
角焊縫表面裂紋的渦流熱成像檢測(cè)研究
2021-06-16 04:18:38王勇勇孫全德王恪典
中國(guó)測(cè)試 2021年5期
王勇勇,孫全德,王恪典,3,原 鵬
(1.新疆大學(xué)機(jī)械工程學(xué)院,新疆 烏魯木齊 830047; 2.新疆維吾爾自治區(qū)特種設(shè)備檢驗(yàn)研究院,新疆 烏魯木齊 830047;3.西安交通大學(xué)機(jī)械工程學(xué)院,陜西 西安 710049)
0 引 言
在壓力管道中,角焊縫作為一種基本的連接方式,能夠滿(mǎn)足復(fù)雜管道之間連接而被廣泛應(yīng)用。且由于角焊縫連接對(duì)象呈一定角度,導(dǎo)致焊縫處的受力狀況復(fù)雜、焊接條件差,易出現(xiàn)裂紋、氣孔、未熔合等缺陷[1],對(duì)企業(yè)的安全生產(chǎn)造成重大隱患,因此對(duì)于角焊縫的定期無(wú)損檢測(cè)至關(guān)重要。
目前常用的無(wú)損檢測(cè)方法有磁粉檢測(cè)、滲透檢測(cè)、超聲檢測(cè)和渦流檢測(cè)等。但由于角焊縫結(jié)構(gòu)相對(duì)復(fù)雜,導(dǎo)致常規(guī)無(wú)損檢測(cè)方法存在一定的局限性。電渦流脈沖熱成像技術(shù)(eddy current pulsed thermography,ECPT)是一種新型紅外熱成像無(wú)損檢測(cè)技術(shù),其原理是基于電磁學(xué)中的渦流現(xiàn)象與焦耳熱現(xiàn)象,具有檢測(cè)速度快、非接觸、靈敏度高、缺陷信息直觀準(zhǔn)確等優(yōu)點(diǎn)[2]。此前ECPT技術(shù)多用于鐵軌表面RCF裂紋、金屬腐蝕,以及復(fù)合材料裂紋、沖擊損傷等缺陷的檢測(cè)[3-7]。由于電渦流熱成像技術(shù)不受檢測(cè)試件幾何形狀影響,因此對(duì)角焊縫表面裂紋的檢測(cè)具有潛在的有效性。Yuan等[8]將ECPT用于監(jiān)測(cè)液壓系統(tǒng)堆焊構(gòu)件,通過(guò)對(duì)紅外熱圖像序列進(jìn)行離散傅里葉變換得到相位圖像,實(shí)現(xiàn)對(duì)缺陷表征與定量。Martina等[9]通過(guò)焊縫缺陷區(qū)域與非缺陷區(qū)域的存在不同的冷卻速率,識(shí)別存在的缺陷,并提出一種等高線算法用來(lái)對(duì)于缺陷區(qū)域生成清晰的溫度輪廓,區(qū)分不同裂紋的形狀。位會(huì)娟等[10]通過(guò)數(shù)值模擬建立電磁激勵(lì)紅外熱像角焊縫的有限元模型,研究了內(nèi)部裂紋的位置和尺寸變化對(duì)其可檢測(cè)性的影響。陳怡帆等[11]采用ECPT檢測(cè)不銹鋼焊縫缺陷,并基于獨(dú)立成分分析(independent component analysis,ICA)算法重構(gòu)熱圖像序列,增強(qiáng)缺陷的特征。從當(dāng)前研究現(xiàn)狀來(lái)看,對(duì)于焊縫檢測(cè)方面大多集中在常規(guī)對(duì)接焊縫表面缺陷的檢測(cè),而對(duì)于角焊縫表面缺陷研究較少,特別是對(duì)于腐蝕金屬表面自然裂紋的檢測(cè)。
針對(duì)這一問(wèn)題,本文采用渦流熱成像技術(shù),研究帶腐蝕層角焊縫表面自然裂紋的檢測(cè)。并利用主成分分析(principal component analysis,PCA)圖像處理算法,提高ECPT檢測(cè)靈敏度,減小不均勻加熱的影響,增強(qiáng)原始熱圖像中缺陷的特征。
1 ECPT檢測(cè)技術(shù)
1.1 ECPT檢測(cè)技術(shù)原理
ECPT檢測(cè)原理如圖1所示,依據(jù)電磁感應(yīng)定律,當(dāng)線圈中通入交變電流時(shí),在靠近線圈的導(dǎo)體會(huì)產(chǎn)生感應(yīng)渦流,當(dāng)試件中存在缺陷時(shí),渦流將被迫繞過(guò)缺陷導(dǎo)致部分區(qū)域渦流密度出現(xiàn)差異,根據(jù)焦耳定律可知,導(dǎo)體產(chǎn)生的熱量將呈現(xiàn)出不均勻的分布,缺陷區(qū)域與周?chē)牧现g產(chǎn)生不同熱分布,利用紅外熱像儀觀察并記錄試件表面的溫度分布情況,通過(guò)分析表面溫度圖像觀察缺陷大小[12]。

