
某打漿機齒輪組偏載問題的研究
2021-07-02 13:30:26安留學焦學健李麗君孫錫明魏逸飛
山東理工大學學報(自然科學版) 2021年5期
安留學,焦學健,李麗君,孫錫明,魏逸飛
(1.山東理工大學 交通與車輛工程學院, 山東 淄博 255049;2.山東萬豪鴻霖智能裝備有限公司, 山東 諸城 262200)
在工程應用中,齒輪在制造和安裝的過程中難免會出現誤差,再加上傳動軸工作時受載變形和齒輪的齒向形變,這就使齒輪工作時出現了偏載現象[1]。偏載現象無法發揮齒輪的齒寬優勢,致使齒輪損傷加劇,使用壽命減少。齒輪微觀修形能夠很好的改善這種情況。修形的基本原理是去除齒輪實際嚙合時產生干涉的實體部分[2],使嚙合過程更平順,接觸更充分。本文針對水田打漿機側傳動系統的偏載現象,采取齒向修形的方式,利用Romax研究單側齒端修薄、雙側齒端修薄、鼓形修整及各方法修形量對齒輪偏載情況的影響。另外,通過增加軸的彎曲剛度改善了偏載,為改進齒輪護罩的內部結構和提高齒輪傳動性能提供參考。
1 建立模型和初始分析
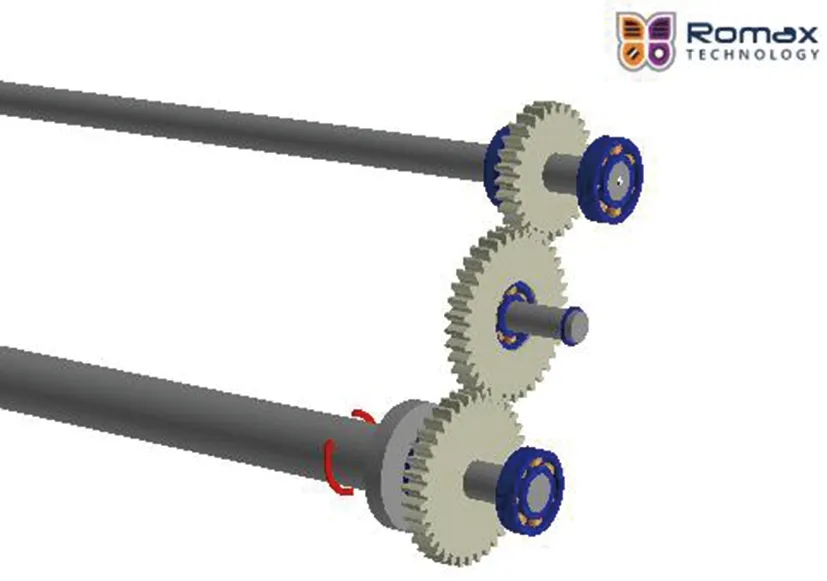
某型號水田打漿機的三維模型如圖1所示。其旋耕主軸動力由3個直齒輪傳遞,都安裝于側支撐板外,齒輪1連接輸入軸,齒輪2通過軸承固定于中間軸上,中間軸固定在側板上。齒輪3連接旋耕主軸。

1.變速箱;2.齒輪1;3.齒輪2,4齒輪3;5.彈齒軸;6.旋耕主軸。
在Romax中對側傳動系統進行建模,齒輪主要參數見表1。齒輪材料采用調制處理的45號鋼,其抗拉強度為650 MPa,屈服強度為360 MPa,齒面硬度為250 HBS。傳動軸通過軸承固定,中間軸使用FAG6308型號軸承連接惰輪,其余軸使用SKF6310型號。指定輸入輸出功率位置和各軸在齒輪箱中的坐標后,完成傳動系統的裝配[3-4]。最終建立的模型如圖2所示。

