型腔高速數控銑削刀具路徑規劃研究進展*
2021-06-18 03:08:20李忠群劉鴻志段林升
制造技術與機床 2021年5期
關鍵詞:策略
李忠群 劉 學 劉鴻志 段林升 劉 浪
(湖南工業大學機械工程學院,湖南 株洲 412007)
高速銑削由于具有切削力小、切削溫度低、加工變形小和加工效率高等諸多優點,被廣泛應用于航空、航天、汽車及模具等行業中,適于加工平面、溝槽、各種成形面和模具的復雜型面等[1]。型腔銑是一種重要的銑削加工方式,它將工件平面上任意閉合邊界內的所有材料清除到固定深度[2]。型腔銑削的加工效率及加工質量,很大程度上取決于刀具路徑規劃結果。刀具路徑曲率半徑的大小受制于進給驅動裝置的動力學特性,并直接影響切削力的大小和切削過程穩定性,進而影響加工質量和效率,乃至刀具壽命等。因此對型腔高速數控銑削刀具路徑規劃研究十分必要,而型腔銑削刀具路徑規劃方法有多種,本文主要探討其中最為簡單且常用的一種2.5軸銑削加工[3]。
1 刀具路徑規劃
刀具路徑是指銑削過程中刀具相對于工件的加工軌跡和運動方向,具體指銑削刀具從對刀開始,直到完成加工返回對刀點過程中所經過的路徑,還包括刀具的引入、返回等非加工空行程。刀具路徑的規劃是后期CAM生成具體的數控程序的基礎和依據。為避免因過度插入、開槽和速度突變等引起降低加工質量和生產效率,增加刀具磨損[4],需要對生成的刀具路徑進行光順處理。刀具路徑規劃時應該遵循以下原則[5-7]。
(1)在刀具路徑規劃前,應確定零件的機械加工工藝,制定加工工序簡圖,保證加工零件輪廓的尺寸精度和表面粗糙度的要求。
(2)根據零件加工的幾何形狀、名義徑向切深及工藝系統的動力學特征參數,確定無顫振的軸向切深和加工循環次數,合理地安排刀具切入與切出口。采用單向趨近定位方法,避免傳動系統反向間隙而產生定位誤差[8]。
(3)在路徑規劃過程中,應考慮刀具的進給量和機床夾具的位置,避免刀具與加工輪廓和機床夾具發生干涉。粗加工時盡可能確保加工余量均勻,以減少精加工時切削力的變化;減少不必要的換刀次數和加工區域的跳轉次數;在銑削過程中盡量保持恒定的切削力和金屬去除率,以便提高加工質量。
(4)一次連續的刀具路徑中應盡量只安排一次切入和切出,不要在連續銑削過程中發生換刀和停頓,以避免由于切削力突變而引起光滑的輪廓上發生彈性形變,產生表面刮傷、形狀變形或刀痕滯留等。
(5)考慮加工效率,在保證加工質量的前提下盡可能使刀具路徑最短,減少非加工空行程的走刀時間,并合理選用正確的銑削方式。銑削方式主要有周銑和端銑,由于端銑的加工效率和表面加工質量好于周銑,故在平面銑削中,大都使用端銑。
(6)在軌跡生成算法研究中,應該尋求正確高效的方法,減少數值計算量,使編程更簡便。
2 走刀策略
不同的走刀策略適用于不同類別和形狀的零件加工,粗銑常用的走刀策略主要包括以下幾種[9]。
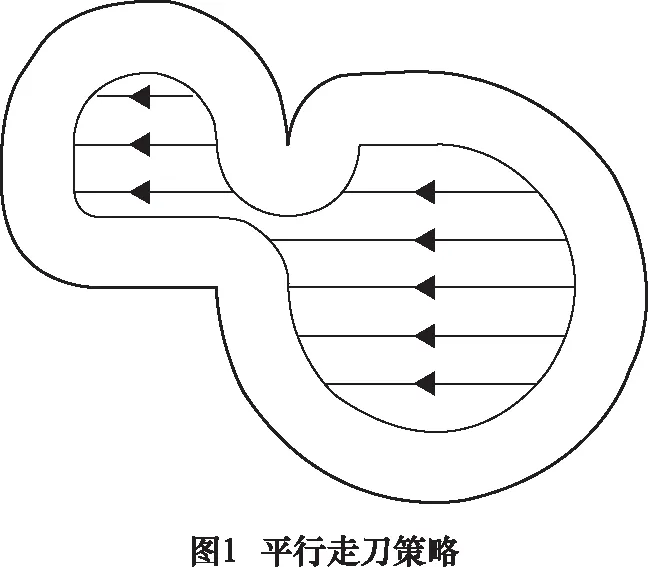
2.1 平行走刀策略
平行走刀策略如圖1所示。首先,加工出外輪廓。然后,從每一條軌跡線的最右端進刀,右至左銑削銑削出相互平行的直線,然后在最左端退刀并移動刀具到下一行的起始位置,再次進行銑削。其缺點是對于傾斜面,平行走刀將得到Z向間距較大的路徑,導致加工質量不高。此時,可以通過調整刀具路徑的擺放角度或者通過增加垂直方向路徑的辦法修正。
2.2 輪廓平行走刀策略
輪廓平行策略如圖2所示,圖中兩個閉合的內環首先被銑削。收回刀具并重新插入按等距曲線以逆時針或者順時針銑削刀具左側的回路,然后銑削外部路徑。這些等距曲線是通過對輪廓進行偏移加工出來的。該策略需要更廣泛的計算,但在復雜幾何體的情況下,該策略可能更有利,因為在最常見的回路循環遍歷中,每個循環都使用一個起始切割,其中沒有其他循環。與方向平行策略相比,它提供了更短的刀具路徑以及更少的刀具切入和切出點[10],不足的地方是當輪廓偏移線之間的跨距大于刀具半徑時,銑削可能會留下未加工到的殘余材料。對此可以通過修改算法來解決該問題。

