6Sigma正交試驗(yàn)在側(cè)圍外板沖壓CAE尺寸精度優(yōu)化中的應(yīng)用
2021-08-30 00:59:22徐大君曾兵華李偉明
模具工業(yè) 2021年7期
關(guān)鍵詞:分析
徐大君,曾兵華,李偉明,陳 俊
(重慶長安汽車股份有限公司,重慶 401120)
0 引 言
側(cè)圍外板是汽車覆蓋件中外形尺寸最大、形狀最復(fù)雜、裝配關(guān)系最多的沖壓零件。尺寸精度是衡量外覆蓋件重要指標(biāo)之一,不同材料與不同成形工藝對其影響較大。以某車型側(cè)圍零件為例,結(jié)合有限元仿真模擬和數(shù)理統(tǒng)計的方法進(jìn)行分析,解決側(cè)圍外板尺寸精度不足的問題。
正交試驗(yàn)是研究多因素多水平的一種試驗(yàn)設(shè)計方法,根據(jù)正交性從全面試驗(yàn)中挑選部分有代表性的點(diǎn)進(jìn)行試驗(yàn),這些有代表性的點(diǎn)具有均勻分散、齊整可比的特點(diǎn)。當(dāng)試驗(yàn)涉及的因素在2個或2個以上,且因素間可能有交互作用時,試驗(yàn)工作量會很大,甚至難以實(shí)施。針對該困擾,正交試驗(yàn)是更好的選擇。正交試驗(yàn)設(shè)計的主要工具是正交表,試驗(yàn)者可根據(jù)試驗(yàn)的因素數(shù)、因素的水平數(shù)以及是否具有交互作用等需求查找相應(yīng)的正交表,再依托正交表的正交性從全面試驗(yàn)中挑選部分有代表性的點(diǎn)進(jìn)行試驗(yàn),可以實(shí)現(xiàn)以最少的試驗(yàn)次數(shù)達(dá)到與大量全面試驗(yàn)等效的結(jié)果,在較短的時間內(nèi)得到理想的試驗(yàn)結(jié)果和科學(xué)結(jié)論。
基于AutoForm有限元軟件分析側(cè)圍外板上梁尺寸超差情況,通過修改正壓料力、側(cè)壓料力和過翻邊量,得出多組CAE分析結(jié)果,利用數(shù)理統(tǒng)計軟件Mintab對影響零件尺寸的因素進(jìn)行分析,找出對尺寸影響較大的因子,建立數(shù)學(xué)模型并進(jìn)行優(yōu)化分析。