手工裝配氣動工具操作狀態(tài)監(jiān)測研究*
2021-07-03 02:29:14□徐迎
機(jī)械制造 2021年5期
□ 徐 迎
杭州測質(zhì)成科技有限公司 杭州 311200
1 研究背景
飛機(jī)裝配工藝經(jīng)歷了繁重的人工裝配、使用各種輔助設(shè)備進(jìn)行裝配等階段,目前正朝著自動化裝配方向發(fā)展。自動化裝配技術(shù)暫未取得廣泛應(yīng)用,而依靠人工操作的裝配質(zhì)量可控性較差,對飛機(jī)制造安全性而言是一種隱患[1]。
手工裝配氣動工具作為當(dāng)前飛機(jī)裝配過程中廣泛應(yīng)用的輔助設(shè)備,其操作狀態(tài)是飛機(jī)裝配質(zhì)量的重要影響因素。實時監(jiān)測并顯示氣動工具的操作狀態(tài),可使設(shè)備操作者掌握更多與裝配質(zhì)量相關(guān)的設(shè)備工作參數(shù)信息,從而為飛機(jī)裝配質(zhì)量控制提供支撐。另一方面,通過收集、匯總、分析每臺氣動工具設(shè)備的運(yùn)行狀態(tài),可以顯著提高裝配車間的數(shù)字化管理水平,為生產(chǎn)計劃安排和設(shè)備預(yù)測性維護(hù)等提供依據(jù)。
2 操作狀態(tài)監(jiān)測方法
在對手工裝配氣動工具操作狀態(tài)進(jìn)行監(jiān)測時,關(guān)注的重點(diǎn)是和裝配質(zhì)量控制及裝配車間數(shù)字化管理密切相關(guān)的狀態(tài)量,主要包括工作壓力、轉(zhuǎn)速、進(jìn)給速度、輸出轉(zhuǎn)矩、振動強(qiáng)度、裝配操作次數(shù)等。其中,工作壓力、轉(zhuǎn)速、進(jìn)給速度、輸出轉(zhuǎn)矩是對裝配質(zhì)量影響較大的狀態(tài)量[2-3],裝配操作次數(shù)則與車間生產(chǎn)管理相關(guān)。
實現(xiàn)手工裝配氣動工具操作狀態(tài)監(jiān)測的技術(shù)難點(diǎn)主要集中在三方面,分別為轉(zhuǎn)速測量、鉆孔計數(shù),以及測量裝置在手工裝配氣動工具本體上的固定。
2.1 轉(zhuǎn)速測量
手工裝配氣動工具在工作時,其輸出軸處于高速轉(zhuǎn)動狀態(tài)。現(xiàn)有的集成式轉(zhuǎn)速傳感器體積和質(zhì)量都比較大,通常要通過聯(lián)軸器和待測轉(zhuǎn)速的轉(zhuǎn)軸進(jìn)行連接,才能實現(xiàn)轉(zhuǎn)速測量。為了提高轉(zhuǎn)速測量系統(tǒng)的集成度,可采用體積與質(zhì)量相對較小的霍爾傳感器進(jìn)行轉(zhuǎn)速測量,基本原理是在手工裝配氣動工具的輸出軸上固定一個嵌有若干磁片的轉(zhuǎn)盤,將霍爾傳感器固定在與轉(zhuǎn)盤垂直的位置,當(dāng)輸出軸轉(zhuǎn)動時,轉(zhuǎn)盤中的磁片不斷經(jīng)過霍爾傳感器測量磁路的間隙,進(jìn)而持續(xù)輸出脈沖信號,將此脈沖信號輸入主控芯片進(jìn)行處理,即能得到工作轉(zhuǎn)速[4-5]。轉(zhuǎn)速測量系統(tǒng)如圖1所示。
