隨焊激冷焊接技術的研究與進展
2021-10-10 01:02:50肖秀程楊戰利楊澤坤趙寶蔣紅鵬薛永
焊接 2021年7期
肖秀程, 楊戰利, 楊澤坤, 趙寶, 蔣紅鵬, 薛永
(1.哈爾濱焊接研究院有限公司,哈爾濱 150028;2.撫順機械設備制造有限公司,遼寧 撫順 113122)
0 前言
隨著經濟的高速發展,能源消耗和環境危機的問題日益突出,尤其是在國家提出“2035年基本實現社會主義現代化”的目標,要求工業發展以低能耗和環境友好的形式展開。在工業生產中,如汽車、船舶、航天和管道運輸等行業都涉及到焊接,傳統焊接在焊接過后難免會有焊接變形,為了保證尺寸則會增加矯正工序這也使得能耗和成本增加;在重工業中一些鋼材結構件為獲得可靠性更高的焊接接頭,不得不增加鋼材厚度來擴大焊接有效面積,而鋼材厚度增加則提升了鋼的消耗量,潛在地提升了化石能源的消耗,因此研究和發展成本低、性能高、無污染的焊接方法十分必要。而隨焊激冷焊接技術能改善焊接接頭組織分布,細化焊縫晶粒尺寸,提升焊接接頭物理性能,控制焊接殘余應力應變等,可以減少焊接變形矯正工序和擴大焊接工藝窗口,降低能源消耗。現如今隨焊激冷焊接技術對焊接接頭組織和性能的控制仍是研究熱點,大量學者對其展開研究。文中將從隨焊激冷新型焊接技術的原理、特點和冷源的主要特征參數等方面展開論述。
1 隨焊激冷技術的原理
隨焊激冷是在焊接過程中在距離焊接熱源一定位置設置一個或多個冷源,在焊接過程中冷源裝置與焊槍保持相對靜止,使焊接溫度場產生畸變,加快焊縫金屬冷卻速度從而實現接頭組織性能調控和工件焊接變形控制的一種新型焊接技術[1-3]。冷源裝置設置的位置主要有4種:熱源前面、側面、后面及工件背面[4-7],根據大量學者研究結果,在冷卻介質不污染焊縫金屬的情況下,冷源直接設置在焊槍后面一定位置對焊接接頭質量的控制效果最好,圖1表示的就是在焊槍后一定距離設置冷源的原理圖[8]。
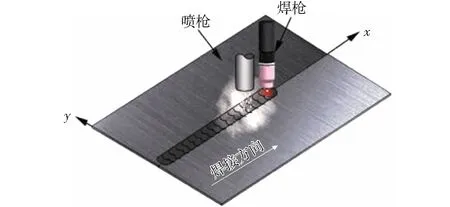
圖1 冷源作用在正面熱源后側原理
冷源使用的冷卻介質分為3類:氣態、液態和固態;氣態主要有氦氣、氬氣、氮氣和二氧化碳等;液態主要有液氮、液態二氧化碳和水;固態主要以干冰為主。而這些冷卻介質可能對電弧或焊接熔池有干擾,造成焊縫金屬的次生缺陷,所以冷源的作用方式根據不同的冷源介質分為2類:一類是不會對焊縫金屬造成負面影響的介質,如氦氣、氬氣等,這類一般采用直接接觸方式,直接接觸方式的冷卻效果明顯,并且對調節響應及時;另一類是易對熔池造成影響摻入雜質元素的介質,如水、氮氣等,這類介質跟隨焊槍作用在工件正面時多采用間接接觸方式,即利用冷卻液冷卻的金屬與工件接觸,通過固體向固體傳熱來加快工件的冷卻速度,圖2是一種利用CO2作為冷卻介質的滾輪間接冷卻裝置[9]。
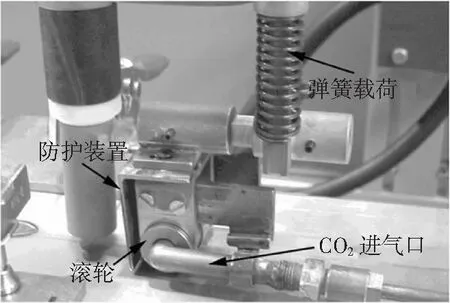
圖2 滾輪間接冷卻裝置
2 隨焊激冷的特點
隨焊激冷相比于傳統焊接手段,施加的冷源加快焊縫金屬冷卻速度并改變焊接溫度場,使得焊接應力應變場也產生變化。因此,通過控制隨焊冷源特征參數,可以實現對焊接工件的變形和接頭性能的控制,國內外學者進行了廣泛的研究,提出隨焊激冷的特點有以下幾點。
2.1 降低焊接殘余應力和應變
傳統焊接過后,焊縫金屬的凝固和冷卻都會產生收縮塑性應變,而已經冷卻的母材會阻止焊縫金屬的這種收縮現象而對焊縫金屬施加拉應力,相對母材會受到焊縫金屬的反作用表現為壓應力。因此,工件冷卻到室溫后為維持工件內部平衡,在這種壓應力下工件將發生變形,對于一些配對工件,這種變形是不允許的。隨焊激冷焊接后,焊接溫度場發生畸變[10]。畸變區對前端凝固金屬產生拉伸作用,緩解焊縫金屬橫向收縮,降低焊縫兩側母材的壓應力水平,使焊接變形得到控制[11-16],如圖3[12]所示。隨著冷卻速度的增加,焊縫中心會表現為壓應力,這有助于提高焊縫的可靠性。