圖1 渦流熱成像原理圖
1.2 感應(yīng)加熱數(shù)學(xué)模型
在渦流脈沖熱成像檢測(cè)中,激勵(lì)電流在導(dǎo)體內(nèi)產(chǎn)生感應(yīng)渦流存在趨膚效應(yīng),由下式計(jì)算:

其中,f為激勵(lì)電流的頻率;σ為被測(cè)件的電導(dǎo)率;μ為材料磁導(dǎo)率。
由于材料本身的電阻,導(dǎo)致渦流在導(dǎo)體的中產(chǎn)生焦耳熱[13]。依據(jù)焦耳定律可得出試件內(nèi)渦流產(chǎn)生的熱量Q:

其中,jc為線圈電流密度;E為電場(chǎng)強(qiáng)度。
受趨膚效應(yīng)的影響熱量主要集中在試件表面,然后逐漸從試件表面局部高溫區(qū)向內(nèi)部低溫區(qū)擴(kuò)散,以達(dá)到熱平衡,熱傳導(dǎo)方程可表示為:

其中,ρ為材料密度;Cp為材料比熱容;T為被測(cè)試件表面的溫度;k為材料的導(dǎo)熱系數(shù)。

由此可見(jiàn),渦流熱成像檢測(cè)缺陷的能力與材料趨膚效應(yīng)與熱透入深度相關(guān),而趨膚深度與熱透入深度由材料的電導(dǎo)率、熱擴(kuò)散系數(shù)等參數(shù)決定。例如,鐵磁性材料趨膚深度在頻率100 kHz時(shí)為0.04 mm,200 kHz為0.03 mm。對(duì)于鐵磁性材料而言,趨膚深度較小,加熱方式為近表面加熱。
2 PCA算法原理
PCA 法的基本原理為:利用對(duì)數(shù)據(jù)降維的方法,通過(guò)正交變化將原始 n維隨機(jī)向量轉(zhuǎn)換為新的線性無(wú)關(guān)的向量,從而使數(shù)據(jù)相互獨(dú)立,PCA算法的一般模型為[14]:

在實(shí)際問(wèn)題中,通過(guò)PCA降維的方法減少變量個(gè)數(shù),將圖像中缺陷信息的關(guān)鍵變量分離,利用一個(gè)或幾個(gè)互相獨(dú)立的變量信息,實(shí)現(xiàn)對(duì)缺陷信息概括,依據(jù)包含變量信息多少分為第一主成分到第n主成分。而在實(shí)際對(duì)焊縫表面裂紋的特征提取中,通常第一主成分信息包含缺陷大部分特征信息,可以提高缺陷對(duì)比度,更明顯識(shí)別出缺陷形狀特征,而第二、第三主成分則可以減小圖像中不均勻加熱的影響,提取裂紋尖端等局部高溫區(qū)域。由于前幾個(gè)主成分特征信息的方差較大,包含圖像的特征信息較多,因此需要提取前幾個(gè)主成分進(jìn)行分析。

