基于Modbus現場總線的電動機運行監控網絡研究
2021-06-22 04:48:00趙安馬彬彬
機械制造與自動化 2021年3期
趙安,馬彬彬
(泰州職業技術學院,江蘇 泰州 225300)
0 引言
Modbus通信協議是Modicon公司在1979年提出的一種報文傳輸協議,是廣泛應用于當今工業控制領域的通用通信協議,是全球第一個真正用于工業現場的總線協議。它已經成為一個通用工業標準。通過此協議,控制器相互之間、控制器經由網絡(例如以太網)和其他設備之間可以通信。此協議分為支持RS-232C、RS-422/485的串行鏈路協議和基于TCP/IP的Modbus,其中串行鏈路協議以主從的方式進行數據傳輸[1]。許多現場工業設備,包括PLC、DCS、智能儀表等都在使用Modbus協議作為它們之間的通信標準。本文通過此協議,利用S7-1200和G120之間的Modbus通信,實現若干臺異步電動機的運行監控。
1 控制系統硬件構成
控制系統硬件主要包括西門子S7-1200系列可編程控制器CPU1214C、S7-1200系列通信板CB1241、西門子G120變頻器、西門子HMI精簡面板、三相交流異步電動機等。控制系統硬件接線示意圖如圖1所示。

圖1 硬件接線示意圖
2 G120變頻器參數設置
不管選擇何種控制方式,在進行具體的G120變頻器參數設置之前,都需要根據G120操作手冊的要求先選用與G120配套的電機,并將電機銘牌上相關參數輸入G120完成基本調試,然后根據控制方式選擇宏指令,并進行參數設置和修改。所選擇Modbus現場總線的控制方式,其參數設置如表1所示[2]。需要注意的是,同一控制網絡中,不同的變頻器從站地址不能相同,其參數設置也略有差異。
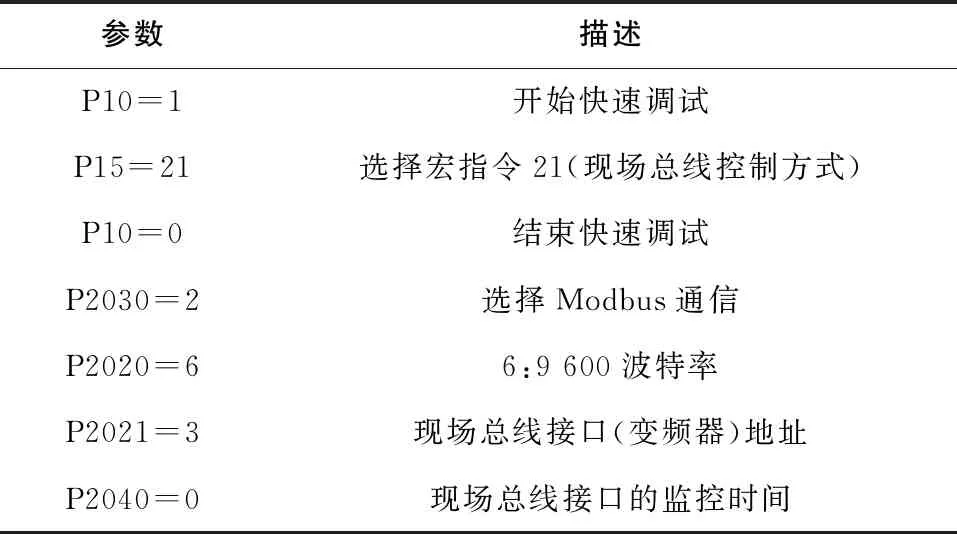
表1 Modbus現場總線某一個變頻器參數設置
3 PLC控制程序設計
3.1 組態Modbus通信端口
在組態Modbus通信端口時,必須使用1次“MB_COMM_LOAD”指令,從而實現使用 Modbus RTU 協議來通信。“FirstScan”發送組態請求,端口選“Local~CB_1241_(RS485)”,波特率可選9 600,奇偶校驗選擇偶校驗。組態Modbus通信端口程序如圖2所示[3]。
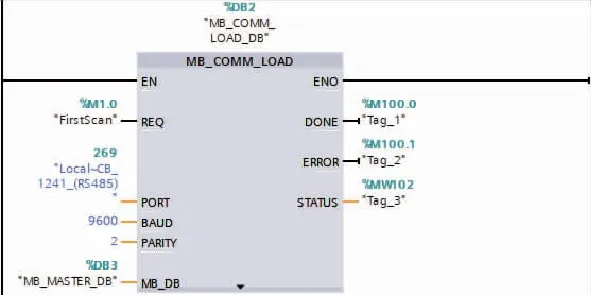
圖2 組態Modbus通信端口程序
3.2 啟動和停止控制字的產生
PLC通過向G120發送控制字等信息實現電機的啟停、換向以及調速控制,并可從G120讀取狀態信息。以1臺電機控制為例,編寫其啟停控制字的產生程序如圖3所示[4]。
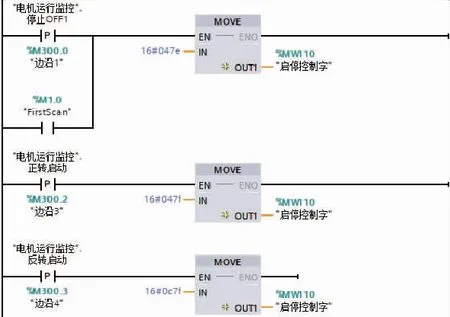
圖3 產生啟停控制字的程序
3.3 向變頻器發送啟停控制信號
啟停控制請求用的是同一個“MB_MASTER”指令,可以用同一個“DATA_PTR”地址。啟動和停止信號均通過HMI給定。啟動控制程序如圖4所示[3]。

