6A02鋁合金雙面攪拌摩擦焊工藝及接頭力學性能研究
2021-09-10 06:12:10陳紅
電焊機 2021年3期
陳紅
摘要:分析20 mm厚 6A02鋁合金雙面攪拌摩擦工藝對接頭組織及常規力學性能的影響,并研究了拉伸和疲勞裂紋斷口特征,研究結果表明:攪拌針針長的不同會明顯影響6A02鋁合金雙面攪拌摩擦焊接頭力學性能;當針長過短時,接頭橫向側彎試樣中心極易出現裂紋,疲勞試驗在指定的循環載荷與應力比的條件下無法達到指定的循環次數即發生斷裂;當針長與壓入量匹配合適時,拉伸、彎曲與疲勞試驗性能良好,同時發現接頭抗拉強度隨攪拌針針長的增加呈先增大后減小的趨勢;當攪拌針針長為11 mm時,接頭抗拉強度可達到244 MPa,為母材抗拉強度的82.7%。
關鍵詞:雙面攪拌摩擦焊;鋁合金;焊接工藝;力學性能
中圖分類號:TG453+.9? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0084-05
DOI:10.7512/j.issn.1001-2303.2021.03.15
0? ? 前言
6A02鋁合金為鋁-鎂-硅系可熱處理強化鋁合金,強度中等,耐蝕性與焊接性良好,適合鍛造與沖壓加工,常用于飛機發動機零件制造。