具體的實(shí)施過程:先通過修改不同數(shù)值的正壓料力、側(cè)壓料力和過翻量得出多組CAE分析結(jié)果,然后對因子進(jìn)行正交試驗(yàn),根據(jù)試驗(yàn)結(jié)果建立正壓料力、側(cè)壓料力和過翻量的回歸方程,最后通過對回歸方程的求解得到最優(yōu)解。
1 整改前側(cè)圍外板狀態(tài)
某側(cè)圍外板前側(cè)與前門上側(cè)匹配尺寸超差頻次達(dá)90%,且左右側(cè)圍超差頻次相當(dāng),影響整車外觀和生產(chǎn)效率。為解決該處間隙不均的問題,裝車前操作人員需要調(diào)整零件或?qū)ψ笥覀?cè)圍模具進(jìn)行返修,影響生產(chǎn)效率且浪費(fèi)成本。側(cè)圍前側(cè)間隙超差的位置如圖1所示,140、141、136三點(diǎn)為檢測點(diǎn)。

圖1 側(cè)圍外板前側(cè)間隙超差位置
對上述3個點(diǎn)的過程能力進(jìn)行分析,判定指標(biāo)為PP≥1.33,PPK≥1.33(PP表示潛在的過程性能,顯示了總過程分布寬度與工程規(guī)范之間的關(guān)系,總過程變差變小時,PP就會變大;PPK顯示了實(shí)際的過程性能,同時考慮了過程對中性及過程總變差),計算公式如下:
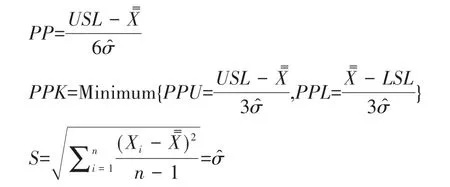
其中,USL、LSL為樣本上、下限,為樣本均值。
對上述3個檢測點(diǎn)(140、141、136)現(xiàn)場檢測數(shù)據(jù)進(jìn)行分析后結(jié)果如圖2~圖4所示。140號點(diǎn)PP=1.80、PPK=-0.17,過程能力不足;141號點(diǎn)PP=1.87、PPK=-0.15,過程能力不足 ;136號點(diǎn)PP=1.59、PPK=1.58,過程能力滿足。
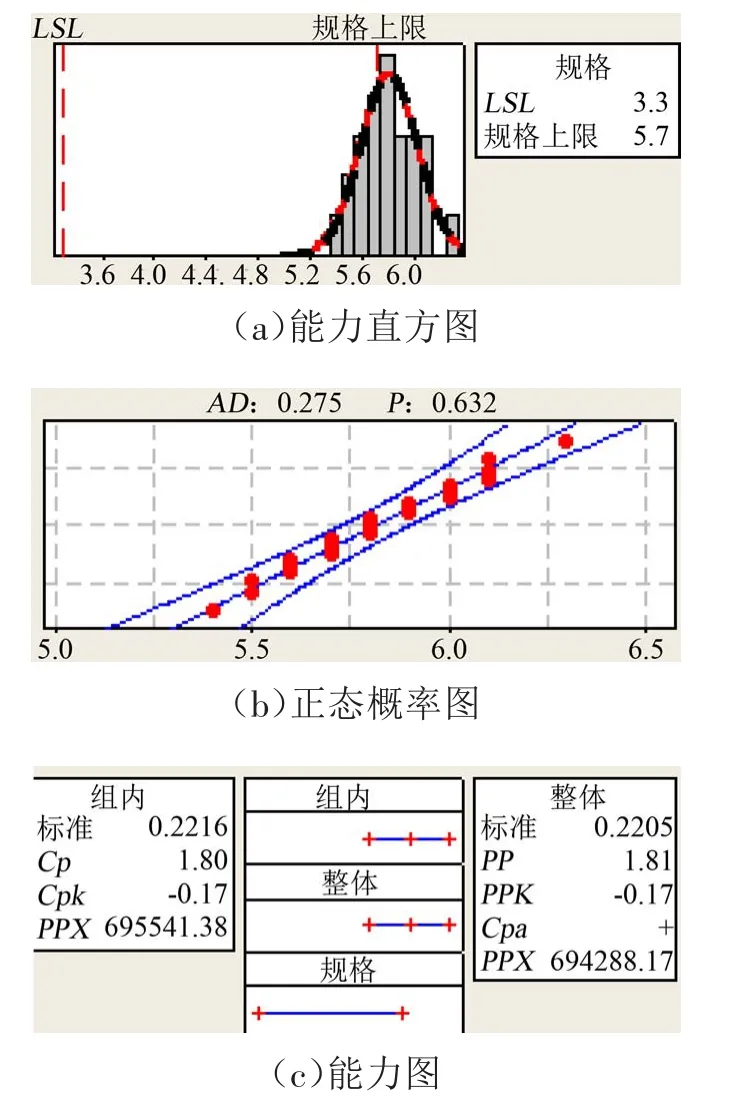
圖2 140號點(diǎn)檢測數(shù)據(jù)分析

圖3 141號點(diǎn)檢測數(shù)據(jù)分析