表1 齒輪基本參數
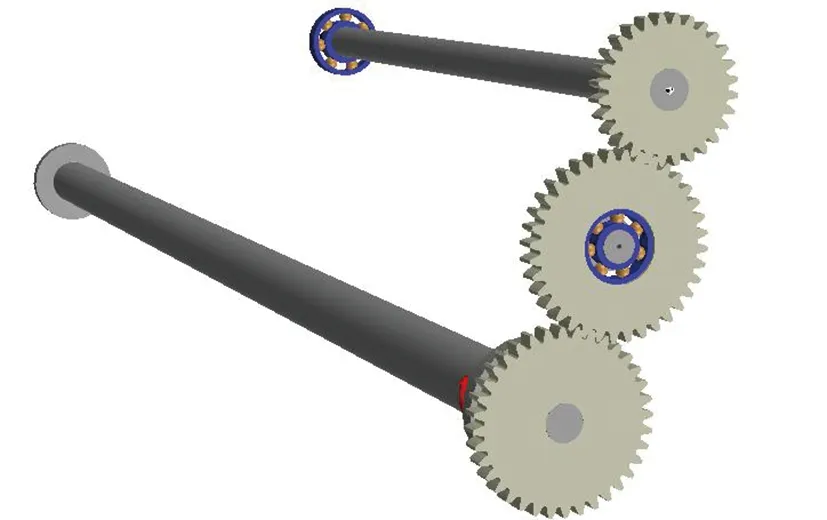
圖2 傳動模型
仿真時,設置輸入軸輸入功率為16.88 kW,旋耕主軸轉速為220 r/min,運行功率流,軟件自行計算輸入軸轉速和扭矩分配。
對水田打漿機側傳動系統進行仿真校核發現,齒輪雖符合使用強度要求,卻存在嚴重的偏載問題,其單位長度法向載荷分布云圖如圖3所示。云圖顯示,齒向載荷主要集中在齒輪靠近功率輸出的一端。圖4是載荷線沿齒寬方向的分布情況。從圖中可以看出,載荷沿齒寬方向呈線性分布,齒輪所承受載荷一端大、一端小,且單齒嚙合區極值相差較大,這將導致該齒面磨損極度不均。偏載問題一般是由于齒輪的嚙合錯位所造成,嚙合錯位是指齒輪沿齒寬方向接觸不均勻的現象,Romax中采用沿嚙合線的位移量來衡量嚙合錯位的大小[5]。提取模型嚙合錯位仿真結果繪制成圖5。由圖5可見,兩齒輪傳動過程中均有偏移現象發生,其中齒輪2的一端偏移量為0,造成這種現象的原因是齒輪2所在的中間軸一端固定于側板,不易發生變形。齒輪組的組合變形量(嚙合錯位量)超過200 μm,嚙合錯位較為嚴重,這將會對齒輪組的傳動特性造成較大影響。
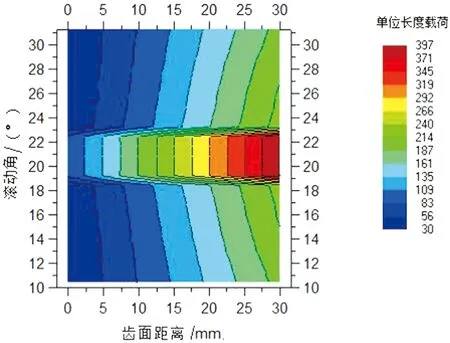
圖3 載荷分布

圖4 載荷線分布

圖5 嚙合錯位
2 齒端修薄
在齒輪加工精度有限的條件下,微觀修形是提高齒輪使用性能的有效方法,已經被廣泛應用于加工制造過程中。齒廓修形可以有效的改善嚙合過程中的基節誤差,減小嚙入嚙出沖擊,從而減小齒輪的振動噪聲。齒向修形則可以根據齒受力后產生的變形,將齒輪的軸向齒形進行修正,以獲得較為均勻的齒向載荷分布[5-6]。齒端修薄是最簡單的修形方法,是對齒輪一端或兩端在一小段齒寬上將齒厚逐漸削薄的方法,類似于機械加工中的倒角。