圖3 傳統焊接與隨焊激冷焊接試件的變形情況
2.2 縮小焊接熱影響區寬度
隨焊冷源在提高焊縫金屬冷卻速度時,也使得熱影響區的熱循環曲線發生顯著的變化,如圖4[14]所示,在冷源的作用下,焊縫冷卻速度顯著加快,近焊縫區域熱循環峰值溫度降低,峰值溫度停留的時間縮短。熱循環曲線峰值溫度降低和停留時間縮短,因此近焊縫區母材溫度達到固態相變溫度線的區域縮小,即焊接熱影響區寬度縮小,其中粗晶區和臨界晶區等性能薄弱寬度也隨之縮小,使焊接熱影響區性能得到優化。

圖4 傳統焊接與隨焊激冷焊接近焊縫區的熱循環曲線
Amuda等人[17]研究了隨焊激冷技術對焊縫和熱影響區寬度的影響。發現隨焊激冷與傳統焊接相比,焊縫寬度縮小2%~5%,而熱影響區的寬度縮小39%,表1[17]展示了不同熱輸入下傳統焊接和隨焊激冷焊接焊縫和熱影響區的寬度,隨熱輸入增加,冷源效果越明顯熱影響區收縮了42.7%。眾所周知,熱影響區因受熱溫度不同表現為組織的不勻均,因此接頭性能低于母材,縮小熱影響區寬度能有效改善接頭綜合性能[18-22]。

表1 焊縫寬度隨冷卻條件的變化
2.3 降低熱裂紋敏感性
熱裂紋是指晶間或枝晶間的材料缺陷,在熔焊過程中在靠近熔池區域中演化和生長,或在多焊道焊接過程中出現在再熱焊縫金屬中[23]。熱裂紋主要分為3類,焊縫區的凝固裂紋、主要分布在熱影響區的液化裂紋及不存在液膜的高溫失塑裂紋。研究發現,隨焊激冷焊接技術能降低結晶裂紋和液化裂紋的敏感性。
2.3.1降低結晶裂紋敏感性
結晶裂紋是由于金屬在凝固階段,低熔點共晶物被排擠到晶界處,以液膜的形式存在,在熱應力產生的拉伸應力下發生變形以致開裂的情況。隨焊激冷焊接技術是通過影響焊縫中心應力狀態減低焊縫結晶裂紋敏感性,國內外學者研究指出隨焊激冷焊接過后焊縫橫向可見收縮應變增加,而在一定拘束度下材料的熱收縮應變基本保持不變,因此在焊縫中不可見收縮應變減小,在焊縫中不可見收縮應變小于脆性溫度區間最小塑性應變則不易產生結晶裂紋[24-28]。焊縫冷卻速度,造成焊接溫度場的畸變使得對冷源前方的脆性溫度區間金屬造成橫向擠壓,使拉伸應力水平降低,延緩塑性拉伸應變的形成和減緩了應變發展速率,因此顯著降低結晶裂紋傾向。
2.3.2降低液化裂紋敏感性
液化裂紋是由于焊接時近焊縫區金屬或多層多道焊縫層間金屬,在高溫下這些區域的奧氏體晶界上的低熔點共晶物被重新熔化,在拉伸應力作用下沿晶間開裂。有學者對鎳基合金進行隨焊激冷試驗并結合數值模擬,焊接過程中冷源的介入可以改變鎳基合金中Laves相的含量與分布[29]。圖5[29]為不同冷卻條件下焊接熱影響區的光學顯微照片,正常冷卻(圖5a)的HAZ中彌散分布著細小的Laves相,在晶界處的Laves相尺寸較大的,而隨焊激冷(圖5b)的HAZ中Laves相數量明顯減少。在鎳基合金中Laves相是低熔點共晶物,當Laves相數量達到一個臨界值在某一溫度下將會形成液膜[30-31]。因此,在冷源作用下接頭中Laves相數量減少,有利于降低鎳基合金液化裂紋敏感性,提高工件的可靠性。

