基于3D打印的隨形冷卻水路注塑模具設計
2021-09-22 06:32:01吳坤生
現(xiàn)代職業(yè)教育·高職高專 2021年39期
關鍵詞:設計
吳坤生

[摘 ? ? ? ? ? 要] ?以某機械頂蓋的塑料模具為研究對象,采用不同的冷卻方式,對頂蓋的凹凸模進行水路設計。通過模流軟件(Moldflow)分析了各種冷卻系統(tǒng)的溫度、壓力和時間。選擇冷卻效果最優(yōu)的冷卻方案,并根據(jù)最優(yōu)的方案進行凸模和凹模隨形冷卻系統(tǒng)的設計。通過3D打印中的選擇性激光燒結技術進行打印,最終完成凸模隨形冷卻系統(tǒng)的模具設計,應用到實際教學中,從而提高學生的認知以及模具制造技術專業(yè)性的拓展。
[關 ? ?鍵 ? 詞] ?注塑模具;隨形冷卻水路;3D打印;SLM;模具鑲件
[中圖分類號] ?TQ320.52 ? ? ? ? ? ? ? ?[文獻標志碼] ?A ? ? ? ? ? ? ?[文章編號] ?2096-0603(2021)39-0234-03
塑料模具的隨形冷卻和傳統(tǒng)冷卻方法有很大的不同,根據(jù)塑料制件的形狀進行冷卻路徑設計。這些隨形冷卻水路解決了傳統(tǒng)冷卻水路與模具凹凸模表面之間的距離,而且冷卻效率得到了明顯提高。近年來,3D打印技術的逐步成長,隨形冷卻方式將成為注射模具冷卻系統(tǒng)中新的方向和領域。目前,選擇性激光燒結(SLM)和選擇性激光熔結(SLS)是廣泛應用于隨形冷卻模具的制造。通過SLM打印的制件在后面階段不需要高溫燒結和滲銅,工藝簡單,制件可以達到普通金屬99.5%的相對密度,并可以進行任意加工。因此,我們的研究重點應該放在塑料模具成型零件的冷卻系統(tǒng)設計和制造上。
一、隨形冷卻擺脫傳統(tǒng)方式的制約
隨形冷卻的原理是利用水路跟隨制件外形進行布置,從而快速降低溫度。溫度的高低影響注射成型零件的注射周期,水路分布的合理性關系注射成型零件是否產生扭曲和縮痕。相對傳統(tǒng)水路來說,受到加工局限性和產品形狀以及模具頂出桿件的限制,冷卻水路與模具表面相隔較遠,導致冷卻效率較低。不僅這樣,還必須面對進一步的處理和組裝,以及被阻塞的危險。此外,在復雜的情況下,必須將模具切割成多個部分,鑲嵌到整個模具上,這些鑲件會增加額外的成本,同時還會對模具的壽命有影響。
二、3D打印制造
通過3D打印技術,人們可以消除交叉鉆孔限制。此外,比較理想的冷卻設計應選擇隨形冷卻水路,它能在正常速度下均勻釋放熱量。3D打印模具成型零件的水路通常采用SLM和SLS,SLS和SLM過程基本是一樣的,區(qū)別在于SLM是SLS的一種延伸,SLS中的高分子聚合物作為黏合劑被SLM金屬粉末代替,SLS技術中需要滲透而SLM直接形成多孔性低的成品。
三、3D打印對注塑產品帶來的附加值
用3D打印具有隨形冷卻的注射模具,最高可達到注射模具70%的加工效率。在圖3例子中,頂蓋的凸模鑲件是通過3D打印方法得到的,注射成型時間從20秒縮短到8秒,開模打制件的生產速度也得到翻倍。
