弱骨架厚蒙皮結構縫翼外形控制裝配技術研究
2021-09-10 07:22:44王建旗鄭煒
內燃機與配件 2021年14期
王建旗 鄭煒






摘要:我國自主研制某機型前緣縫翼,采用鈑金肋和梁的弱骨架結構形式,在研制和生產過程中外形控制不穩定,嚴重制約飛機的批量生產和維修互換。本文從裝配過程外形數據分析入手,針對性的提出外形補償方法,并在裝配過程中跟蹤優化數據,固化裝配方案和流程,徹底解決了長期困擾本型號的縫翼裝配變形問題,為弱骨架厚蒙皮結構活動翼面裝配提供了基礎數據和優化方案。
關鍵詞:縫翼;弱骨架;補償方法
中圖分類號:V262.4+11? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)14-0028-02
0? 引言
前緣縫翼是安裝在機翼前緣的一段或者幾段狹長小翼,主要是靠增大飛機臨界迎角來獲得升力增加的一種增升裝置。其主要作用有兩個:一是延緩機翼上的氣流分離,提高了飛機的臨界迎角,避免大迎角下的失速;二是增大機翼的升力系數。由于縫翼在機翼前緣的最前端,所以在飛機起飛和降落時最容易被鳥撞損壞,是飛機最易損壞的活動面之一,航空運營過程中對縫翼的快速互換提出了非常高的要求。
隨著飛機陸續交付客戶,運營過程中經常要更換縫翼,但在生產過程中,縫翼外形超差嚴重制約著互換的進行。前緣縫翼是噴氣式客機增升增阻活動翼面的重要組成部分某機型支線飛機左右對稱布置三段前緣縫翼。縫翼由內外蒙皮、梁、長桁、翼肋和楔形尾緣組成,為常規鋁合金密肋結構。(圖1)
1? 過程分析
某機型飛機縫翼自研制以來,連續多架機外形超出設計要求,尾緣區域出現“收口”等問題。由于縫翼結構中鈑金件數量較多,零件制造精度較低,蒙皮與鈑金肋之間容易出現裝配間隙,機加肋較少,但交點與理論外形的相對關系,直接影響到縫翼的安裝姿態。機加肋以工藝孔和防冰管安裝孔為基準進行肋板的內外型面加工,并工藝孔為基準制交點孔。在加強肋制造過程中,交點與外形之間通過工藝孔間接協調,增大協調誤差。縫翼蒙皮初始材料為2024-O,熱處理后的狀態為2024-T42。其中外蒙皮以內型面為基準,通過鈑金拉伸成形后進行化銑,化銑后與內蒙皮在蒙皮組裝型架上鉚接在一起形成外蒙皮組件,內蒙皮均采用滾彎成型。縫翼外蒙皮驗收時,在指壓力下蒙皮與模胎貼合符合規范要求,在蒙皮組合夾具和裝配型架上以外形為基準,化銑應力釋放后蒙皮與裝配外形卡板出現較大間隙,整個蒙皮呈現收口趨勢,前緣出現撓曲變形。當內外蒙皮鉚接成上蒙皮組件后,剛性顯著增強,蒙皮與工裝卡板之間間隙無法通過指壓力消除,蒙皮外形作為理論裝配的基礎,收口和變形會直接傳遞到縫翼總裝階段,進而導致縫翼鉚接后出現尾緣條收口和變形。此質量問題一直是制約縫翼交付的主要影響因素,且據客戶反饋組件安裝有5大類重復性超差問題,而首要問題為縫翼外形超差導致的縫翼-機翼前緣間隙、階差問題,統計27架機,超差比率為100%。縫翼外形超差導致縫翼在收放時與機翼前緣干涉,對前緣蒙皮造成不可逆的磨損,因干涉引起的縫道間隙不均勻不僅會影響縫翼的高速性能,嚴重時還會影響到飛機的失速性能。
針對縫翼懸掛超差問題,分別測量了縫翼外形、機翼前緣外形和縫翼安裝后與前緣的整體外形,測量結果顯示,縫翼尾緣處的外形呈波浪形態,外形最大超差達到3mm以上,此外縫翼在型架上約束狀態和架下自由狀態下測量結果差異較大,說明縫翼裝配下架后呈扭曲姿態。超差現象表明骨架結構剛性不足和蒙皮與肋存在裝配間隙,導致縫翼在裝配過程中存在較大的裝配應力,應力釋放引起無規律變形。因此,縫翼外形超差為設計、零件制造、裝配應力等耦合的技術質量問題。
為了達到縫翼裝配外形控制的穩定性,研究主要從裝配協調、流程規劃、外形優化、工裝優化、過程控制、數據分析等環節進行優化,形成了一套系統、可控的縫翼裝配外形控制方法,保證縫翼制造的符合性、穩定性。