圖5 不同冷卻條件HAZ顯微組織
2.4 焊接接頭組織分布及尺寸
焊接是一種對工件局部加熱再冷卻的加工手段,對于存在固態相變的金屬,在經歷焊接的熱循環時,會因為受熱的峰值溫度和冷卻速度的不同,相變起始溫度出現波動,焊接接頭組織出現差異性。隨焊激冷焊接技術則通過控制冷源作用強度實現對焊縫冷卻速度的調控,進而對焊縫組織中相的數量、分布和尺寸的調控。
固態相變也是形核長大的過程,除了馬氏體轉變這類無擴散相轉變,相變的形核受過冷度和原子擴散速度的影響,因此形核率有一個最大值[32],隨焊激冷就是使接頭冷卻速度加快,原子擴散速率變緩,晶內成分均勻化,減少晶粒內部第二相雜質元素的聚集,第二相析出數量減小,如圖5b中與傳統焊接相比,隨焊激冷焊接過后熱影響區中第二相的含量明顯減少。

引入冷源加快焊接接頭冷卻速度,在熱影響區表現為峰值溫度降低和高溫停留時間縮短,在組織上表現為奧氏體化后的晶粒來不及長大,保留較小的晶粒尺寸。有學者研究發現焊接熱影響區的組織晶粒度降低1~2級,如圖6[36]所示。圖7[36]為不同冷卻條件焊縫組織,正常冷卻和隨焊激冷的冷卻條件下焊縫組織均為鐵素體與奧氏體的混合物,在激冷的作用下使得焊縫金屬對母材的稀釋程度減弱,從而鉻鎳當量比降低,相變起始溫度升高導致大量鐵素體發生轉變,形成圖7b中的奧氏體板條,從而抑制鐵素體長大細化晶粒。