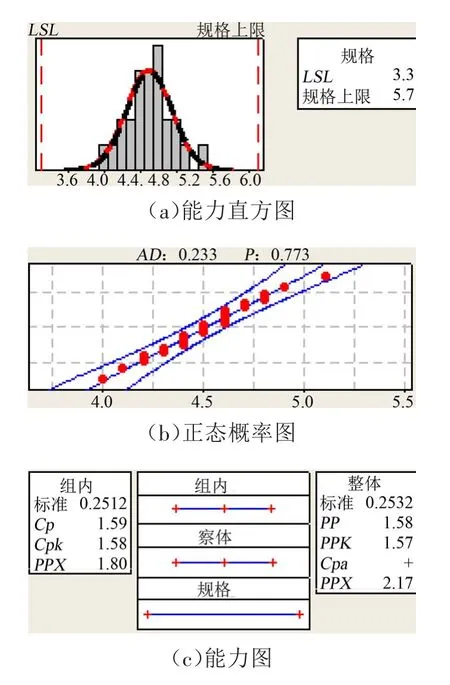
圖4 136號點(diǎn)檢測數(shù)據(jù)分析
對3個點(diǎn)的過程能力進(jìn)行分析可知,140、141兩點(diǎn)的PPK為負(fù)值,說明數(shù)據(jù)偏離受控制一側(cè),距1.33目標(biāo)較大,所以需要整改提升這2個檢測點(diǎn)的過程能力。
2 正交試驗(yàn)設(shè)計
正交試驗(yàn)是MPI仿真分析設(shè)計的科學(xué)試驗(yàn)方案,用最少的試驗(yàn)次數(shù)獲取響應(yīng)(試驗(yàn)結(jié)構(gòu))和因素(工藝參數(shù))之間關(guān)系的最多信息。仿真分析后,需要對獲取的試驗(yàn)結(jié)果進(jìn)行極差分析與方差分析,確定影響側(cè)圍尺寸精度試驗(yàn)指標(biāo)的主、次要因素及各因素對試驗(yàn)指標(biāo)影響的顯著程度,得出試驗(yàn)因素的最優(yōu)水平和組合,即最佳工藝參數(shù)組合方案。
2.1 因素選取
經(jīng)綜合排查分析,模具成形時材料流動偏向一側(cè)導(dǎo)致零件輪廓攢動,該位置的間隙超差由整形模側(cè)壓料整形導(dǎo)致,整形模成形部位如圖5所示,影響此處間隙的因素有側(cè)壓料力與過翻邊量:①側(cè)壓料力偏小,側(cè)整刀塊整形時壓不住材料,材料流動導(dǎo)致零件邊界移動;②零件成形后材料完全硬化,處于塑性階段的材料恢復(fù)導(dǎo)致零件邊界收縮;③側(cè)壓料力和過翻邊量的相互作用。

圖5 整形模成形部位
2.2 因子高低水平確定
因模具已經(jīng)制造完成,更換氮?dú)飧壮杀咎撸F(xiàn)采用減小有效壓料面積、增大壓強(qiáng)的思路進(jìn)行整改,現(xiàn)場側(cè)壓料力為38 kN,通過減小壓料面積可以達(dá)到54 kN的壓力效果,實(shí)際過翻邊量為0.2 mm,此處按照經(jīng)驗(yàn)最大可以做到1 mm,因子水平如表1所示。
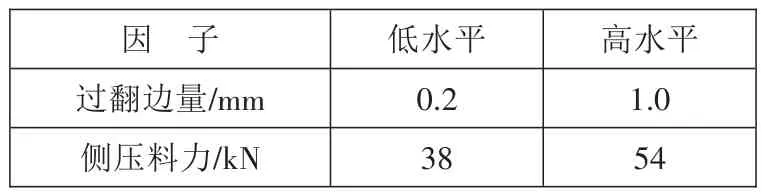