對齒輪進行微觀修形需要確定三個基本要素,分別是修形曲線、修形量和修形長度(范圍)[7-8]。為減少加工過程中的工作量,一般選取小齒輪進行修形。本文所研究的齒輪副為單向傳動,所以只對小齒輪的承載面進行齒向修形。
2.1 一端修薄
從圖3中可以看出,齒輪偏載從一端邊緣開始,即齒輪嚙合時齒輪靠近功率輸出的一端干涉嚴重,采取一端修薄的方式將該側干涉的齒面修薄。云圖3顯示,齒面大載荷區域主要集中在沿齒向距離23~30 mm范圍內,選擇修形范圍為此長度區間,記修形長度為S,則S=7 mm。修形量記為Δ,分別取Δ為10、15和20 μm,對仿真結果進行對比分析。以齒向方向為x軸,齒面法向為y軸,則修形區(30-S≤X≤30)曲線形態為:

(1)
式中:S為修形長度;Δ為修形量;X為齒面橫坐標;y為齒面縱坐標。
選取不同的修形量和修形長度組合代入公式(1)可計算出修形區修形曲線的具體形態,齒面未修形部分縱坐標為0。在Romax中通過控制齒向修正曲線,在選取S=7 mm,Δ=10 μm時,齒向一端修薄曲線的目標形態如圖6所示。

圖6 修形形態
不同修形量得到的載荷分布云圖如圖7所示。

(a)Δ=10 μm
以上仿真結果可以看出,一端修薄后的齒輪邊緣載荷大的情況得到改善,最大法向載荷區域向齒面左側移動,移動量略小于修形長度。從圖8單齒嚙合區載荷線分布圖可以看出,隨著修形量的增加,單位載荷呈上升趨勢。相比于原齒輪載荷線分布,未修形的一端載荷線分布沒有任何改善。
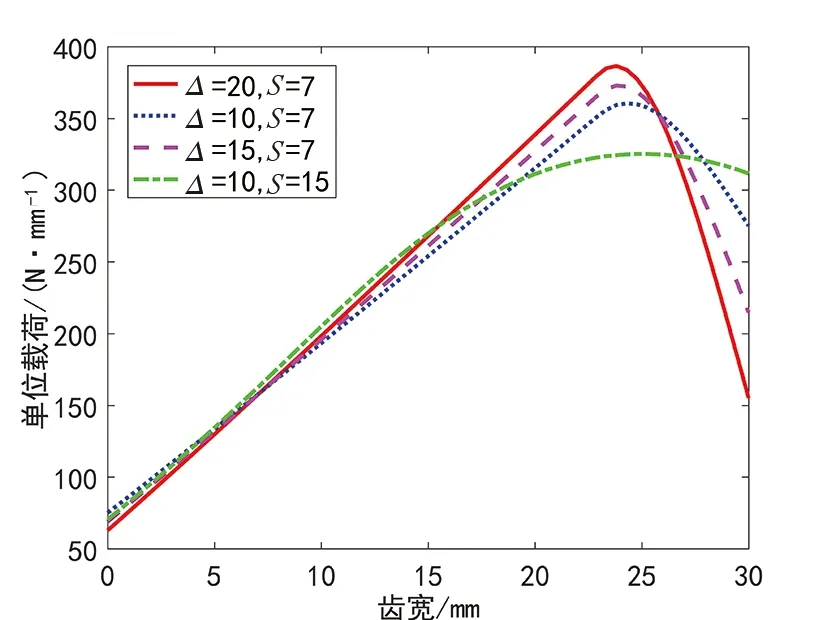
圖8 不同修形組合載荷線分布
為讓最大法向載荷向齒向中部移動,取修形長度S=15 mm,修形量Δ=10 μm得到載荷線結果如圖8中綠色點劃線所示。結果顯示齒輪法向載荷下降,但載荷仍主要集中在齒向右側。