3D打印隨形冷卻模具的其他主要優(yōu)點是,可以成型更均勻的制件,避免制件因冷卻不均勻而導致的縮凹痕跡等缺陷。除此之外,更多的優(yōu)點還在于3D打印會避免鉆孔難以及鉆孔后孔與孔之間的連接,因此比傳統(tǒng)方法節(jié)省了很多時間。
四、塑件模型分析
圖1顯示了頂蓋零件簡圖。半徑為65毫米,寬度為50毫米,高度為12毫米,壁厚為2毫米,厚薄均勻,側面有一個滑塊側抽芯孔位,脫模角度為1度。其材料是丙烯腈-丁二烯-苯乙烯共聚物(ABS),并且塑料部件質量要求不允許出現(xiàn)裂紋和翹曲變形等。
頂蓋的構造相對比較簡單,總體積不大,制件側面有一個孔位,因產品采用側向抽芯,通常在凹模和凸模底部安裝冷卻水路,但無法從本質上解決緩慢冷卻所產生的一系列問題。溫度較高的區(qū)域容易在中間部分附近產生,從而導致翹曲變形。為了使冷卻效果更好,采用了隨形冷卻方法。因制件尺寸不大,凸模鑲塊空間布置水路相對比較狹窄,在凸模中安裝了隨形冷卻水路,凹模采用傳統(tǒng)冷卻水路與其相配合,達到效果最佳狀態(tài)。
五、冷卻系統(tǒng)設計及模擬分析
(一)冷卻水路的設計
增材制造技術打印冷卻水路的橫截面形狀有很多,比較常見的有U型、圓形和橢圓形。這次設計采用圓形,帶有圓形水路適用于SLM打印。頂蓋模具的水路在凹模和凸模兩部分都有。傳統(tǒng)和隨形冷卻系統(tǒng)兩種方案布置如下:
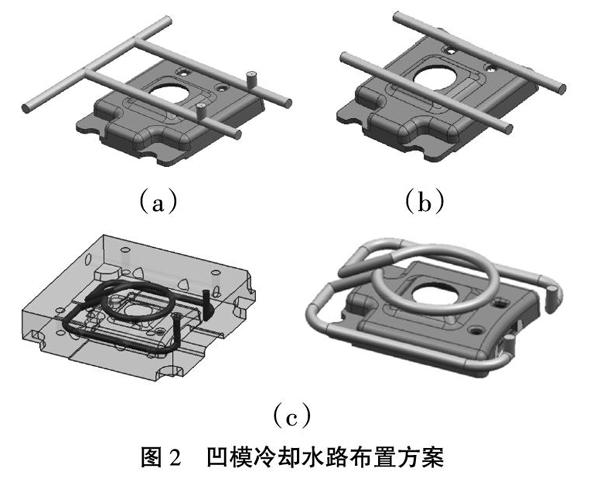
1.凹模的冷卻方案
如圖2所示,有3種冷卻方法:方法1,傳統(tǒng)冷卻水路直徑為8毫米,管道有水入口和水出口,相鄰兩水路之間鉆通孔連接,側面用堵塞堵住,如圖2(a)所示。方法2,傳統(tǒng)冷卻水路直徑為8毫米,直接鉆通模板和凹模鑲件,在外側用軟管連接,如圖2(b)所示。方法3,隨形冷卻水路路徑的直徑為4毫米,水路要避開凹模所有桿件,路徑如圖2(c)所示。
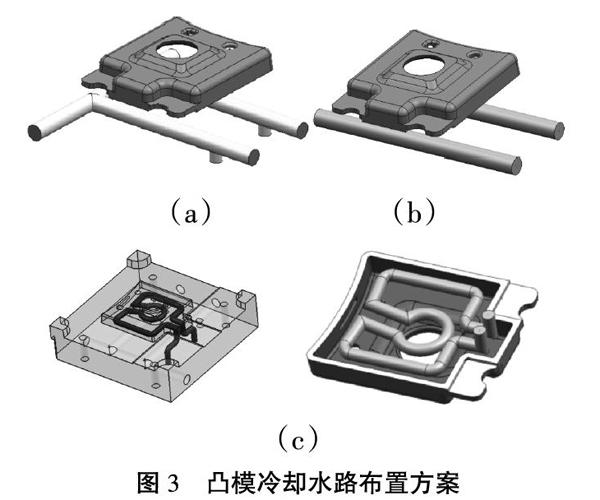
2.凸模的冷卻方案
隨形和傳統(tǒng)的兩種冷卻的方法如圖3(a)和3(b)所示。在傳統(tǒng)水路中,冷卻水路路徑的直徑為8毫米,冷卻水路的布置為直線型,圖3(a)采用循環(huán)連接處用堵塞堵住,圖3(b)的水路連接采用軟管連接。冷卻水路直徑為4毫米方案采用隨形冷卻如圖3(c),另外在設計冷卻水路時避開頂針的位置。
(二)冷卻分析
在上述隨形和傳統(tǒng)兩種方案中,Moldflow用于冷卻實驗的模擬分析。在實驗中使用的參數(shù)設置為開始和關閉時間5s、壓力維護8s、熔體溫度220°C、冷卻水溫25°C。方式有兩種,用“凹模冷卻方法+凸模冷卻方法”,這些分析網格模型位于圖4(示例中),塑料制件的三維網格模型如圖4(a)、水路如圖4(b)和凸模3D網格數(shù)模如圖4(c),凹模3D數(shù)模網格如圖4(d)。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