需要注意轉(zhuǎn)盤和手工裝配氣動工具轉(zhuǎn)軸間應(yīng)可靠連接,避免產(chǎn)生相對滑動,從而造成轉(zhuǎn)速測量出現(xiàn)較大誤差。同時,轉(zhuǎn)速測量精度與轉(zhuǎn)盤上沿圓周均勻布置的磁片數(shù)量相關(guān)。一定轉(zhuǎn)速下,轉(zhuǎn)盤上的磁片數(shù)量越多,霍爾傳感器所輸出的脈沖信號數(shù)量就越多,輸出轉(zhuǎn)速也就越接近實際轉(zhuǎn)速。這一轉(zhuǎn)速測量系統(tǒng)構(gòu)成簡單,可根據(jù)實際應(yīng)用對象的機(jī)械結(jié)構(gòu)進(jìn)行靈活調(diào)整,是一種低成本、適應(yīng)性強(qiáng)的轉(zhuǎn)速測量系統(tǒng)。
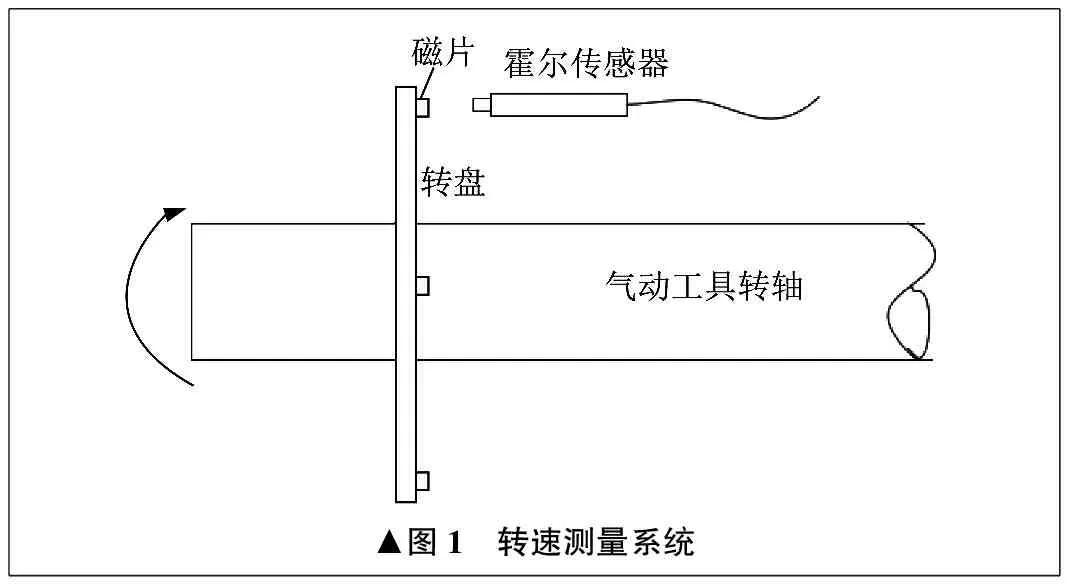
▲圖1 轉(zhuǎn)速測量系統(tǒng)
2.2 鉆孔計數(shù)
在飛機(jī)裝配中實現(xiàn)螺紋連接操作,通常每次只需按下氣動扳手的控制按鈕,就能完成一個緊固件的安裝。因此,對緊固件安裝計數(shù),可以通過檢測按下氣動扳手控制按鈕的次數(shù)來實現(xiàn)。具體而言,可以在控制按鈕上設(shè)置一個開關(guān)按鍵,操作人員按下控制按鈕時開關(guān)按鍵閉合,通過對開關(guān)按鍵導(dǎo)通次數(shù)的檢測實現(xiàn)對緊固件安裝的計數(shù)。
鉆孔計數(shù)的流程則相對復(fù)雜。實際操作中,一個孔位的加工通常需要反復(fù)進(jìn)行多次操作才能完成。因此,統(tǒng)計完成加工孔位的數(shù)量并不簡單地類似于螺紋連接操作,需要通過鉆孔過程中所體現(xiàn)的其它特性來進(jìn)行判斷。對鉆孔過程中氣鉆的運(yùn)動特性進(jìn)行分析,可知在孔位鉆通的瞬間,氣鉆會從慢速進(jìn)給狀態(tài)變?yōu)榧铀偾皼_狀態(tài),然后在操作者的控制下逐漸減速。因此,可以通過對氣鉆進(jìn)給速度的變化判斷孔位是否鉆通,從而實現(xiàn)鉆孔計數(shù)。鉆孔計數(shù)流程如圖2所示。
為了計算氣鉆的進(jìn)給速度,需要通過激光測距傳感器持續(xù)測量氣鉆與被加工孔位之間的距離,并進(jìn)行存儲。激光測距傳感器的測距原理是光的反射,因此,當(dāng)孔位周圍相對平整時,測量的效果較好。另外,為了判斷氣鉆進(jìn)給速度是否存在先增大后減小的過程,需要給出判斷進(jìn)給速度變化幅度的閾值。由此可見,閾值是決定鉆孔計數(shù)準(zhǔn)確性的直接因素。在實踐中,可以通過重復(fù)鉆孔試驗獲得鉆孔過程的速度變化曲線,通過對曲線的分析確定合適的閾值。