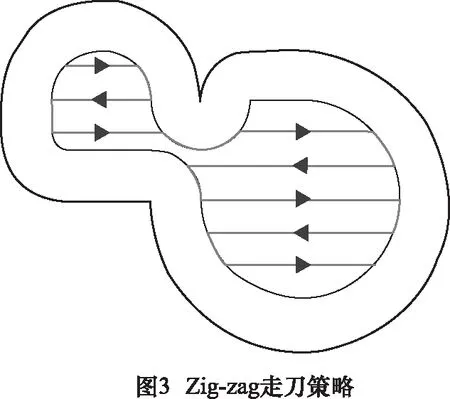
2.3 Zig-zag走刀策略
Zig-zag刀走策略如圖3所示。首先銑削鋸齒形圖案路徑(粗虛線)。然后銑削外部軌跡(淺實線)。不管邊界的形狀如何,這種走刀策略只需要一個起始切口。在完成鋸齒形走刀和外刀軌之間,刀具有可能會不會回原點。Z形策略應用廣泛,如常被應用于自由曲面的粗加工[11]。
2.4 其他拓展策略
在基本策略的基礎上,更復雜的策略方案相繼被提出,它們是作為新的發展趨勢出現的,與計算機輔助工藝設計(CAPP)有關[12]。
(1)螺旋線策略[13]。螺旋線走刀策略思想源于阿基米德螺線,其走刀路徑具有等距性且軌跡連續,由于該策略生成的刀具路徑不包含拐角或方向的急劇變化[14],有利于高速加工,且適合加工邊界輪廓接近圓輪廓的型腔。
(2)擺線策略[15]。它是一種專門應用于高速加工的走刀策略,由于銑削過程中刀具總是沿著曲率恒定的曲線軌跡運動,使得加工過程中進給率保持不變。擺線還能減少全刀寬切削,大大改善切削條件,延長刀具壽命[16]。在加工圓角處,擺線策略加工可以使刀具路徑更平滑。
3 路徑規劃影響因素分析
型腔銑削的加工質量和加工效率,很大程度上取決于走刀路徑。影響刀具路徑規劃主要因素是嚙合角的大小。嚙合角的改變不僅會引起切削力的突變,而且還會導致切削過程失穩。因此,沿走刀軌跡進行嚙合角計算和控制,進而對走刀軌跡進行優化,可以避免切削力的突變和切削顫振的發生。
3.1 嚙合角計算
為了確定刀具和工件之間的關系,最有效的參數是刀具嚙合角[17],它可以定義為朝向接觸刀具弧中心的角度,由切入和切出角確定可以通過以下公式確定:
(1)
式中:rtool為刀具半徑;ae為徑向切深。
當輪廓平行策略用于2.5軸銑削加工時,刀具的嚙合角會隨著路徑曲率而變化,如圖4所示。切削嚙合角的顯著變化會導致了刀具切削力的變化[18]。
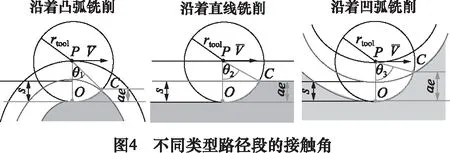
Biró István、Tibor Szalay[19]在2017年研究發現:當徑向切深發生改變時,刀具嚙合角與切屑厚度隨之發生改變,進而引起切削力的變化。在型腔銑削實際加工過程中,刀具路徑由直線段和圓弧段構成,在走直線段時,理論徑向切深與實際徑向切深相同,切削力穩定。但在走圓弧段時,不同的圓弧半徑會導致實際的徑向切深大于或小于名義徑向切深,進而導致切削力的增大或減少,過大的徑向嚙合角會使原本穩定的切削過程出現顫振。Agic A等[20]在2017年研究了工件在不同的徑向深度和切削刃幾何形狀下的加速度,結果表明徑向深度越小,刀具加速度越快。恒定的嚙合角可以使加工路徑具有穩定的材料去除率,能保證加工效率。在2018年,Adesta E Y T等[21]研究了不同刀具嚙合情況下的切削力和切削溫度特性,結果表明,切削力、切削溫度與刀具嚙合度之間存在一定的關系,刀具嚙合發生變化會影響切削力和切削溫度的性能。
嚙合角是決定刀具切削力的一個重要參數[22-23],切削力是切削過程中引起加工變形、切削振動的主要原因,它直接影響零件的尺寸精度及表面質量。因此在路徑規劃的過程中要避免嚙合角的變化。
3.2 顫振避免
型腔高速銑削時,弱剛性刀具和(或)弱剛性薄壁工件在切削力的作用下工藝系統極易發生顫振[24]。避免發生顫振最為有效的方法是使用穩定性葉瓣圖來確定切削參數。獲取穩定性葉瓣圖最為常用的方法是構建考慮再生效應的切削過程動力學模型[25-29],并在此基礎上使用零階解析法[30]、多頻率法[31]、半離散法[32]、全離散法[33]和數值仿真法[34]等諸多手段來獲取穩定性葉瓣圖,進而實現無顫振高效切削。為解決經典顫振模型在低速時預測精度較低的問題,可在模型中考慮過程阻尼的影響[35]。