圖4 啟停控制程序
3.4 電機運行速度設定程序
電機運行速度RPM可通過HMI給定,轉換后送給速度控制字MW130。設定值確認后,以通信方式寫入G120。不同的“MB_MASTER”指令的“DATA_PTR”的參數最好不要用同一個地址,防止發生數據信息沖突。電機運行速度設定程序如圖5所示[3-4]。

圖5 電機運行速度設定程序
3.5 從G120讀取電機運行狀態信息
電機運行后,可通過“MB_MASTER”指令從G120讀取電機實際運行的速度、頻率及方向,并在HMI上顯示出來,讀取的速度和頻率都有正負值之分,正值表示電機正轉,負值表示電機反轉。讀取電機實際運行速度和頻率的控制程序如圖6和圖7所示[3-4]。

圖6 從G120讀取電機實際運行速度

圖7 從G120讀取電機實際運行頻率
不同的變頻器,其PLC控制程序類似,在此不再贅述。S7-1200采用Modbus串行鏈路協議中的RTU(遠程終端單元)模式,本文中通信主站為CB1241,最多可以與32個從站通信。主站在Modbus網絡上沒有地址,從站地址范圍為0-247,其中0為廣播地址[1]。
4 HMI組態畫面設計
控制系統選用與S7-1200配套的SIMATIC HMI精簡面板,SIMATIC HMI精簡系列面板滿足了用戶對高品質可視化和便捷操作的需求[5]。用戶可在HMI集中實現多臺電機的遠程控制,并準確獲取各個電機的運行狀態等信息。各電機的監控組態信息如圖8所示[6]。
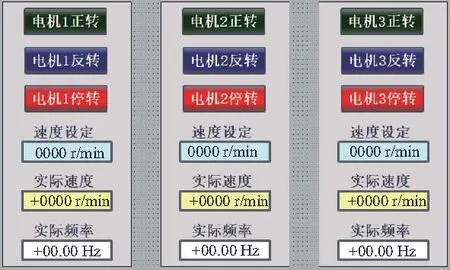
圖8 電機監控HMI畫面組態
5 結語
通過Modbus現場總線,異步電動機的變頻調速監控變得方便、直觀、交互性強、易于遠程控制。PLC和變頻器之間進行通信,使得PLC可將控制信息發送給變頻器,并從變頻器接收電機運行的各種狀態信息。這些控制信息和狀態信息都在HMI上實時動態地顯示出來。經現場調試證實,控制系統運行可靠,功能完善,具有較高的應用價值。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
中華手工(2017年2期)2017-06-06 23:00:31
電子制作(2017年7期)2017-06-05 09:36:13
中外會展(2014年4期)2014-11-27 07:46:46
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年11期)2014-02-27 14:09:59
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