式中:yk——第k個(gè)主成分zk的貢獻(xiàn)率;


3 渦流熱成像實(shí)驗(yàn)分析
3.1 實(shí)驗(yàn)裝置
渦流熱成像實(shí)驗(yàn)系統(tǒng)如圖2所示,激勵(lì)線圈采用感應(yīng)加熱系統(tǒng)(Easyheat 224,Ambrell)。該系統(tǒng)最大激勵(lì)功率為2.4 kW,最大電流為400 A,激勵(lì)頻率范圍為150~400 kHz。實(shí)驗(yàn)中采用FLIR紅外熱像儀記錄試件熱信號(hào),分辨率為786×562,采樣頻率60 Hz,靈敏度為20 mK,試驗(yàn)中使用的激勵(lì)線圈,由直徑為6.00 mm的空心銅管制成,為了抵消線圈的直接加熱,利用水冷卻裝置為激勵(lì)線圈循環(huán)冷卻。

圖2 渦流熱成像試驗(yàn)系統(tǒng)
實(shí)驗(yàn)采用的缺陷試件如圖3所示,缺陷試件為T(mén)型角焊縫,材質(zhì)為普通20#碳鋼,焊縫處存在兩道自然裂紋,由于焊縫表面有腐蝕層,焊縫缺陷的大小與位置不明顯,焊縫缺陷為自然缺陷,焊縫表面裂紋A和B的寬度近似相等。

圖3 裂紋缺陷試件
3.2 實(shí)驗(yàn)結(jié)果的分析
根據(jù)加熱激勵(lì)開(kāi)始和結(jié)束時(shí)間(160~300 ms),熱像儀采集的紅外圖像序列可以分為3個(gè)時(shí)間段:0~160 ms為加熱前階段;加熱階段為 160~300 ms,300~1 500 ms為冷卻階段(加熱后)。從熱圖像序列中的選擇不同時(shí)刻的熱圖像進(jìn)行分析,如圖4所示為在加熱時(shí)間190,300,400 ms時(shí)3種典型的熱圖像。
如圖4(a)所示,在加熱初期階段,由于缺陷表面有腐蝕層的影響,僅有裂紋A的尖端被加熱,而裂紋其他區(qū)域與周?chē)鸁o(wú)缺陷區(qū)域之間熱對(duì)比度較小,在原始熱圖像中腐蝕表面的裂紋特征不明顯。如圖4(b) 所示,在加熱階段裂紋的特征明顯增強(qiáng),并與周?chē)鸁o(wú)缺陷區(qū)域形成明顯的溫度差。而在冷卻階段,如圖4(c)所示,受橫向熱傳導(dǎo)的影響,裂紋A和裂紋B圖像特征逐漸變得模糊。由于焊縫表面腐蝕不均勻,導(dǎo)致裂紋的不同區(qū)域熱信號(hào)具有一定差異,因此難以定量檢測(cè)出裂縫的大小。

圖4 不同時(shí)刻缺陷的渦流熱圖像(單位:℃)
如圖5所示,提取圖中裂紋尖端區(qū)域在熱圖像序列的瞬態(tài)溫度信號(hào),從圖6可以看出,裂紋A和裂紋B溫度信號(hào)在整個(gè)加熱過(guò)程中以相同的趨勢(shì)變化。首先,在加熱前階段,裂紋區(qū)域與周?chē)鸁o(wú)缺陷區(qū)域溫度近似相等都為室內(nèi)環(huán)境溫度,然后在加熱階段,裂紋A和裂紋B溫度迅速增加達(dá)到最大峰值,如圖7所示加熱后期與無(wú)缺陷形成最大溫差。同時(shí)裂紋深度不同溫度上升速率與最大峰值溫度也不同,缺陷深度越深,溫度峰值也越大。最后,缺陷與無(wú)缺陷區(qū)域在冷卻階段逐漸趨于穩(wěn)定。