4 刀具軌跡生成算法
對于傳統的2.5軸型腔銑削,平行走刀、輪廓平行和Zig-zag等走刀路徑加工策略已經被普遍接受[36]。為確保加工過程中的進給速度、切削力變化平穩且不發生切削顫振,研究人員一直在致力于尋求高效的刀具軌跡生成算法。
4.1 控制進給速度的軌跡生成算法
研究發現,控制進給速度可以彌補嚙合角變化引起的不良后果。控制進給速度的軌跡生成算法可分為兩類:基于計算機仿真的(離線自適應控制)優化算法和基于在線自適應控制的優化算法。
(1)基于離線自適應控制的優化算法
通過計算機仿真,可以實現數控銑削加工過程中的切削條件優化和表面誤差補償。Kramer Thomas R等[37]提出了一種型腔加工過程中調節進給速度的算法。該算法可以檢測刀具何時進行最小嚙合角切削,當加工條件從最小嚙合角切削變為任何其他類型的切削時,進給速度和主軸速度可由算法重置。Mustafa Kurt和Eyup Bagci[38]通過基于MRR的優化策略和基于切削力的優化策略,開發自由曲面銑削進給率優化系統。通過調整和優化刀具進給率來縮短銑削時間、降低刀具磨損量、減少刀具偏轉角度、提高表面質量。Jeang Hoon Ko等[39]開發了一個虛擬加工系統,該系統沿加工軌跡進行切削力及由刀具偏心引起的表面誤差預測,通過自適應調節進給速度來控制表面誤差的大小。
(2)基于在線自適應控制的優化算法
在線自適應控制(AC)是一種基于硬件的方法,它利用各種傳感器來實現最佳和安全切削條件切削。通過測量刀具偏轉角、切削力/扭矩、振動、顫振、溫度、主軸功率和電機電流等來確定切削參數,并及時調整進給速度。Zuperl U等[40]利用人工智能技術建立了切削參數優化和自適應調整的組合系統,可以對切削過程中出現的刀具磨損、工件材料的非均勻性、振動、顫振等干擾進行補償。Zhang Zhongxi等[41]提出了一種將銑削全過程切削力監測與離線優化相結合的進給速度優化方法,該方法考慮了加工余量的隨機性和原材料的不均勻性,與恒進給量法相比,該方法可節省19.83%的加工時間。自適應進給速度調節的成功實施,需要具有快速加減速特性的精密伺服控制器。在許多情況下,不建議頻繁地改變進給速度,因為它會損壞被加工部件的表面質量。此外,當進給速度調節和加工操作的生產率降低時,機床可能不會以其全部潛能運行。
4.2 修改刀具軌跡的軌跡生成算法
針對刀具路徑加工凹角時,由于刀具嚙合角的增大,刀具載荷急劇增加,不僅導致工件表面質量差,而且還增加了刀具斷裂的可能性,一些研究人員建議修改刀具軌跡或改變加工策略,以盡量減小銑削過程中嚙合角的變化。其中修改刀具軌跡方面,Choy H S和Chan K W[42]研究發現通過在圓角處增加弓形環段,分幾道工序去除材料,可提高工件表面質量。
Kim Hyum-chul等[43]也制定了類似的策略,在基本刀具路徑上附加刀具軌跡段以確保材料去除率不變,可以獲得恒定的切削力和避免整個加工區域的顫振。隨著走刀路徑策略的發展,一些新的走刀策略也開始被使用。Lin Zhiwei等[44]研究了方向平行和輪廓平行刀具軌跡策略對曲面零件加工精度的影響,發現采用等螺距刀具路徑策略可以顯著降低加工誤差。Ibaraki s oichi等[45]針對在高速粗加工時,輪廓平行路徑往往在關鍵切削區域(如尖角和窄槽)造成刀具載荷過大,提出一種基于擺線槽的刀具軌跡策略,在高速輪廓平行切削之前,可以使用擺線槽銑安全地去除這些區域。試圖將輪廓平行策略與擺線策略相結合來確保可接受的切削參數。