圖6 不同冷卻條件HAZ顯微組織
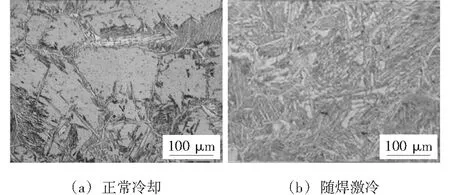
圖7 不同冷卻條件焊縫顯微組織
3 隨焊激冷的影響因素
3.1 冷源冷卻介質
冷卻介質對焊接接頭質量的影響主要有2個方面。第一個方面是不同冷卻介質的換熱系數不同,相同的工藝參數達到的冷卻強度不一樣。W?grzyn等人[37-38]針對不同的冷卻介質對低合金高強鋼中針狀鐵素體含量的影響展開研究,試驗涉及的冷卻介質有Ar,He,N2,CO2,空氣及這些氣體的混合氣體,發現Ar氣作為冷卻介質鐵素體含量能達到70%以上,而N2氣作為冷卻介質鐵素體含量為41%,比正常冷卻時的55%還低。在焊接速度和冷源輸入量一定時,冷卻介質的熱交換系數與冷卻速度成正比例關系。還有學者通過改變冷源介質來改變冷卻速度與激冷終止溫度,研究摩擦焊隨焊激冷組織轉變情況。提出以不同冷卻介質冷卻焊核區的組織出現顯著的差異性,對于低合金高強鋼,在自然冷卻時焊核區的組織為粒狀貝氏體、大量的M-A島和少量的板條貝氏體;水冷時焊核區的組織板條貝氏體含量明顯增加,粒狀貝氏含量顯著降低;冷卻介質為水與液態CO2混合液時焊核區的組織為板條馬氏體和板條貝氏體,粒狀貝氏幾乎消失;以液態CO2作為冷卻介質時焊核區組織為板條馬氏體、針狀鐵素體和少量的板條貝氏體[39]。第二方面是某些冷卻介質直接作用在焊縫上,會造成焊縫金屬的污染,向焊縫金屬滲入雜質元素,降低焊接接頭的綜合性能。馬來西亞Amuda等人[17]利用液氮作為冷卻介質對1.5 mm厚的AISI430鋼進行隨焊激冷試驗,研究發現液氮能細化焊縫晶粒尺寸,縮短HAZ和焊縫寬度,但通過EDX分析發現在液氮冷卻的條件下焊縫金屬中存在碳化物和氮化物,而正常冷卻的焊縫金屬中只存在碳化物,而氮含量升高會造成焊縫金屬變脆韌性降低。李菊[40]利用霧化水作為冷卻介質對TC4鈦合金進行隨焊激冷試驗,發現產生的水汽會使電弧不穩,并且會導致焊縫中H元素含量超標,在后續試驗中李菊對冷源采取隔離防護措施避免了水汽對電弧的干擾,因此對冷卻介質的選取首要考慮的是其是否會對焊縫金屬造成次生災害。
3.2 冷源與熔池中心的距離
冷源與熔池中心的距離對焊接殘余應力應變和接頭組織的影響尤為明顯,李菊等人[41]利用有限元軟件展開冷源與熔池中心距離D對工件殘余應力應變的影響,針對材料為Ti6Al4V的2.5 mm厚的鈦鋁合金板提出推薦冷源與熔池中心距離D為40~60 mm,建立了冷源與熔池中心距離D與焊縫中心應變εxp和應力σx的關系,D在應變εxp和應力σx為零附近對薄板焊接的焊接變形控制效果最好,而在20 mm處易對電弧和熔池造成影響。
國內其他學者[42-43]也利用有限元軟件對冷源與熔池中心距離對焊接質量的影響展開研究,提出距離D越小,有利于縮小溫度場的影響范圍,且焊后溫度場產生畸變,縱向殘余應力和縱向壓縮塑性應變呈逐漸減小趨勢,變化較明顯;反之,隨著距離逐漸增大,縱向殘余應力和應變減小趨勢不明顯,如圖8[42]所示。如果不考慮冷源對電弧和熔池的影響,距離D為0 mm時對殘余應力的控制效果最好。但結合實際情況與模擬結果,推薦冷卻效果較好而又試驗可行的冷卻距離為30~40 mm。

圖8 冷源與熔池中心距離D對焊縫縱向應力和應變的影響
3.3 冷源作用寬度
冷源作用寬度是冷源作用效果的重要影響參數,國內不同高校對此展開研究。文獻[24]介紹了不同冷源作用寬度的焊接溫度場,隨冷源作用寬度增加,單位時間內冷卻效果增強,焊縫處低溫區域增大,這有利于調控焊接過程中的焊接熱應力。冷源作用寬與熱應力控制力度并不是線性關系,在冷源寬作用度達到一定值后,應力控制效果增加不明顯。
集美大學孫倩等人[44]進行了冷源作用寬度對焊縫應力應變影響的有限元分析,發現冷源寬度在大于焊縫寬度時對焊接應用的控制效果最顯著。國內其他學者也利用有限元軟件對冷源作用寬度對焊接應力的影響進行數值模擬分析,得出類似的結果,圖9[42]所示為不同冷源作用寬度對縱向殘余應力影響的分布曲線,冷源作用寬度在大于焊縫寬度的基礎上,隨寬度增加對焊縫縱向殘余應力的控制效果減緩,并且當寬度與拉升應力寬度相等時,試件兩端殘余應力不再減小。因此要取得隨焊激冷對焊接縱向殘余應力的控制效果,冷源作用寬度應不低于在拉伸應力寬度[ 42, 45]。