圖5 裂紋尖端位置(單位:℃)
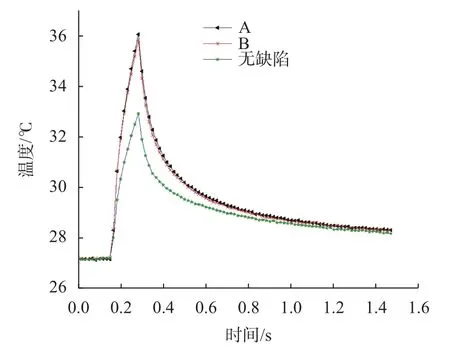
圖6 裂紋與周?chē)鷧^(qū)域的溫度信號(hào)

圖7 裂紋與周?chē)鷧^(qū)域溫差
為進(jìn)一步分析缺陷與周?chē)鸁o(wú)缺陷區(qū)域之間的熱對(duì)度,提取圖 4(b)中 L1位置在 190 ms、300 ms、400 ms時(shí)熱信號(hào)。如圖8所示,從圖中可以看出L1線在裂縫A和B處有兩個(gè)更明顯的峰值,在加熱初期階段,裂紋與無(wú)缺陷區(qū)域熱對(duì)比度較小,隨著加熱激勵(lì)時(shí)間延長(zhǎng),裂紋區(qū)域聚集更多焦耳熱,與無(wú)缺陷區(qū)域之間的溫差逐漸增大,且裂紋A的峰值溫度略高于裂紋B。在冷卻階段,由于受橫向熱傳導(dǎo)影響,導(dǎo)致裂紋寬度增加,因此對(duì)于缺陷特征分析,在加熱后期最為合適。

圖8 不同時(shí)刻L1處溫度曲線
3.3 PCA圖像處理
從實(shí)驗(yàn)得出原始紅外圖像和溫度信號(hào)分析可以看出,ECPT具有檢測(cè)帶腐蝕層角焊縫自然裂縫的能力。然而,如上所述,由于受加熱不均勻和表面腐蝕不均勻的影響,對(duì)焊縫表面裂紋檢測(cè)造成一定的影響,PCA可以提供一種有效的圖像增強(qiáng)方法,減小不均勻加熱影響,提高ECPT的檢測(cè)結(jié)果。
如圖9所示,提取加熱后期300 ms原始圖像進(jìn)行主成分分析。從圖9(a)為第一主成分圖像,包含原始圖像中的大部分信息,從圖中可以看出裂紋的大小更加清晰,缺陷的特征明顯增強(qiáng),但圖像中依然包含加熱不均勻產(chǎn)生的影響。而在第二與第三主成分分析圖像中,如圖9(a)、(b)所示,加熱不均勻的影響被消除,同時(shí)提取出裂紋局部高溫區(qū)域,顯著提高了ECPT檢測(cè)腐蝕表面自然裂紋的能力。

圖9 PCA圖像處理
4 結(jié)束語(yǔ)
通過(guò)電渦流熱成像技術(shù)對(duì)帶腐蝕層角焊縫自然裂紋的檢測(cè)研究,提取裂紋尖端區(qū)域在熱圖像序列的瞬態(tài)溫度信號(hào),分析缺陷與無(wú)缺陷區(qū)域溫度變化趨勢(shì)。并從原始熱圖像中可以識(shí)別出T型角焊縫兩道表面裂紋,但由于受到加熱不均勻的影響,缺陷圖像特征不明顯,利用主成分分析(PCA)圖像處理算法增強(qiáng)缺陷特征,并通過(guò)圖像第二與第三主成分減小消除不均勻加熱的影響,驗(yàn)證了在不去除表面腐蝕層的情況下,ECPT技術(shù)對(duì)角焊縫表面自然裂紋檢測(cè)的有效性。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