表1 因子水平
2.3 響應(yīng)產(chǎn)品偏移量指標(biāo)
查看零件GTD技術(shù)文件,此處公差為±0.5 mm,按照該數(shù)據(jù)在Mintab的響應(yīng)優(yōu)化器中對零件偏移量進(jìn)行設(shè)置,如圖6所示。
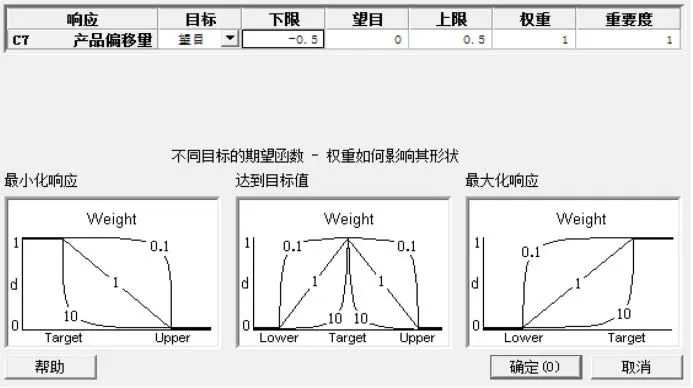
圖6 零件公差設(shè)置
2.4 Mintab中設(shè)置因子
得到試驗(yàn)所需的數(shù)據(jù):①創(chuàng)建因子,并定義因子高低水平;②全因子設(shè)計,中心點(diǎn)數(shù)為2,仿行數(shù)為1,區(qū)組數(shù)為1。
針對正交表(見圖2)對應(yīng)因子進(jìn)行CAE仿真分析,得到響應(yīng)值(零件偏移量)。側(cè)壓料力直接在AutForm中進(jìn)行設(shè)置,過翻邊量在CATIA中進(jìn)行參數(shù)化設(shè)計。
2.5 分析因子設(shè)計
ANOVA表如表3所示,擬合總效果判定系數(shù)R2(R-Sq)及修正的判定系數(shù)數(shù)值越接近1越好。
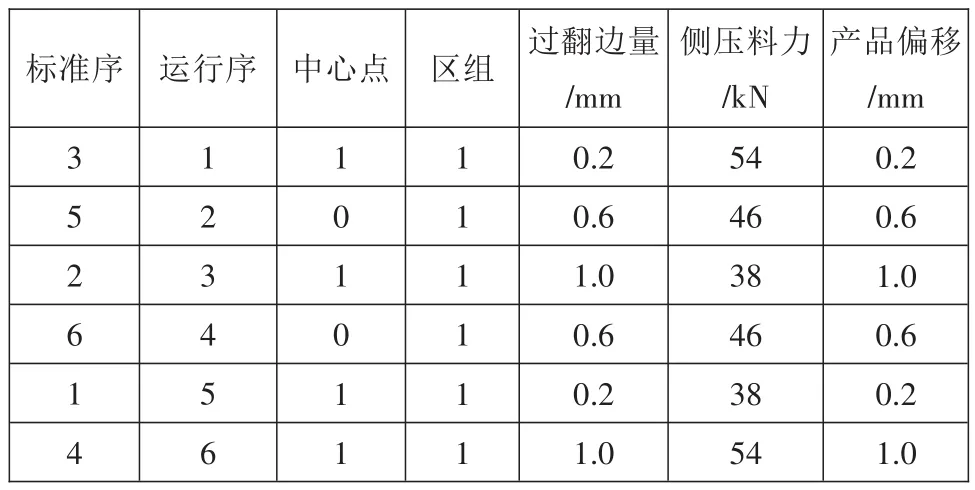
表2 正交表
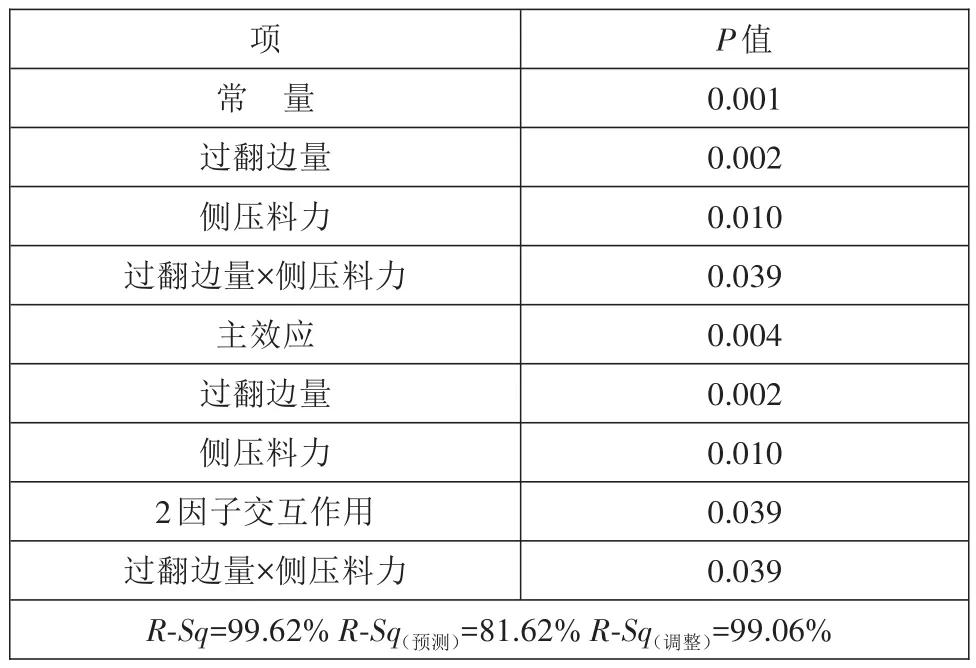
表3 ANOVA表
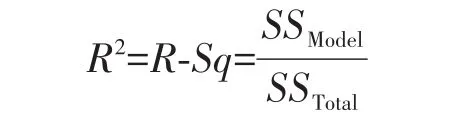
由回歸分析中的平方和分解公式可知:

其中,SSTotal為總變差;SSModel為過程變差;SSError為測量系統(tǒng)變差。
考慮SSTotal和SSModel中的比率,定義平方(R-Sq):
殘差圖分析需要滿足以下準(zhǔn)則:①響應(yīng)變量擬合值保持方差奇性(如果是直線型,可能缺乏一次項(xiàng);如果存在明顯的曲率,可能需要增加平方項(xiàng));②正態(tài)性檢驗(yàn)圖服從正態(tài)分布且散點(diǎn)隨機(jī)分布不存在彎曲趨勢,如圖7所示。
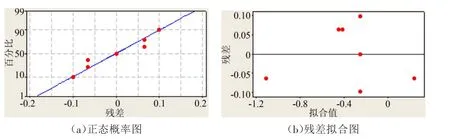
