某型壓差信號器修理方法改進
2021-07-01 06:59:50雷洋羅雁
科技視界 2021年15期
雷洋 羅雁
(94201部隊,山東 濟南250000)
1 案例背景
某國內自主研發壓差信號器,裝于某軍用液壓發電機內部,用以檢測發電機輸入工作液是否存在污染現象。若輸入工作液污染度超出工作范圍,將為飛機座艙提供告警電信號,提醒飛行員及時檢查發電機輸入工作液污染度。產品外場使用時多次發現,在壓差信號器告警時發電機仍可正常工作,檢查發電機輸入工作液污染度也符合技術要求,疑似壓差信號器發出假信號。對此類問題深入研究,發現壓差信號器修理和試驗過程有可改進之處,可避免壓差信號器告假警。
2 產品原理結構介紹
壓差信號器結構原理見圖1,主要由磁鋼、微動開關、杠桿片組成。磁鋼感受注油濾內外壓力差,無壓差時磁鋼吸附杠桿片,杠桿片按下微動開關,壓差信號器斷開。當壓差升高時磁鋼壓縮彈簧向左側移動,杠桿片彈開,微動開關斷開,壓差信號器接通,發出警告信號。

圖1 壓差信號器結構圖
3 產品修理過程
產品修理時,首先通過性能試驗檢查,逐漸增加壓差信號器前后壓差,查看壓差信號器接通時壓差值,應不小于0.35 MPa。再逐漸降低前后壓差,查看斷開壓差應大于0.25 MPa。如性能不符合技術要求,再根據試驗值調整壓差信號器內微動開關的位置,使其最終性能滿足技術要求。
壓差信號器主要動作單元結構圖見圖2。無壓差時,上側磁鋼吸附杠桿片,使其翹起(圖2左),杠桿片另一端按壓微動開關,使其斷開。當壓差逐漸升高,磁鋼上移,無法吸附杠桿片時,杠桿片彈開(圖2右),杠桿片另一端不按壓微動開關,使其接通報警。
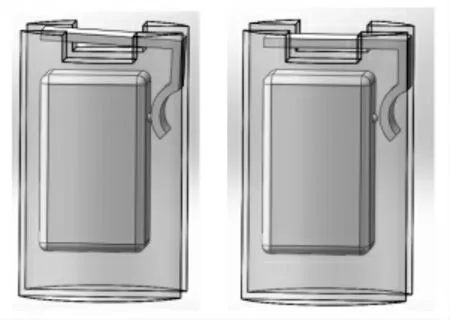
圖2 壓差開關動作示意圖
壓差開關整體安裝到壓差信號器內部,上側緊貼壓差信號器內壁,內壁對面即是磁鋼組件。增加降低壓差的過程即是磁鋼組件上下運動的過程。做試驗時,杠桿片僅有圖2中的2種狀態,即杠桿片貼緊內壁,可視為杠桿片與內壁距離為0,微動開關按壓。另一種狀態為杠桿片彈開,與內壁距離為(1±0.1)mm,微動開關不按壓。此時,進行性能試驗,即便性能完全符合技術要求,也無法判斷微動開關的按壓是否在臨界狀態。若存在產品長時間使用磨損、使用環境溫濕度變化、受到震動等因素影響時,處在臨界狀態的微動開關很容易改變原有接通狀態,引發壓差信號器誤告警。
針對以上風險,需調整壓差開關的檢查方式,排除壓差開關臨界狀態導致的產品使用故障。
4 故障分析
因杠桿片形狀不規則,難以通過測量最高點來判斷微動開關動作時杠桿片最高點到內壁的距離。因此,采用定點測量法,制作專用測量塊,在平面底座上凸出h高度的內圓,置于壓差開關上杠桿片位置,此時杠桿片距離內壁最大距離即為h(見圖3)。

圖3 試驗測量示意圖
將不同高度的專用量塊置于杠桿片位置,在上側用磁鋼組件吸附杠桿片,測試微動開關接通狀態。此時將被測件整體放到振動試驗臺上進行振動試驗,檢查10分鐘內微動開關接通狀態改變的次數。測試結果見表1。

表1 振動試驗測試表
根據測試數據顯示,h在0.3 mm時開始受到振動影響,且在微動開關接通之前,h越大微動開關受到的振動影響越大,受影響范圍為0.3~0.6 mm。
通過試驗可知,在微動開關接通之前0.3 mm范圍內為受震動影響區,若微動開關交付時臨界值處在這一范圍內,將會極大可能受到振動影響發生誤告警故障。因此,需要通過確保微動開關臨界值不在這0.3 mm范圍內。
5 改進測試工藝
為確保產品出廠時,微動開關臨界值不在h=0.3 mm的范圍內。采用定點測試的方式,排除誤告警風險。具體試驗方法如下:
(1)選取h=0.3 mm的量塊,測試磁鋼組件吸附杠桿片時,微動開關能夠可靠按壓,此時測試壓差信號器接線柱應處在斷開狀態。
(2)進行振動試驗10分鐘,壓差信號器應無接通信號發出。
(3)移除磁鋼組件,壓差信號器應接通。
通過以上試驗,可證實微動開關在h=0.3 mm時未在臨界狀態,根據微動開關受震動影響范圍為0.3 mm反推,可確保微動開關在h=0 mm時完全不受震動影響,即可保證壓差信號器交付時不會受震動影響誤告警。
6 結論
本文針對壓差信號器誤告警故障進行了剖析和闡述,從產品原理、故障檢查、故障分析過程進行了闡述。在故障查找過程中發現了產品修理試驗過程中的不足,進行了優化改進,為今后產品修理和故障排除提供參考。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
