旋轉超聲加工的研究現狀及發展趨勢
2021-06-22 04:47:30張衛鋒劉致君張燦祥張福霞
機械制造與自動化 2021年3期
張衛鋒,劉致君,張燦祥,張福霞
(1. 青島科技大學 機電工程學院,山東 青島 266061; 2. 青島市技師學院,山東 青島 266229)
0 引言
材料是現代文明的重要支柱之一,是發展國民經濟和工業的重要物質基礎。隨著各行各業的不斷進步,對材料的性能和使用要求越來越高。以工程陶瓷、光學玻璃硬脆材料及碳纖維復合材料為代表的特殊材料,憑借其高硬度、高耐磨性、高穩定性等優異的物理機械和化學穩定性,越來越受到研究者的關注,如何針對硬脆材料以及復合材料進行高效、高精度的加工成為世界加工制造業研究焦點之一[1-3]。
國內外研究領域針對硬脆材料和復合材料的加工方法及機理進行了長期深入研究,如電火花加工(EDM)、化學加工(CHM)、超聲加工(USM)、電解加工(ECM)、激光加工(LBM)、水射流切割(WJC)等多種特種加工方法也用于對硬脆材料和復合材料的加工實驗研究上[4-5]。但是超聲加工憑借對硬脆材料獨特的加工優勢,從提出后就受到國內外專家和學者的廣泛關注。超聲加工技術是結合多門技術發展而來,結合了電子技術、超聲學、計量學、機械振動和材料學等學科[6]。20世紀20年代,《Philosophical Magazine》首次登出美國物理學家伍德和盧米斯利用超聲振動對玻璃板進行加工試驗[7]。隨后各國科學家對超聲加工技術進行多方面的研究。1964年 ,英國人LEGGE P提出了對金剛石工具進行燒結或電鍍,然后進行旋轉超聲加工試驗[8]。旋轉超聲加工技術的加工優勢得到了學者們的認可。
1 超聲振動系統研究現狀
為實現高效、高精度的旋轉超聲加工,超聲振動系統作為超聲加工機床的核心,應滿足多方面的要求,其需要把超聲能轉為高頻振動的機械能,并且盡可能地減少傳遞過程中的能量損耗。超聲振動系統主要由超聲波發射器、超聲換能器、超聲變幅桿、刀具等組成[9],如圖1所示。
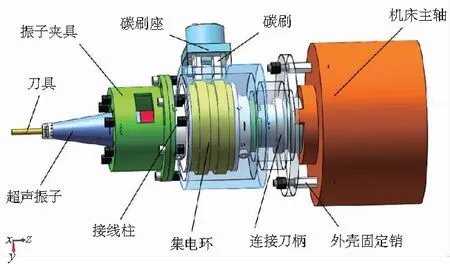
圖1 超聲振動系統
1.1 超聲換能器研究現狀
超聲換能器是超聲振動系統中重要的結構之一,其作用是把超聲頻電能轉化為超聲機械能。常用的超聲換能器按照材料分為壓電材料的換能器和磁致伸縮材料的換能器[10]。磁致伸縮換能器具有單位面積輻射功率大、機械強度高和穩定性高等優點,但繞線工藝復雜、體積大;而壓電陶瓷換能器具有結構簡單、電聲轉換效率較高且材料豐富等優點。目前超聲加工用的頻率在低頻范圍,通常為18kHz~25kHz。各國學者主要對換能器的結構、功率容量、效率、頻率等方面進行研究。
1.2 變幅桿研究現狀
