壁熔深在兩側壁處寬度相對均勻,焊縫成形良好;當搖動頻率為0.5 Hz的時候,側壁熔深達到最大,但是焊縫成形不均勻,焊縫凸起高度較大.

圖10 搖動頻率對側壁熔深及凸起高度的影響
搖動角度影響電弧的橫向搖動寬度,對熔池金屬的鋪展有一定影響,從而影響到焊縫的側壁熔深,因此,需要對搖動角度的影響規(guī)律進行研究.在這組試驗當中,保持保護氣體流速、焊接電流、焊接速度、擺動頻率和側壁停留時間試驗工藝參數(shù)不變.搖動角度為導電嘴從坡口中心到側壁之間的角度,不同搖動角度下的焊縫截面形貌如圖6.發(fā)現(xiàn)當搖動角度為30°時,焊縫截面中部凸起高度最小,焊縫成形均勻,對稱性較好.
通過測量得出不同搖動角度下的焊縫截面凸起高度值和側壁熔深值,如圖11.焊縫截面凸起高度及側壁熔深同樣隨搖動角度θ的增大先減小后增大.當搖動角度為30°的時候,焊縫截面凸起高度最小,截面凸起高度為0.91 mm,側壁熔深在兩側壁處寬度相對均勻,焊縫成形美觀;而當搖動角度為32°的時候,側壁熔深最大,側壁熔深為3.31 mm,但是焊縫成形不均勻,焊縫凸起高度達到最大.
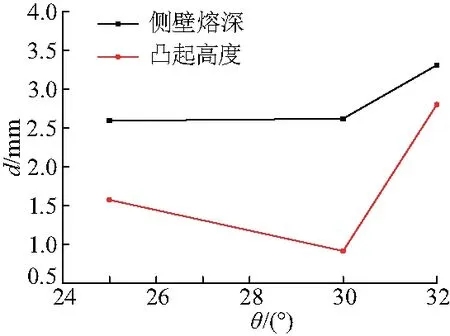
圖11 電弧搖動角度對側壁熔深及凸起高度的影響
改變側壁停留時間,分別為40、100、120、160 ms,不同側壁停留時間下的焊縫宏觀成形如圖8.當側壁停留時間為40 ms時,焊縫凸起高度較小,側壁熔合較均勻,焊縫成形較好.
不同側壁停留時間下的焊縫截面凸起高度值和側壁熔深值如圖12.

圖12 電弧側壁停留時間對側壁熔深及凸起高度的影響
焊縫截面凸起高度值和側壁熔深值隨側壁停留時間的增大先增大后減小.當側壁停留時間為100 ms時,焊縫截面凸起高度最大,為2.4 mm,側壁熔深為2.75 mm,側壁熔深較小,焊縫凸起高度最大,焊縫成形差.側壁停留時間為40 ms時焊縫成形質(zhì)量較好.當側壁停留時間為120 ms時,焊縫截面凸起高度為1.93 mm,側壁熔深最大,為3.01 mm,焊縫右側嚴重下凹,進行下一道焊縫焊接時可能會出現(xiàn)咬邊的現(xiàn)象,焊縫成形較差.當側壁停留時間為160 ms的時候,側壁熔深最小,焊縫截面分布不均勻,呈現(xiàn)左高右低的現(xiàn)象.
2.3 焊縫氣孔分布與焊縫成形之間的對應關系
(1) 搖動角度的影響
搖動角度增大會使側壁熔深增大,氣孔率先減小后增大.搖動角度增大,能量密度分布發(fā)生變化,電弧接觸到側壁的面積增大,焊縫中心熱量向側壁擴散,導致側壁金屬熔化量增多.熔池金屬在表面張力及電磁力的作用下開始向側壁鋪展,在熔池流動的作用下,側壁附近的氣泡更容易從熔池內(nèi)逸出,熔池冷卻凝固后,焊縫表面凸起高度降低,側壁熔深增加.
搖動角度繼續(xù)增加,當電弧在側壁停留時更加偏離焊縫中心,使焊縫中心的熱輸入量減小,熔滴滴入后不能在熔池內(nèi)快速平鋪,導致熔池中心液面較高,阻礙氣泡逸出,氣泡上浮時長大合并,過多大尺寸氣泡滯留在焊縫中,熔池凝固后,焊縫氣孔率隨之上升,焊縫凸起高度增大,側壁熔深增大.
(2) 搖動頻率的影響
搖動頻率增大會使側壁熔深、凸起高度及氣孔率先減小后增大.當搖動頻率變大,焊絲搖至側壁的次數(shù)增多,對側壁的熱輸入量增加.當搖動頻率在一定范圍內(nèi)增加時,焊縫凸起高度下降.高的搖動頻率通過影響熔滴沖擊位置影響熔池流動形式,進而會影響熔池內(nèi)氣泡的溢出[8],氣孔率下降.
隨著搖動頻率繼續(xù)增加,當頻率過大時,電弧及焊絲搖動頻率過大,導致電弧及熔滴過渡不穩(wěn)定,熱輸入不均勻,導致焊縫中部熔池金屬未來得及鋪展就已凝固,焊縫凸起高度變大.熔池流動性變差,不利于氣泡逸出,造成大量氣泡滯留在焊縫中形成氣孔.氣泡在上浮中氣泡長大合并,在焊縫上部分形成大量大尺寸氣孔.
(3) 側壁停留時間的影響
側壁停留時間增加會使側壁熔深及凸起高度先增大后減小,氣孔率先減小后增大.側壁停留時間增加,電弧在側壁的作用時間增加,側壁受到的熱量增加,側壁金屬熔化量增加,側壁熔深增加;同時,焊絲在焊縫中間部分停留的時間就減少,導致焊縫中間部分熱輸入量小,焊縫中間金屬熔化量少,導致焊縫凸起高度增大.當側壁停留時間的較大時,焊縫截面形狀發(fā)生改變,熔池金屬主要集中填充于側壁附近,受側壁附近晶粒結晶的阻礙[9],氣泡沒有足夠時間上浮逸出焊縫表面,滯留在焊縫中形成氣孔,導致氣孔率逐漸增大.當側壁停留時間超過一定值時,側壁熔深及凸起高度減小,可能是坡口兩側不對稱加熱導致的平均效應.
3 結論
(1) 電弧搖動焊接時下,焊縫氣孔率和焊縫成形具有一定的聯(lián)系,良好的焊縫成形對應著較低的氣孔率.
(2) 搖動頻率增大,側壁熔深、焊縫凸起高度及氣孔率先減小后增大;搖動角度增大,側壁熔深增大,焊縫凸起高度及氣孔率先減小后增大;側壁停留時間增大,側壁熔深及焊縫凸起高度先增大后減小,氣孔率先減小后增大.當搖動頻率為1 Hz、搖動角度為30°且側壁停留時間為40 ms時,焊縫氣孔率低且成形較好.
(3) 電弧搖動主要通過焊接熱輸入、電弧及熔滴過渡的穩(wěn)定性的變化影響熔池流動以及氣泡的逸出,最終影響焊縫成形及氣孔分布.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