圖7 偏移量殘差
假設(shè)檢驗(yàn)?zāi)P涂梢源_定事情的結(jié)果是偶然發(fā)生還是實(shí)質(zhì)性變化。在假設(shè)檢驗(yàn)?zāi)P椭校琍值表示對原假設(shè)的支持程度。對應(yīng)回歸項(xiàng)的P值<0.05時,則表明應(yīng)該拒絕原假設(shè),即模型有效;對應(yīng)回歸項(xiàng)的P值>0.05時,則無法拒絕原假設(shè),即判定模型無效。從表3可以看出,過翻邊量、側(cè)壓料力及兩者交互作用的P值<0.05,拒絕原假設(shè),表示其三者為影響響應(yīng)因子的主要因素。
響應(yīng)曲面如圖8所示,過翻邊量、側(cè)壓料力及其交互效應(yīng)對響應(yīng)偏移量影響顯著。
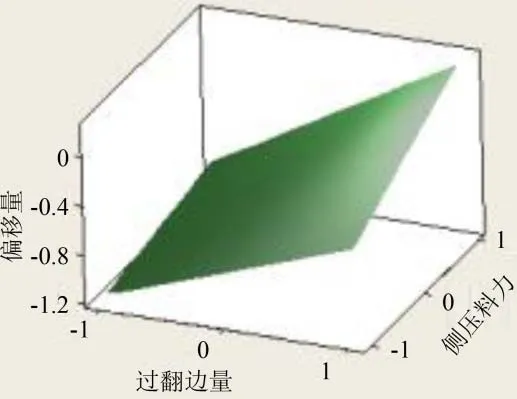
圖8 響應(yīng)曲面
根據(jù)擬合系數(shù)和殘差圖分析正交表數(shù)據(jù),擬合的數(shù)學(xué)模型均滿足要求,借助假設(shè)檢驗(yàn)判定過翻邊量、側(cè)壓料力以及二者交互作用是影響側(cè)圍前側(cè)間隙精度的主要因子。通過響應(yīng)優(yōu)化器得出最優(yōu)參數(shù)為:過翻邊量0.952 8 mm,側(cè)壓料力21 kN,如圖9所示。
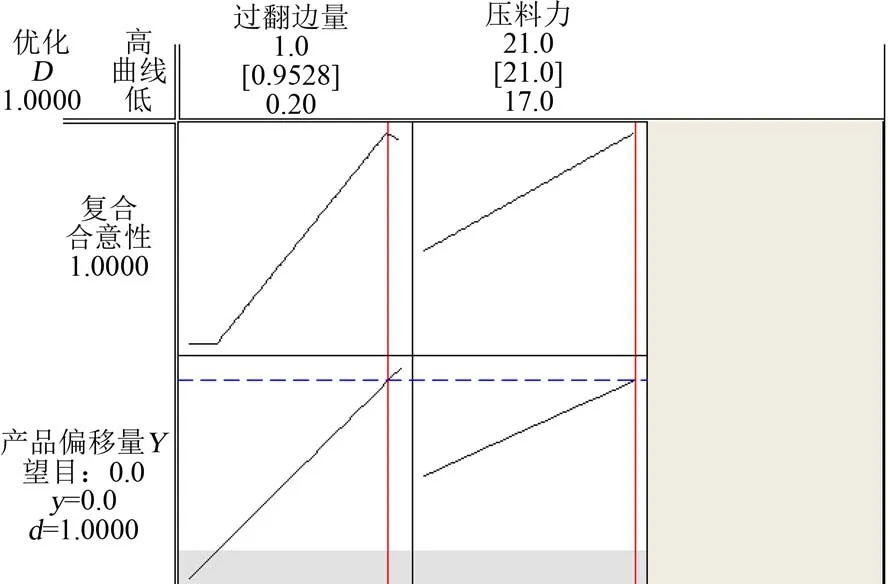
圖9 響應(yīng)的優(yōu)化值
3 最優(yōu)解CAE驗(yàn)證
依據(jù)上述優(yōu)化結(jié)果,在AutoForm軟件中過翻邊量取1.0 mm,側(cè)壓料力設(shè)置為21 kN,模擬驗(yàn)證得出零件偏移量為-0.05 mm,而零件間隙公差為±0.5 mm,CAE分析數(shù)值可接受,如圖10所示。
4 現(xiàn)場驗(yàn)證
AutoForm軟件模擬時側(cè)壓料器為全型面壓料,先計算50 kN全型面?zhèn)葔毫蠒r的壓強(qiáng)。為了使現(xiàn)場和理論分析的壓強(qiáng)相等,在現(xiàn)場側(cè)壓料力不變的情況下減小側(cè)壓料的有效壓料面積。