超聲變幅桿主要作用是把機械振動的質點振幅放大和提高速度。超聲變幅桿可分為單一變幅桿和復合變幅桿。單一超聲變幅桿的結構簡單、放大倍數小、制造方便、生產周期短。常見的單一變幅桿有階梯形、指數形、懸鏈形和圓錐形等[11-12](表1)。
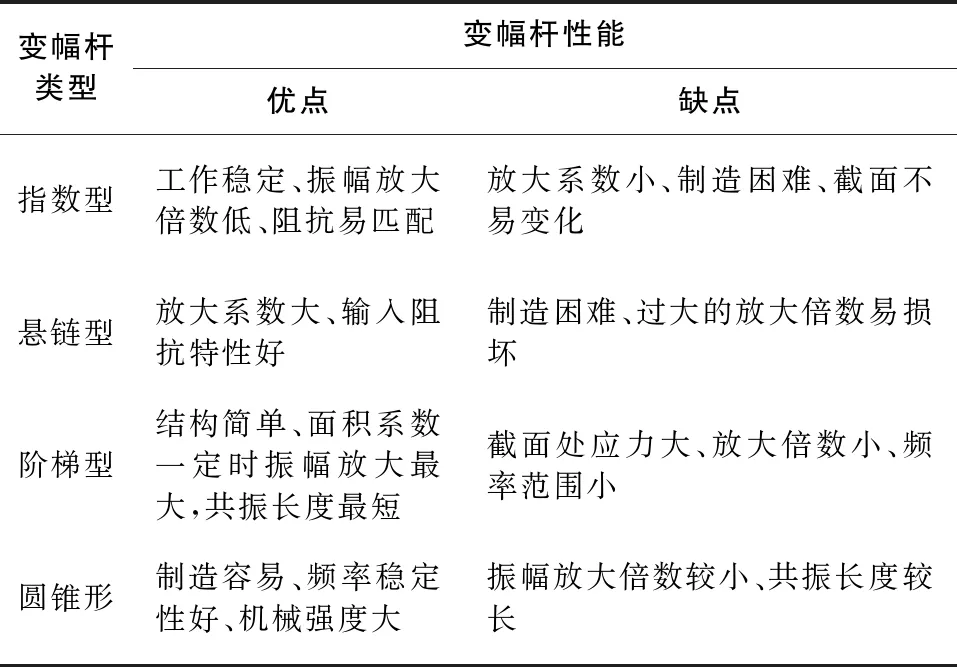
表1 單一性變幅桿類型
復合變幅桿是由兩種或兩種以上不同形狀的桿組合而成,能提高形狀因數、增大放大系數,在生產加工中使用得較多[13]。
目前很多學者正在進行變幅桿的研究和研發,例如余弦線式和斜槽式。其中斜槽式變幅桿的斜槽式模式轉換是實現縱扭復合振動的有效方式[14]。隨著對超聲振動系統研究的不斷開展,相信斜槽式變幅桿可以實現較大的扭振振幅輸出,更多新型式的高效率變幅桿將不斷問世[15]。
斜槽式變幅桿是利用斜槽式結構進行能量轉換實現縱扭復合。為解決縱扭轉換效率低下、輸出扭振振幅小等問題,清華大學針對實現縱扭復合開展了研究。清華大學張巧麗等[16]在分析縱波斜入射固-氣界面的反射和折射特性后, 仿真斜槽的角度、寬度、個數、深度、長度等因素對變幅桿在其諧振狀態下縱扭轉換效率的影響,指出存在最佳的斜槽角度和斜槽寬度, 使得縱扭轉換效率最大;斜槽個數的增加能明顯提升縱扭轉換效率, 且最佳斜槽寬度隨斜槽個數增大而減小;斜槽深度和斜槽長度越大, 縱扭轉換效率越大, 但達到一定長度值時趨于穩定。隨后通過對優化設計后的斜槽式變幅桿進行試驗測試, 試驗條件下獲得的縱振和扭轉幅值分別為9.5μm和29μm,驗證了研究的有效性。
1.3 能量傳輸
超聲加工過程中,超聲波在超聲振動系統中的能量損失有以下兩種:
a)超聲波在不同材料的桿件之間傳播時,在其交界面處會發生反射、折射和散射等現象,從而引起超聲能量的損失。由于超聲波在介質中是垂直入射的,所以要使超聲能量從一桿件通過它們的結合面有效地傳遞到另一桿件,應保證以下兩點:
1)兩桿件應具有相等或相近的特性阻抗,這樣能夠保證前一桿件中盡量不產生駐波而大多為行波,從而減少超聲能量損失。
2)兩桿件結合面應連接緊密,不能有間隙。因為超聲波在固-氣介質的分界面處會發生全反射而使桿件中形成駐波,影響超聲能量的定向傳遞,而且損耗嚴重時可能形成阻隔層,使超聲能量無法向前傳遞。
b)由于各種材料對超聲能量都有吸收作用,因此超聲波通過各桿件時都會引起能量損失。桿件的聲能吸收系數與超聲波頻率的平方成正比。桿件的熱傳導和內摩擦也是吸收能量的決定因素,結構阻尼小且硬質的材料對超聲能量吸收少。故在選擇超聲振動系統的材料時應選擇硬質且結構阻尼小的材料,并且工作在超聲頻的低頻段[17-18],一般在18kHz~25kHz。
2 旋轉超聲加工的應用研究現狀