2.3 測量裝置固定
在確定手工裝配氣動工具操作狀態(tài)監(jiān)測方法后,大規(guī)模應(yīng)用的關(guān)鍵是在保證可用性和可靠性的前提下實現(xiàn)附加測量裝置在氣動工具本體上的集成。一部分傳感器可以直接固定在電路板上,另一部分傳感器及電路板必須通過特定結(jié)構(gòu)的裝置固定在氣動工具本體上。
由于氣動工具本體的外形構(gòu)造并不規(guī)則,因此為了實現(xiàn)附加測量裝置與手工裝配氣動工具本體的可靠連接,所需要的固定裝置結(jié)構(gòu)比較復(fù)雜。為了減輕操作者的額外負(fù)擔(dān),還應(yīng)嚴(yán)格限制固定裝置的質(zhì)量。在此背景下,可考慮采用三維打印技術(shù)制作固定裝置,材料選擇輕質(zhì)、高強(qiáng)度的復(fù)合材料[6]。可以根據(jù)手工裝配氣動工具的外形構(gòu)造和附加測量裝置的特點(diǎn),設(shè)計固定裝置的外形。
3 信息上傳
在數(shù)字化深入發(fā)展的背景下,操作狀態(tài)的監(jiān)測信息除實時本地顯示告知操作者外,還需要通過上傳的形式匯集到遠(yuǎn)程監(jiān)控平臺,實現(xiàn)對相關(guān)狀態(tài)數(shù)據(jù)的長期追蹤和進(jìn)一步分析。
在眾多無線網(wǎng)絡(luò)類型中,窄帶物聯(lián)網(wǎng)是一種聚焦于低功耗、廣覆蓋物聯(lián)網(wǎng)的網(wǎng)絡(luò)類型,具有覆蓋廣、速率快、成本與功耗低等特點(diǎn)[7]。采用無線網(wǎng)絡(luò)實現(xiàn)數(shù)據(jù)上傳,只需要在每個手工裝配氣動工具上集成一個無線傳輸模塊,就可以實現(xiàn)手工裝配氣動工具操作狀態(tài)信息上傳到云端的無線網(wǎng)絡(luò)。
4 結(jié)束語
在當(dāng)前技術(shù)條件下,實現(xiàn)對手工裝配氣動工具操作狀態(tài)監(jiān)測是一種提高裝配流程數(shù)字化程度的可行路徑。筆者在保證監(jiān)測方法簡單、低成本的前提下,提出了監(jiān)測方法的可行方案。針對大規(guī)模應(yīng)用,提出了采用三維打印完成相關(guān)零件制造。
筆者提出的手工裝配氣動工具操作狀態(tài)監(jiān)測方法有望得到實際應(yīng)用。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車觀察(2016年3期)2016-02-28 13:16:26