以上各組合修形結果詳細數據對比見表2。
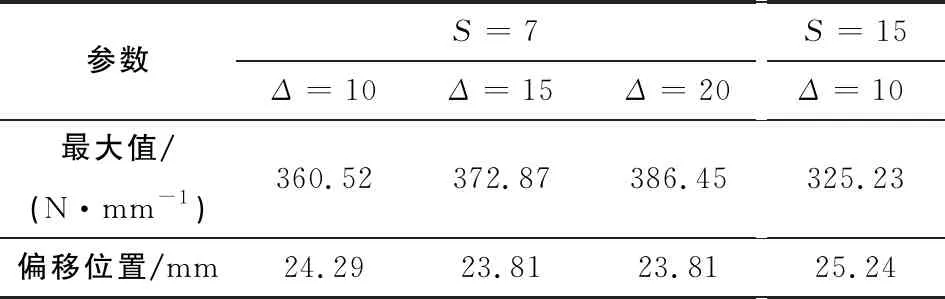
表2 載荷數據
數據顯示加大修形長度(S=15 mm)反而不如同修形量下較小的修形長度(S=7 mm)使最大載荷偏移量更大,說明修形量對最大載荷偏移量的影響更為顯著。同修形長度下,修形量的增加并不能使最大載荷偏移位置進一步向中部移動,即采取一端修薄的措施,修形量對偏載問題的改善能力有限。通過對比以上數據,采取一端修薄時,取S=7 mm,Δ=10 μm修形效果較好。
2.2 兩端修薄
對齒輪兩端同時采取修薄措施,其左端修形區(0≤X≤S)修形曲線形態為
(2)
式中:S為修形長度;Δ為修形量;X為齒面橫坐標;y為齒面縱坐標。
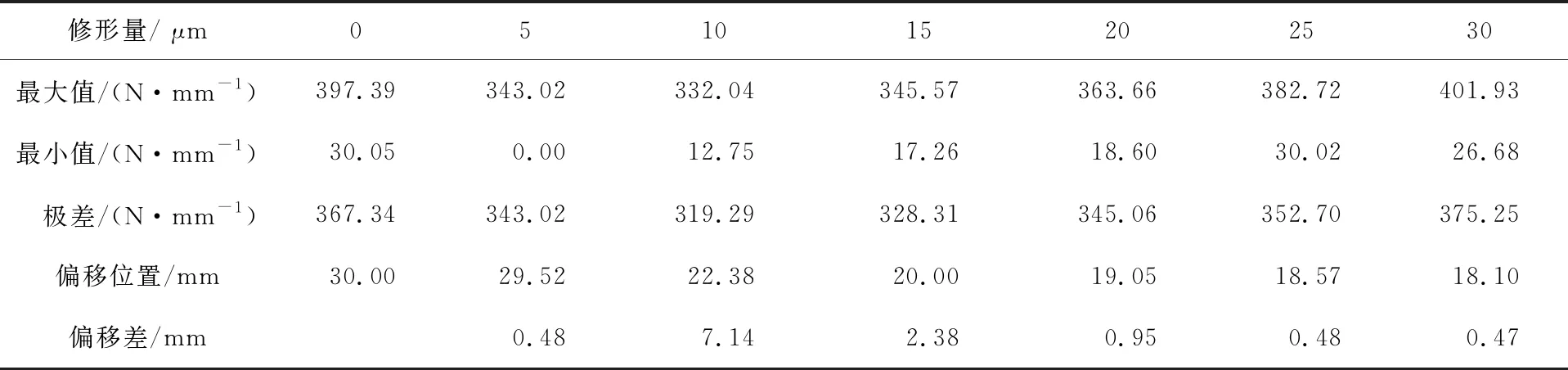
齒輪右端修形區(30-S≤X≤30)修形曲線與一端修薄修形曲線形態相同,具體點坐標滿足公式(1)。非修形區(S 圖9 兩端修薄目標形態 取修形量為10 μm和20 μm進行對比分析。圖10為不同修形量的載荷分布云圖。 (a)Δ=10 μm 對比圖7可知,兩端修薄處理的齒輪在最大法向載荷和最大法向載荷偏移量方面與一端修薄的齒輪數據基本一致。圖11為不同修形量下單雙齒嚙合區載荷線分布。與圖8對比發現,兩種修形方法區別在于齒向左側載荷分布,一端修薄的齒輪左側載荷呈線性分布的趨勢,兩端修薄的齒輪左側邊緣處載荷為0,說明嚙合時此區域內沒有產生接觸,這段齒面沒有起到承載作用。從圖中可以看出,在參與接觸的齒面上(承載區),采取兩端修薄處理的齒面承受比一端修薄的齒面更大的載荷,這使得兩端修薄的齒輪承載區載荷極差更小,載荷分布表現為相對平緩,但齒向左端小部分齒面失效。 (a)單齒區 鼓形修整是使齒輪齒向中央鼓起,兩側下陷的修整形式,是對整個齒向的修整方式[9]。鼓形修整能夠使齒向過渡平滑,達到更好的接觸效果。鼓形修整可看作是修形長度為齒寬一半的兩端修形,把S=15 mm代入公式(1)或公式(2)均可得到齒面形態與修形量之間的關系。當修形量Δ=10 μm時,鼓形修整的目標形態如圖12所示。本文取修形量分別為5、10、15、20、 25、30 μm進行對比,討論修形量對偏載問題的改善情況。 圖12 鼓形修整目標形態 不同修形量下齒輪單齒嚙合區載荷線分布狀況如圖13所示。 圖13 單齒區載荷線分布 不同修形量對應的載荷分布結果云圖如圖14所示。從云圖14的結果可以看出,修形量從Δ=10 μm以后對偏載現象的改善比較理想,隨著修形量的增加,齒輪中部越來越鼓,最大載荷隨之向齒輪中央移動,同時伴隨著單位載荷的上升。從圖13中更直觀的看出鼓形修整的這種趨勢。記相鄰修形量下最大載荷之間的距離為偏移差,詳細載荷數據見表3。在修形量大于10 μm后,修形量的增加對最大載荷偏移位置的單位貢獻量越來越小,這表明僅依靠增加修形量可能無法達到使最大載荷出現在齒向中央的理想效果。相比較而言,修形量取Δ=20 μm時,單位載荷下降33 N·mm-1,偏移位置向中央移動了11 mm,改善效果比較理想。 表3 載荷數據統計 齒向微觀修形可以有效改善齒輪的偏載現象,但在仿真的過程中發現,微觀修形對齒輪副的嚙合錯位量并沒有太大的改善。嚙合錯位是造成齒輪偏載的主要原因,軸在受載時產生的變形是造成嚙合錯位的主要原因。該機器的側傳動系統安裝于側板外,支撐軸承緊靠于側板,齒輪安裝于軸最外側,位置相當于懸臂梁的末端,傳動過程中受載后此處變形最大[10]。 改進機器的齒輪護罩,在護罩內部設計軸承固定槽,增加軸的長度,末端安裝支撐軸承,嵌于護罩軸承固定槽內,使懸臂梁變為兩端支撐。