目前,根據加工工藝的不同,旋轉超聲加工可分為兩大類:一類是旋轉超聲磨料(分為固結磨料和游離磨料)加工;另一類則是通過車刀、銑刀(圖2)和滾壓頭等工具或者利用某個方向上刀具高頻率(16kHz~50kHz)的超聲振動與傳統機械加工方法相結合的旋轉超聲加工。旋轉超聲加工系統主要有:旋轉超聲鉆削、旋轉超聲銑削、旋轉超聲磨削和旋轉超聲雕刻加工系統等[19]。

圖2 超聲回轉刀具外形圖
對于旋轉超聲加工,很多學者通過研究主軸轉速、進給速度、切削深度、振動幅值和振動頻率等主要參數結合工件表面粗糙度、表面形貌、切削刃和刀具磨損等性能指標,研究旋轉超聲加工的加工性能。
2.1 旋轉超聲鉆削加工
同傳統麻花鉆相比,旋轉超聲鉆削改變了刀具和工件之間的作用、可以降低鉆削力和切削溫度,提高鉆孔精度和表面粗糙度等,有效地解決了硬脆材料和復合材料的鉆孔難題。因此旋轉超聲鉆削技術在金屬加工領域應用日趨廣泛[20]。
武漢理工大學羅豪[21]進行了制孔過程的層間分層控制策略研究,指出超聲鉆孔纖維增強復合材料時分層發生厚度隨進給速度的增加而增加,隨主軸轉速的增加而降低,且旋轉超聲加工下有更薄的分層發生厚度。同時指出在發生層間分層缺陷時,可以通過增加主軸轉速、降低主軸進給速度以及在材料底部增加剛性支撐等方式進行缺陷控制。
ALKHALEFAH Hisham[22]在氧化鋁陶瓷(Al2O3)上旋轉超聲鉆孔(RUD),指出材料的去除率與進給量有關,而孔的圓柱度主要由主軸的轉速和進給量控制。鉆孔質量的最佳參數組合為:轉速=4 000r/min,進給率=1.5mm/min,振幅=20m,頻率=23kHz。
2.2 旋轉超聲銑削加工
旋轉超聲銑削加工屬于振動銑削技術的一種,刀具的高速旋轉運動、進給運動和高頻振動復合成切削運動。旋轉超聲銑削加工原理如圖3所示。 在旋轉超聲銑削加工中,表面粗糙度隨主軸精度的增加而增加,主軸轉速也是影響切削力的主要原因,其次為進給速度、切削深度。
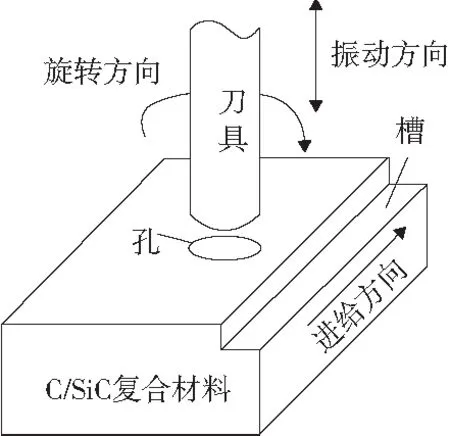
圖3 旋轉超聲銑削加工原理圖
單顆金剛石磨粒運動軌跡示意圖如圖4所示。清華大學張承龍等[23]開展了旋轉超聲端面銑削(rotary ultrasonic face machining, RUFM)和普通加工光學玻璃的對比試驗。掃描電子顯微鏡(SEM)觀察兩種加工方式的表面形貌顯示:RUFM以較小且均勻的貝殼狀碎屑完成材料去除,具有較小的徑向裂紋和側向裂紋尺寸。
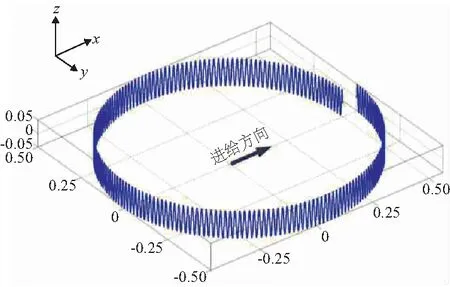
圖4 單顆金剛石磨粒運動軌跡示意圖
張加波等[24]針對碳纖維復合材料切削加工中存在毛刺、分層等加工缺陷問題,利用超聲振動技術進行銑削實驗,研究了超聲加工中各參數對表面粗糙度的影響。結果表明,施加超聲振動后工件的表面粗糙度值可穩定在0.9~2.5,且減小超聲頻率、振幅、進給量和切削深度等可改善切削過程中的加工缺陷。