由于鋁合金固有特性的存在,其厚板熔化焊接頭易出現氣孔、夾渣等缺陷,焊后接頭軟化與變形嚴重,相比之下,攪拌摩擦焊作為新興的固相焊接技術為20 mm及以上的鋁合金厚板焊接提供了很好的解決方案。賀地求[1]等人研究了氬氣保護對20 mm厚6063鋁合金攪拌摩擦焊接頭性能的影響,發現采用氬氣保護可消除接頭中的“ S ”曲線。鄧清洪[2]等研究了42 mm厚6082-T6鋁合金雙面攪拌摩擦焊接頭力學性能,表明在轉速600 r/min,焊速120 mm/min的焊接工藝參數下,獲得了表面成形美觀、無缺陷的雙面FSW接頭,接頭抗拉強度達到239 MPa。劉德強[3]等人研究了20 mm厚板7075鋁合金FSW接頭的腐蝕行為,發現焊縫中心區腐蝕程度最輕,熱機影響區(TMAZ)次之,熱影響區(HAZ)腐蝕程度最嚴重。王麗[4]等人研究了10 mm厚5A02 鋁合金攪拌摩擦焊后得出了溫度分布和熱循環對焊縫接頭組織與硬度分布的影響規律。吳興歡[5]等人研究了8 mm厚5A02鋁合金的攪拌摩擦焊接頭力學性能,發現在轉速為800 r/min和焊速120 mm/min的條件下進行攪拌摩擦焊接,測得接頭的抗拉強度最高達到母材強度的91.21%,焊縫中無任何焊接缺陷。本文以20 mm 厚6A02鋁合金為試驗材料,研究了不同攪拌針針長對雙面攪拌摩擦焊接頭工藝及接頭力學性能的影響規律,為今后6系鋁合金厚板攪拌摩擦焊接研究提供一定的試驗基礎。
文中以20 mm 厚6A02鋁合金為試驗材料,研究不同攪拌針針長對雙面攪拌摩擦焊工藝及接頭力學性能的影響規律,為今后6系鋁合金厚板攪拌摩擦焊接研究提供一定的試驗基礎。