改進后的模型示意圖如圖15所示。 圖15 改進模型 對改進后且不進行修形的模型重新進行仿真計算,其載荷分布云圖如圖16所示。云圖結果顯示單位長度載荷峰值有所下降,載荷主要集中于齒向中部偏右,偏載現象較原始結構設計有所改善。改進后模型的嚙合錯位結果如圖17所示,其綜合錯位量數值下降到20 μm以下,說明安裝軸的彎曲變形被很好的控制。 圖16 新模型載荷分布 圖17 嚙合錯位 改進后的結構嚙合錯位量大大減小,再進行修形時修形量不易過大,采取鼓形修整方式,修形量取Δ=15 μm,得到載荷分布云圖如圖18所示。增加軸彎曲剛度后對齒輪進行修形,載荷沿齒向大致呈對稱分布,對偏載現象改善較為理想。 圖18 改進后修形結果 針對該型號打漿機側傳動系統齒輪組偏載問題的研究,得到相關結果如下: 1)對于較為嚴重的偏載現象,齒端修薄的方式能夠改善齒輪偏載問題,最大載荷位置會隨修形長度大小向齒輪中部靠近,但改善能力有限。 2)齒輪一端修薄和兩端修薄在最大法向載荷和最大載荷偏移量方面無區別。本齒輪組模型中,兩端修薄的齒輪承載區載荷略有上升,且齒輪一側邊緣嚙合失效。若采用該種方法,一段時間后應將齒輪反裝,更換齒輪的承載端,延長齒輪使用壽命。 3)鼓形修整的方式整體優于齒端修薄,載荷沿齒面呈現拋物線分布,最大載荷隨修形量的增加向中部移動,但法向載荷也會有所上升。鼓形修整也會隨著修形量的增加,呈現單位修形量對應的最大載荷偏移量減小的現象。 4)該傳動系統齒輪偏載的根本原因是軸彎曲剛度不夠,若改進齒輪護罩結構并增加軸長度,再結合鼓形修整可以得到較為理想的載荷分布情況。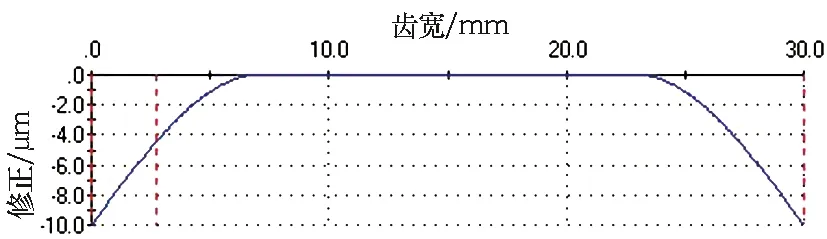
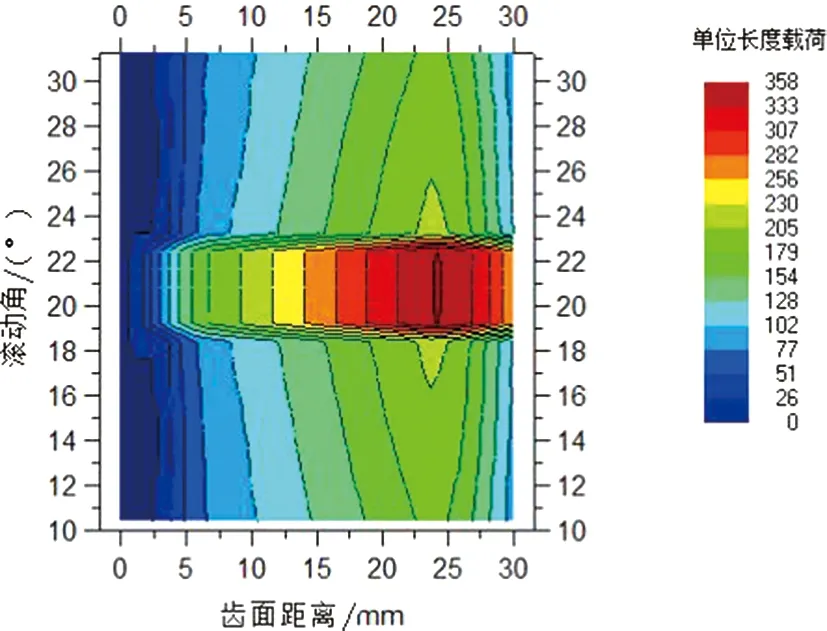

3 鼓形修整


4 增加軸彎曲剛度




5 結論