4.3 恒嚙合角的軌跡生成算法
在修改刀具路徑的嘗試中,Stori J A和Wright P K[46]最先引入了沿刀具軌跡保持恒嚙合角的概念,開發了一種新的刀具軌跡生成算法。他們首先對初定的刀具軌跡進行離散處理,然后計算每一位置的嚙合角,然后通過調節刀心位置以確保嚙合角的恒定。Shan Yan等[47]提出了一種新的自由曲面口袋刀位軌跡生成方法。利用不均勻偏移技術,在不留下未切割區域的情況下,刀具軌跡間隔明顯增大。從而減小了刀具軌跡的長度,有效地提高了加工效率。Ibaraki S等[48]提出了在2-1/2維立銑削加工中生成保持恒定切削嚙合的偏置刀具路徑的算法。通過保持切削嚙合角恒定,可以將切削力調節到近似恒定的水平,大大減小了刀具偏轉的變化,從而提高了加工精度。M Sharif Uddin等[49]提出了一種生成新的偏置刀具軌跡的算法,在加工袋時修改半精加工刀具路徑,以便在精加工過程中調節嚙合。將該方法應用于不同半徑的凹圓弧和凸圓弧加工中,獲得了較好的嚙合效果,表面誤差得到了明顯的改善。Adam Jacso等[50]提出了一種新的保證刀具嚙合角恒定的非等距偏置方法,保證嚙合角恒定的同時,又可以快速生成刀具軌跡。
5 結語
綜上所述,有關型腔高速銑削刀具軌跡規劃相關研究,主要體現在以下幾個方面:
(1)基本的刀具路徑策略仍被廣泛地接受和應用,但是這些策略只專注于去除材料的加工量,很少考慮切削力和顫振等物理加工問題,過度的插入和開槽、速度突變和改變切削幾何等問題都限制了生產率。
(2)目前發展的切削力模型大多是在確定加工參數和進給方向的直線銑削條件下得到的。而面對型腔圓弧段銑削中嚙合和進給方向不斷變化的影響,現有模型還不夠精確。
(3)刀具嚙合角是影響切削力和切削溫度的一個很重要的參數,近年來關于嚙合角與切削力和切削溫度之前的關系研究較少。
(4)補償嚙合變化的研究中,控制進給速度的方法是不夠的,頻繁地改變進給速度,會損壞加工部件的表面質量。在圓角處添加額外的刀軌,這些附加的短連接運動會導致方向的急劇變化和小半徑的弧,增加了路徑被覆蓋的時間。保持嚙合角恒定的刀具軌跡算法,生成軌跡需要大量的計算。
(5)現有方法并沒有系統地考慮刀具軌跡、徑向嚙合角、切削力、加工變形量和加工穩定性等因素之間的內在聯系與相互影響,它們或者只單獨考慮了工藝參數對切削力的影響,或者只單獨考慮了工藝系統參數對切削穩定性的影響。
在型腔高速數控銑削走刀路徑研究領域,有必要對以下問題作進一步探索:
(1)考慮物理加工過程中嚙合角變化問題,結合切削穩定性,提出更為精確的型腔切削力模型。
(2)進一步將進給速度優化和自適應控制結合到單一的在線算法中。該算法可以監控優化誤差,并不斷調整其參數,以改善進給速度的選擇,從而減少誤差變化引起的尖峰現象。
(3)尋求新的面向型腔高速數控銑削的刀具路徑生成算法,根據加工變形量與切削穩定性約束條件,輸入合適的徑向嚙合角,然后可以快速生成恒嚙合的刀具路,進而實現恒切削力、無顫振高效銑削。
猜你喜歡
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:42
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
小學生作文(低年級適用)(2018年9期)2018-10-08 02:29:48
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:10
數學大世界(2018年1期)2018-04-12 05:39:14
幸福(2017年18期)2018-01-03 06:34:53
中國衛生(2016年8期)2016-11-12 13:26:50