1 試驗材料及方法
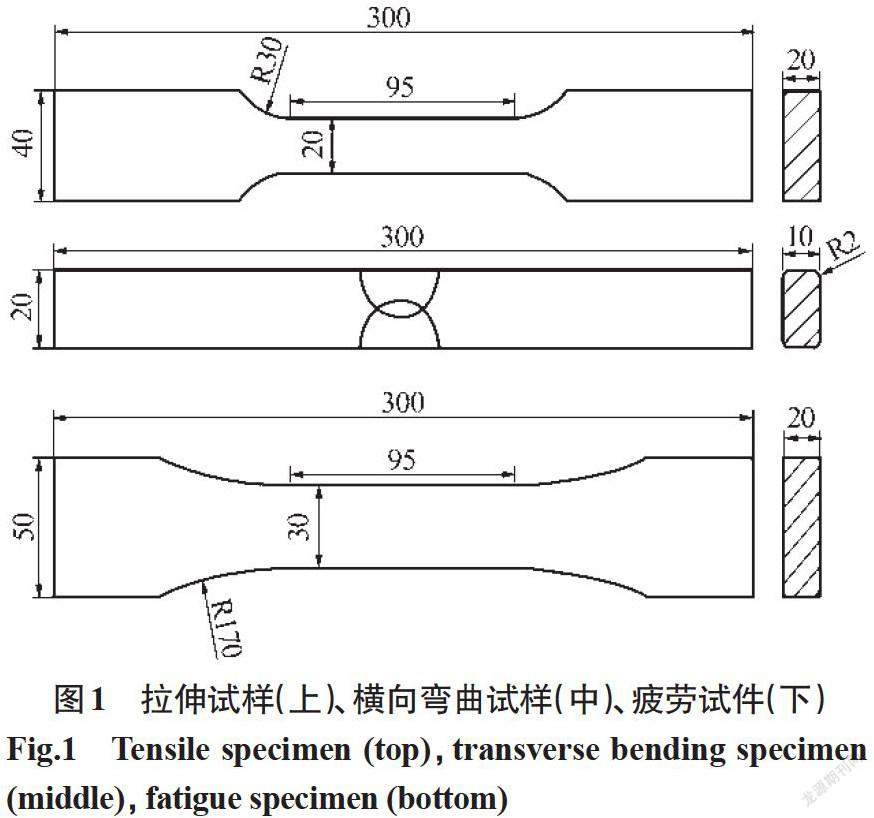
試板材料為6A02鋁合金,尺寸20 mm×170 mm×500 mm,接頭抗拉強度295 MPa。本試驗共選用5種不同針長的攪拌頭,針端形貌均為圓錐螺紋+三切面形式,軸肩內凹。采用雙面攪拌摩擦焊,焊前打磨去除表面氧化層,有機溶劑清洗后組對工件,組對間隙與錯邊量控制在0.5 mm以內。完成正面焊接后再反轉試板進行反面焊接。焊后從試板上截取拉伸、橫向側彎與疲勞試樣,尺寸如圖1所示。
試驗分為兩步,第一步采用針長11 mm的攪拌頭進行了小樣本的焊接參數遴選,選擇焊縫拉伸與彎曲綜合力學性能最優的參數進行下一步調整針長的焊接試驗,焊接參數遴選結果如表1所示。
由表1可知,當主軸轉速為750 r/min、焊接速度為200 mm/min時,焊縫綜合力學性能最優。采用該參數進行下一步調整針長的焊接試驗,具體焊接參數如表2所示。
用keller試劑腐蝕宏觀金相以觀察焊縫宏觀形貌,按ISO 4136-2012進行拉伸試驗、按ISO 5173-2010進行橫向側彎試驗、疲勞試驗采用循環應力比R=0.1,指定循環壽命取1×108次,指定疲勞強度為70 MPa。最后對拉伸與疲勞斷口進行SEM電鏡掃描分析。
2 試驗結果與分析
2.1 宏觀金相試驗結果