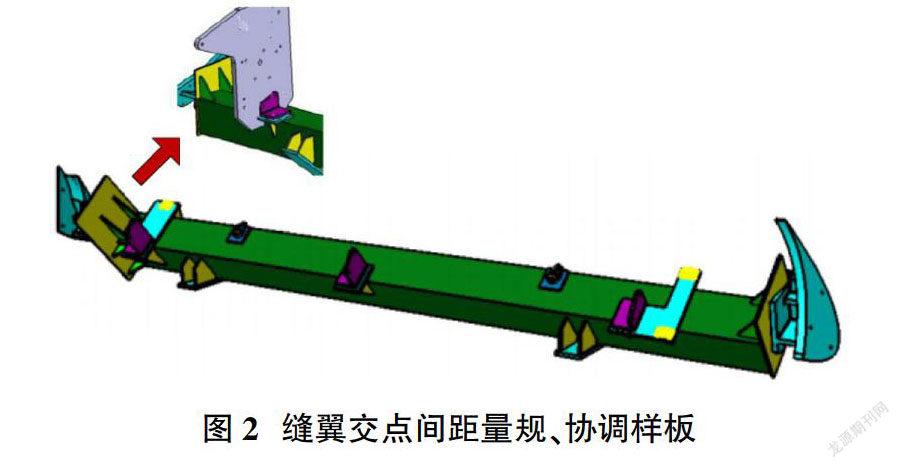
1.1 裝配協調? 縫翼為互換件,縫翼與機翼前緣通過標工(交點間距量規和協調平板)進行協調。其中縫翼交點間距量規協調了交點,通過兩端魚形件協調了端肋的展向位置和外形,通過協調板間接協調了縫翼交點與機加肋外形。縫翼的外形主要靠機加肋和端肋支撐,縫翼裝配型架交點定位器和端肋定位器均通過標工調裝,其余要素(鈑金肋、梁和尾緣條)的定位器采用數字化調裝。從協調方式上來說,縫翼交點量規基本保證了縫翼交點和整體外形的協調關系,但是在同一套裝配型架中,兩種調裝方式的混合使用增大了協調誤差。(圖2)
1.2 流程規劃? 縫翼裝配以蒙皮外形為基準,即利用裝配型架外卡板定位蒙皮的外形,并在型架上施力使得蒙皮外形貼緊在卡板上,然后連接內部骨架。這種裝配方法的特點是誤差形成從外向里,累積誤差在骨架連接時通過補償消除,可以在不提高零件制造準確度的前提下獲得較高的外形準確度。目前縫翼裝配流程為先定位機加肋、鈑金肋和梁,后定位蒙皮,為典型的以骨架為基準裝配,與文件中縫翼以外形為基準進行裝配的要求不符。其中鈑金肋理論上在定位時通過隔板定位器利用內形面定位,定位誤差從后向前積累,以現有的裝配公差計算,利用該方案定位下的鈑金肋外形之間最大理論階差可達1.6mm,但由于鈑金零件的公差相比機加零件較大,隨后上蒙皮安裝時骨架和蒙皮之間容易產生較大的裝配間隙,間隙消除不均將會形成附加的裝配應力。此外,受操作空間和結構限制,操作人員通常會放棄鈑金肋(隔板)定位器,通過手工定位,此種方式下完全放棄了鈑金肋和梁之間的L型角材裝配補償,定位好的鈑金肋內、外形都無法保證,是縫翼裝配應力主要的來源。圖3為某架中段縫翼,可以看到以尾緣條上表面為基準,相鄰鈑金肋外形階差明顯偏大。
為此,在原有工藝方案基礎上,首先優化鈑金肋定位方法,由于尾緣收縮變形方向固定,通過反向工藝補償可減少收縮量。為積累數據,對每段縫翼在裝配過程中,尾緣條定位制初孔后進行激光測量,尾緣條加墊調整后制終孔并與蒙皮鉚接后,整體激光測量縫翼(含尾緣條)外形,每段縫翼用激光測量后有近2萬個點;裝配完成后通過外形檢驗卡板測量。結合激光測量及卡板測量數據,分析尾緣條與工裝定位器之間的位置,計算加墊量并在尾緣和定位器之間加墊進行工藝補償以改善尾緣外形,反向工藝補償固化后的加墊數據如表1、表2、表3所示,在進行反向工藝補償過程中縫翼外形測量的變化如圖1、圖2、圖3所示。
1.3 外形優化
修模改善縫翼外蒙皮收口,完善尾緣零件檢驗標準,優化機加肋外形公差。
1.4 工裝優化
加密尾緣條定位器數量并增加蒙皮輔助壓緊器,同時增加端肋展向定位器,端肋展向定位方式見圖4所示。
2? 結論
通過對縫翼外形進行全外形測繪建模的工程實例分析,進行測繪、建模搭建、數據采集、數據處理、模型重建、質量分析等功能,形成了一套具有可實施性的縫翼外形控制體系,探索出一種可用于裝配區域封閉的間隙補償方式。形成活動面外形數字化測量和分析方法:基于傳統工藝裝配與數字化測量設備相結合應用方法,不僅可以解決工藝裝配過程中遇到外形補償的問題,而且在逆向設計方面具有一定的借鑒意義,保證其縫翼制造穩定性,滿足工程要求和客戶需求。
參考文獻:
[1]鐘園,陳勇,等.翼身融合布局低速驗證機前緣縫翼設計[J].航空學報,2019,40(9):123-133.
[2]王素曉,鄭娜,等.外翼活動面結構偏離的容差分析及優化[J].裝配制造技術,2016(06):165-167.
[3]顏巍,賀蘭德,等.新型縫翼對機翼氣動性能影響的實驗研究[J].科技信息,2013(06):113-115,111.
[4]蔡躍波,安魯陵,等.飛機復合材料結構裝配間隙補償研究進展[J].數字化裝配,2019.
[5]岳勝,代多兵,等.飛機結構裝配間隙超差分析研究和對策[J].航空制造技術,2013,56(12):81-84.