過翻邊量直接在加工數(shù)據(jù)上修改為1.0 mm。按照分析優(yōu)化后,對側(cè)圍前側(cè)3個點(diǎn)隨機(jī)各抽取25組間隙值進(jìn)行過程能力的判定,如圖11~圖13所示。140點(diǎn)的P值>0.05,數(shù)據(jù)服從正態(tài)分布,PP=1.40、PPK=1.38,過程能力穩(wěn)定;141點(diǎn)的P值>0.05,數(shù)據(jù)服從正態(tài)分布,PP=1.80、PPK=1.65,過程能力穩(wěn)定;136點(diǎn)的P值>0.05,數(shù)據(jù)服從正態(tài)分布,PP=1.46、PPK=1.41,過程能力穩(wěn)定。
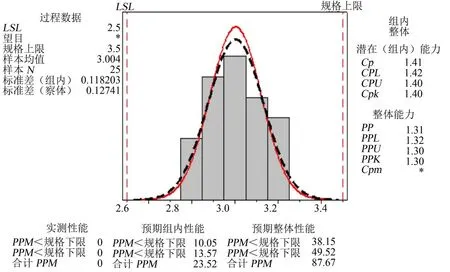
圖12 141點(diǎn)過程能力圖
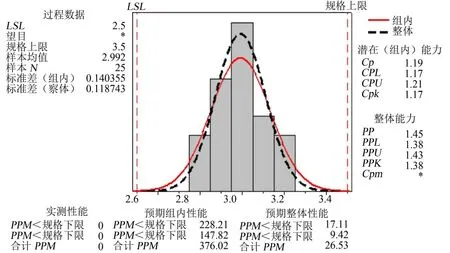
圖13 136點(diǎn)過程能力圖
上述136、140、141三點(diǎn)的測量數(shù)據(jù)服從正態(tài)分布,PP≥1.33、PPK≥1.33,過程能力受控穩(wěn)定,整車側(cè)圍上側(cè)的間隙故障率由90%降至為3%,如圖14所示。
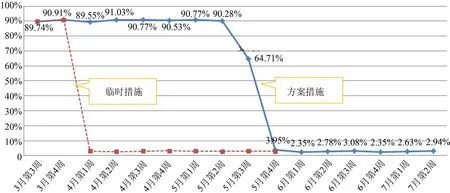
圖14 側(cè)圍前側(cè)故障率
5 結(jié)束語
利用數(shù)理統(tǒng)計軟件Mintab和成形模擬軟件AutoForm的優(yōu)勢,為工藝設(shè)計和現(xiàn)場整改提供有力參考。該方法可以解決設(shè)計階段工藝參數(shù)多且交互作用試驗(yàn)次數(shù)多的問題,為提高零件開發(fā)的成功率和成形質(zhì)量提供了保障。最終形成一套提升沖壓CAE尺寸精度的解決方案,縮短了模具開發(fā)周期,降低了模具的整改和調(diào)試工時,為類似零件模具開發(fā)奠定基礎(chǔ)。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