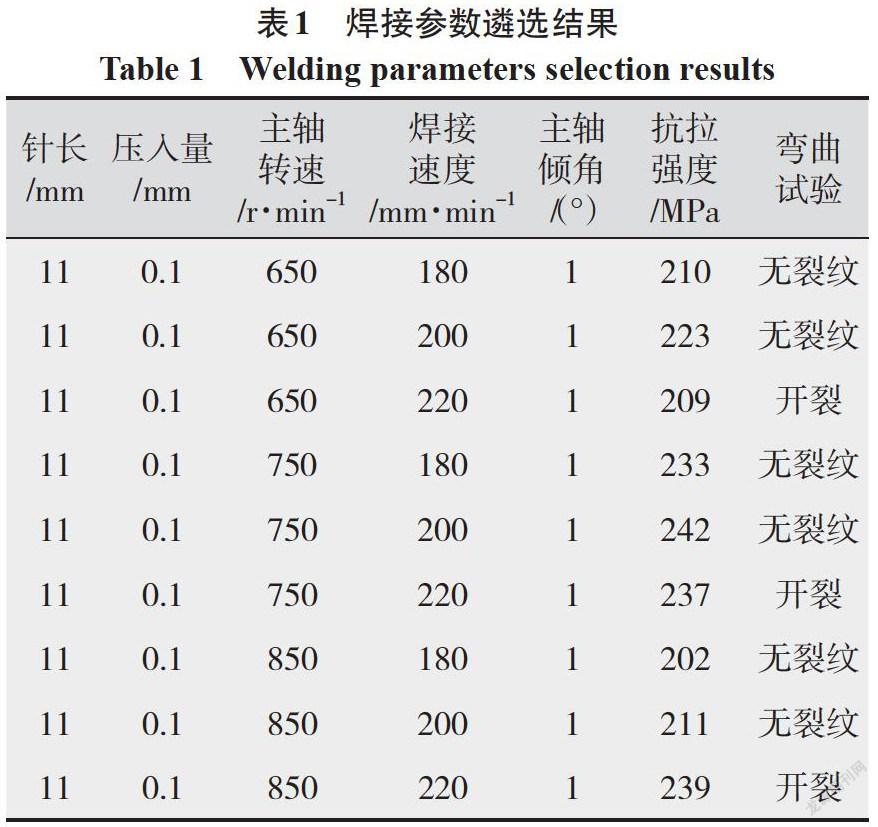
各組試板的宏觀金相照片如圖2所示。由圖可知,每組試樣焊縫均呈“ 啞鈴 ”形,前進側輪廓界限分明,后退側輪廓較模糊,這是由于兩側攪拌針作用不同而導致。由于每組試板采用不同針長的攪拌針,焊縫中心的交疊區域尺寸有所不同:1號試樣的針長未覆蓋板厚的1/2,壓入量為0.1 mm,導致焊縫中心存在約0.7 mm的未焊合區域;2號~5號試樣攪拌針針長逐漸增加,交疊區尺寸隨之增大,分別為0.3 mm、2.2 mm、4.2 mm、9.2 mm。
2.2 拉伸試驗結果
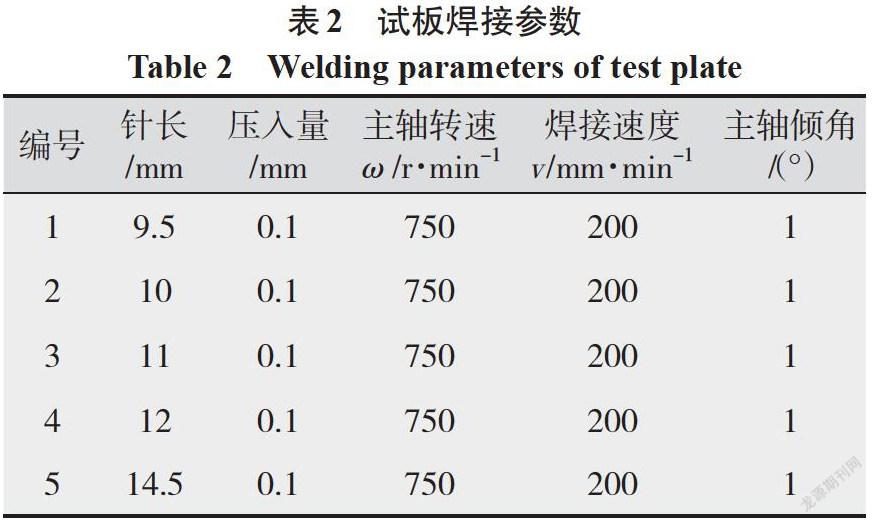
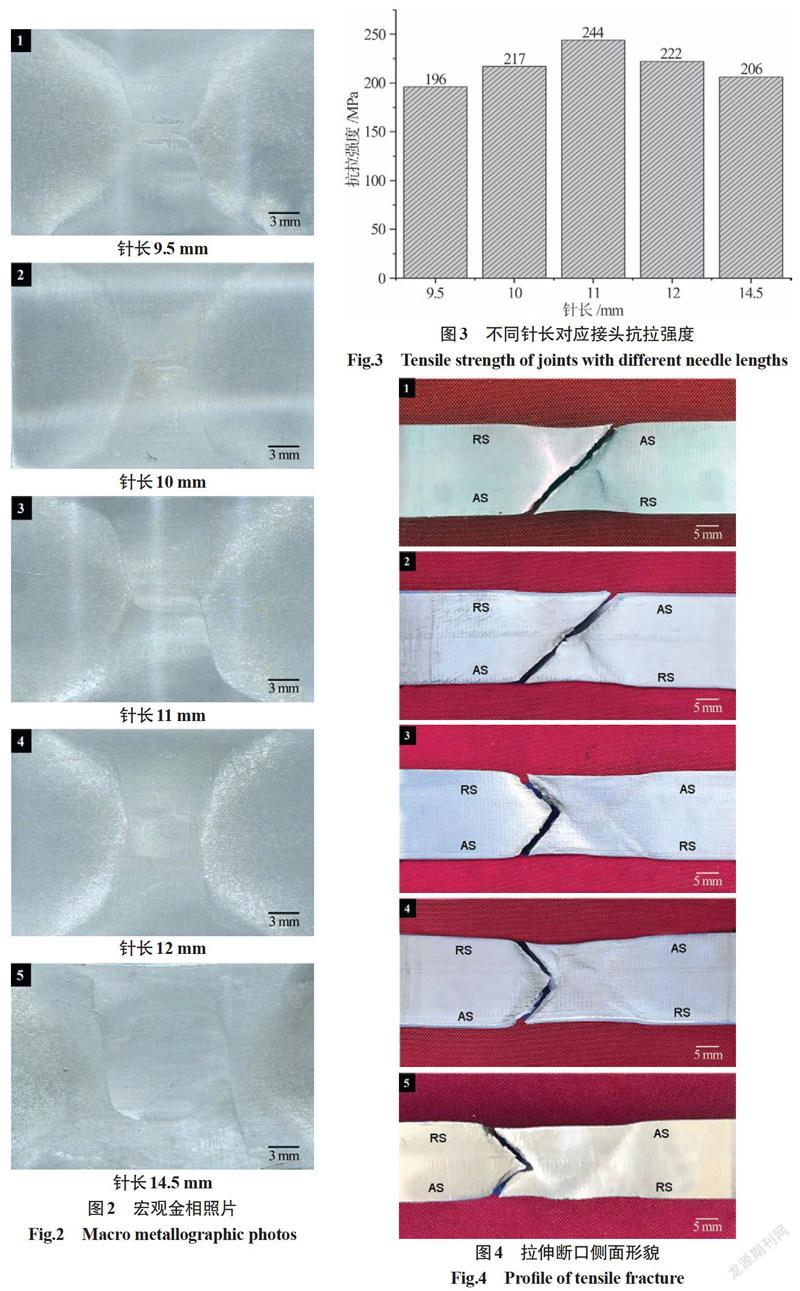
按ISO4136-2012接頭全厚度拉伸試驗,1號~5號試樣抗拉強度如圖3所示,即焊縫抗拉強度隨著中心未焊合尺寸的縮小和重疊區尺寸的增加,呈先增大后減小的趨勢。這是由于反面焊縫的二次加熱與攪拌作用改善了正面焊縫組織,但是針長進一步的增加則破壞了正面焊縫的焊核區組織,使接頭強度性能逐漸下降。拉伸斷口側面形貌如圖4所示,其中1號與2號拉伸試樣沿正反面前進側熱影響區與熱力影響區交界貫穿焊縫中心斷裂。3號~5號試樣沿著正面后退側與反面前進側熱影響區與熱力影響區交界斷裂。
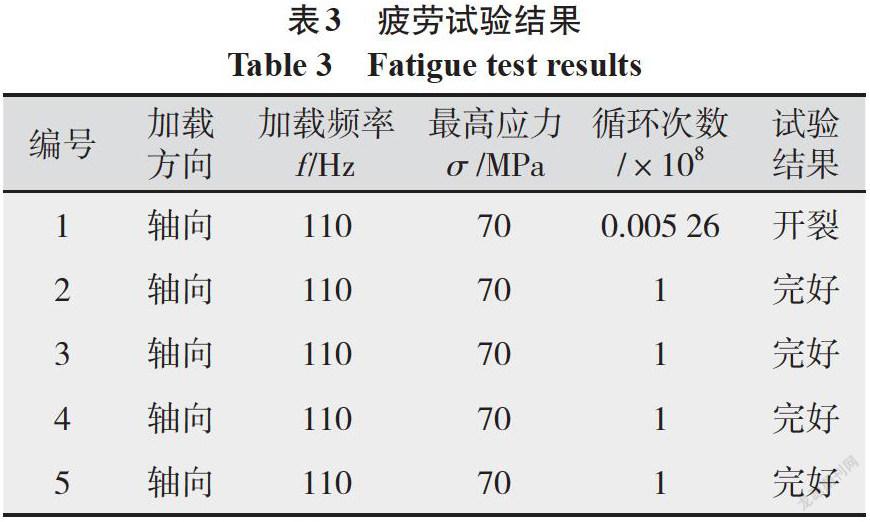