清華大學查慧婷等[25]通過超聲輔助劃痕試驗,分析高體積分數SiCp/Al復合材料旋轉超聲銑磨加工的材料去除機理。在超聲振動的作用下,材料中鋁基體發生塑性變形,其表面得到夯實;SiC增強相被錘擊成細小的顆粒而發生脫落,形成凹陷。材料加工的缺陷大多產生于SiC顆粒的去除過程中,因此SiC顆粒的去除方式對加工表面的質量起著決定性的作用。
2.3 旋轉超聲磨削加工
工件在進行旋轉超聲磨削加工時,超聲波發生器輸出高頻電振蕩信號,經換能器轉換為超聲頻機械振動,變幅桿將換能器的振動放大后傳至工具磨頭,在砂輪的軸線與切線方向上施加一定振幅的超聲頻振動,通過工具磨頭上的磨粒對工件進行磨削加工,如圖5所示。

圖5 旋轉超聲磨削加工
旋轉振動磨削的周期往復作用及切削速度增大、作用時間縮短等運動特性,使得表面質量和加工精度得以提高。從工件的動態位移情況來看,在旋轉超聲振動磨削中,表面粗糙度有所降低,工件振動系統的剛性有所提高,這也有助于提高加工表面質量和精度。
天津大學宮虎等[26]運用超聲輔助磨削技術加工陶瓷人工髖關節球,并指出在刀具轉速為3000r/min、工件轉速為2 011r/min的加工條件下,面粗糙度平均值為96nm,線粗糙度平均值為56nm。當陶瓷球轉速和砂輪轉速互為質數時,球面表面的紋理分布更加均勻,這為加工參數的優化提供了重要的理論依據。
針對陶瓷材料小孔加工質量較差以及加工成本較高等問題,空軍航空大學王宗偉等[27]設計了一種基于旋轉超聲輔助的氧化鋯陶瓷小孔磨削加工工藝,并指出與普通磨削方式相比,在旋轉超聲輔助加工條件下,小孔表面質量和殘余應力都得到較大改善,當超聲功率達到300W時,加工后的小孔表面粗糙度下降了52%,加工精度明顯提高。
2.4 旋轉超聲橢圓振動加工
旋轉超聲橢圓加工是在旋轉超聲的基礎上改變刀具的振動運動軌跡發展出的超聲加工技術。超聲振動下的切削力和表面粗糙度均有所降低。而應用三維橢圓超聲振動,大量實驗表明可進一步降低切削力和表面粗糙度。
旋轉超聲橢圓振動加工刀具在切削材料的同時, 在切削平面內做橢圓形狀的二維振動。橢圓振動切削的基本原理如圖6所示,切削周期刀具-工作接觸狀態示意圖如圖7所示。
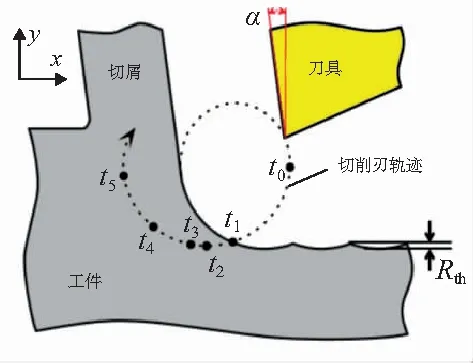
圖6 旋轉超聲橢圓振動加工原理圖

圖7 旋轉超聲橢圓振動切削周期刀具-工作接觸狀態示意圖
在單個切削刃軌跡周期中,t1點時刀具和工件開始接觸切削;t2點時為刀具切削刃軌跡上的最低點;t3點時刀具的前刀面和切屑開始接觸;t4點時刀具對切屑的摩擦力方向變為反向,t4點后刀具對于切屑的摩擦力方向和刀具的運動方向相同,即超聲橢圓振動加工的摩擦力反向效應,有助于切屑的排出;t5點時結束單周期的切削。α為刀具傾角。Rth是理論中的超聲橢圓振動引起的表面粗糙度。