2.3 疲勞試驗結果
疲勞試驗結果如表3所示,1號試樣在循環次數達到5.26×105時發生斷裂,2號~5號試樣完成了整個疲勞試驗過程,未發生開裂。
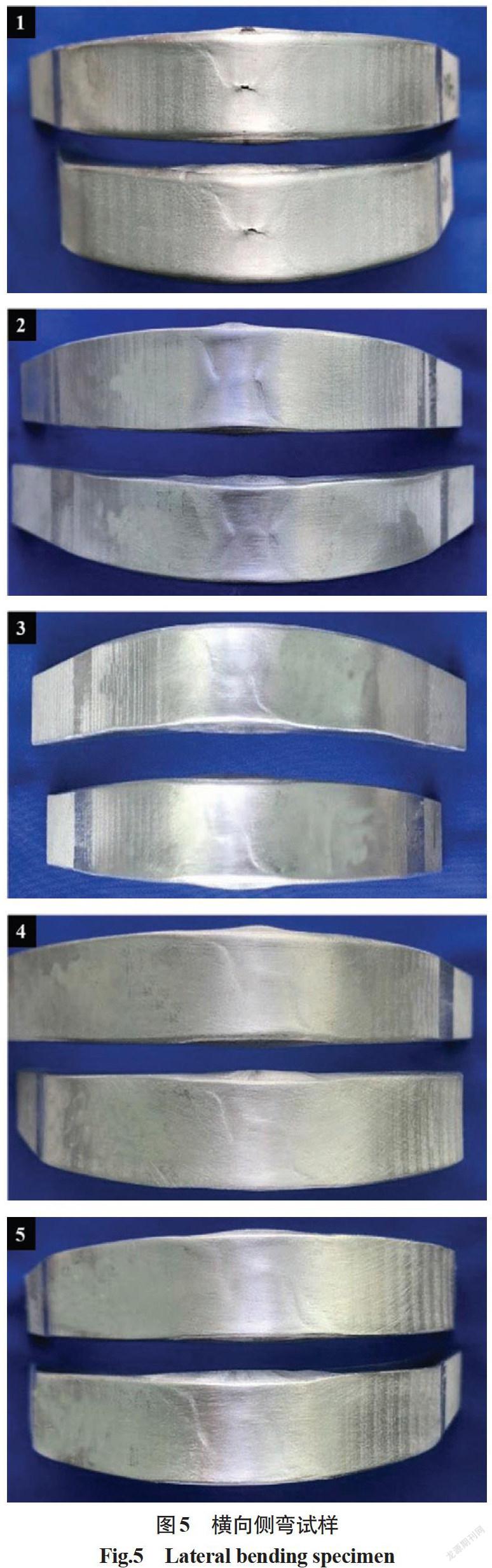
2.4 彎曲試驗結果
全厚度橫向側彎試驗結果如圖5所示,彎芯直徑為100 mm,彎曲角度為180°。由圖可知,1號試樣彎曲后焊縫中心出現3 mm橫向裂紋,3號~5號彎曲試樣表面完好無裂紋。
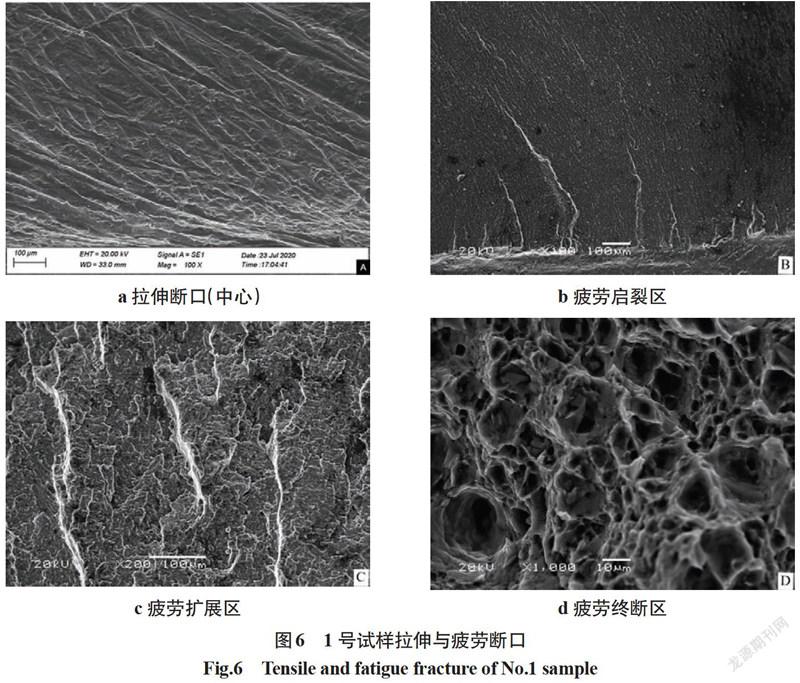
對1號拉伸斷口中部進行SEM掃描分析,如圖6a所示,其形貌呈纖維狀,凹凸程度淺,不存在韌性斷裂特征。這是因為選用的針長過短,針端無法對該區域進行攪拌,導致該區域僅受極為有限的熱力影響,未發生冶金結合。
1號試樣疲勞斷口形貌如圖6b、6c、6d所示,啟裂區和啟裂擴展區具有典型的疲勞斷裂特征,疲勞輝紋清晰并較細;終斷區斷口形貌均為大小不一的深韌窩。
3 結論
(1)攪拌頭針長的選擇對6A02鋁合金雙面攪拌摩擦焊接頭拉伸性能影響顯著,當針長不足時,焊縫中心存在未焊合區域,嚴重降低接頭抗拉強度,斷口分析表明該區域無韌性斷裂特征。當針長逐漸增加,正反面焊縫逐漸出現交疊區時,拉伸性能先增加后降低。選用針長11 mm的攪拌頭焊接后,接頭抗拉強度可達到本次試驗最高值244 MPa。