從圖7中可知,刀具和工件之間周期性地接觸和分離,在t1~t5時間點上刀具和工件接觸。與普通切削加工相比, 刀具的超聲橢圓振動通過減小實際切屑厚度、摩擦力反向效應以及變切削角度/速度特性, 可以顯著減小切削力,減少加工缺陷,提高脆性材料的塑脆轉變深度,減少刀具的磨損,提高其使用壽命,增強加工系統的穩定性,顯著提高加工效率[11]。曲面旋轉超聲橢圓振動切削原理圖如圖8所示。
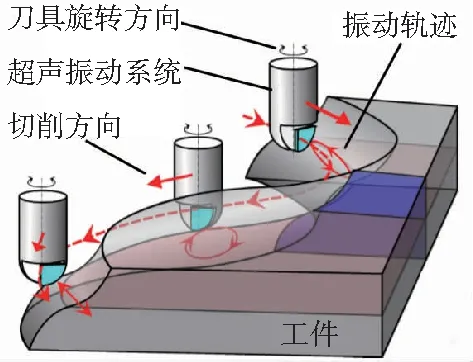
圖8 曲面旋轉超聲橢圓振動切削原理圖
GENG Daxi等[28]指出相對于取芯鉆孔,旋轉超聲橢圓加工(RUEM)方法在50~100μm/r的進給速度下,1/2層和2/3層之間的孔出口分層分別減少了5.4%~19.3%和0.7%~8.4%;并對RUEM中的分層抑制機理進行了充分的分析和驗證。可以看出,與其他分層抑制技術相比,RUEM技術是一種具有競爭力和應用前景的碳纖維增強復合材料(CFRP)鉆孔技術。
3 旋轉超聲加工研究展望
旋轉超聲加工技術在硬脆材料的加工方面,已經展現出刀具壽命長、加工表面精度高、切削力小等諸多優勢。隨著其相關技術研究的日益深入,加工效率已經明顯提高,旋轉超聲加工技術正在向高精度、微細化、智能化控制等方向發展, 適用的加工領域也在不斷擴大。目前需在以下方面對旋轉超聲加工進行進一步的研究:
1)適用材料的開發。目前,國內外很多研究機構對旋轉超聲加工的材料去除機理已經進行了大量的研究,但隨著很多新型材料的不斷涌現,旋轉超聲加工對其是否適用以及材料的去除機理有待研究。比如對纖維復合材料的加工,纖維復合材料旋轉超聲加工的材料去除機理和對工件表面產生裂紋、纖維束撕裂、纖維拔出和分層等變形缺陷原因以及防止措施有待進一步研究。
2)切削液的影響。在機械加工中,切削液具有降低切削溫度、潤滑等作用,但是不同的切削液或磨料懸浮液對工藝效果的影響如何?其作用機理是否相同?所以切削液對超聲加工工藝的影響有待確定。
3)大功率旋轉超聲加工設備。目前超聲加工設備的功率相對較低,難以滿足大功率的生產要求。大功率超聲加工設備對超聲振動系統的要求更高,換能器的尺寸設計更加嚴格,換能器固定節點位置必須更加準確等都是一個研究方向。
4)旋轉超聲加工與數控機床的一體化。旋轉超聲加工技術與數控機床的一體化即可擴展機床的加工功能,又可以在一定程度上提高加工精度 。
5)旋轉超聲橢圓振動加工。目前針對不同形式橢圓振動在不同加工方式中的工藝效果和作用機理研究較少, 同時多自由度旋轉超聲振動加工系統的研究和開發也尚處于起步階段, 故有待進一步研究。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