(2)1號疲勞試樣開裂,斷口具有典型疲勞斷裂特征,2號~5號疲勞試驗合格,說明增加交疊區尺寸有利于提高接頭疲勞性能。
(3)橫向側彎試驗使焊縫側面受拉應力,導致1號試樣中心未焊合區域開裂形成裂紋。增加針長消除未焊合區域后,2號~5號彎曲試驗均合格,說明未焊合缺陷對彎曲試驗比較敏感。
參考文獻:
賀地求,葉紹勇,汪建. 20 mm厚6063鋁合金攪拌摩擦焊焊縫S曲線控制[J]. 焊接學報,2013,34(12):21-24.
鄧清洪,蔡華文,丁常青,等. 42 mm厚6082-T6鋁合金雙面攪拌摩擦焊工藝研究[J]. 焊接技術,2019,48(11): 58-60.
劉德強,柯黎明. 7075鋁合金厚板攪拌摩擦焊接頭腐蝕行為研究[D]. 江西:南昌航空大學,2016.
王麗,謝非,張書. 攪拌摩擦焊對5A02鋁合金微觀組織及硬度的影響[J]. 輕合金加工技術,2016,44(3):60-64.
吳興歡,謝振中. 5A02鋁合金攪拌摩擦焊焊接接頭性能試驗[J]. 焊接技術,2013,42(4):38-40.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
中國科技博覽(2016年22期)2016-11-01 12:31:00
科技視界(2016年1期)2016-03-30 23:10:15
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