圖9 不同冷源作用寬度對縱向殘余應力影響的分布
3.4 激冷終止溫度
根據焊材的連續冷卻轉變曲線(CCT曲線)可知,冷卻過程中在相轉變溫度區間不同冷卻速度得到的室溫組織和性能會存在差異性,控制焊接接頭不同階段的冷卻速度則可以獲得理想的接頭組織和性能,以此提高焊接質量和效率。
芬蘭Laitila等人[46]采用熱模擬機進行不同激冷終止溫度分別對馬氏體鋼和低合金高強鋼焊接接頭性能影響的研究。圖10[46-47]為不同冷卻速度下焊縫金屬的沖擊吸收能量。圖10a[46]所示為低合金高強鋼鋼不同冷卻速度下不同激冷終止溫度焊縫金屬-40 ℃夏比沖擊試驗吸收能量,冷卻速度為15 ℃/s時冷卻終止溫度為300 ℃時沖擊吸收能量降低到44 J,沖擊韌性顯著降低。冷卻速度為50 ℃/s時不同激冷終止溫度焊縫的沖擊韌性波動幅度小,整體韌性提高,在終止溫度為100 ℃時沖擊吸收能量最高值為88 J,終止溫度為500 ℃和100 ℃時粗晶區組織都主要為板條貝氏體,如圖11[46]所示,而冷卻到100 ℃貝氏體板條生長受到抑制表現為韌性更好的細長型。從圖10b[47]可以看出馬氏體鋼激冷終止溫度對沖擊吸收能量的影響不明顯,隨激冷終止溫度降低,焊縫金屬中馬氏體含量增加,韌性較好的貝氏體含量減少,但在較低的激冷終止溫度晶粒尺寸更加細小,使鋼在馬氏體含量增加并且韌性得到維持。

圖10 不同冷卻速度焊縫金屬-40 ℃沖擊吸收能量
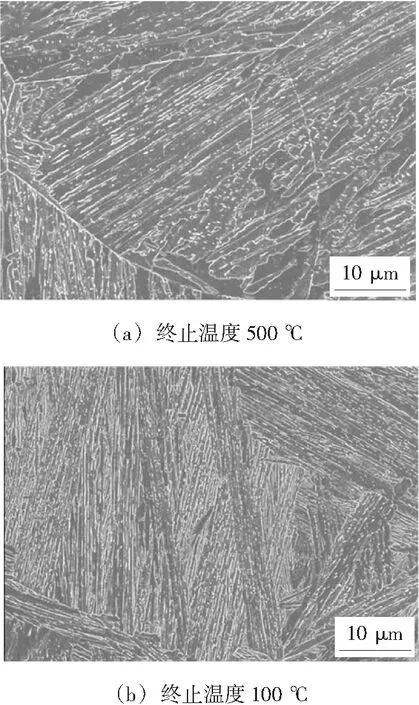
圖11 低合金高強鋼冷卻速度為50 ℃/s不同激冷終止溫度焊縫粗晶區顯微組織
4 結束語
(1)隨焊激冷作為一種新型焊接技術,利用隨焊冷源提高焊后凝固的焊縫金冷卻速度,導致接頭溫度場產生畸變,冷源前方的收縮屬性應變產生的拉伸應力使得焊縫中心殘余拉升應力和遠離焊縫母材的壓應力水平降低,減少焊后變形,并且在冷源作用下,過冷度增大,溶質原子擴散速度減緩,室溫組織成分均勻化,晶粒尺寸細化,降低焊縫的熱裂紋敏感性,可進一步提高焊接接頭的質量和可靠性。
(2)隨焊激冷焊接技術的冷源特征參數主要有以下4種:①冷源介質,冷源介質不同換熱系數不同,在其他條件一定時,焊接過程單位時間單位面積冷卻作用強度表現不同;②冷源與熔池中心的距離,對于薄板焊接應力應變控制推薦冷源距離為30~40 mm,針對相變組織控制情況應根據金屬TTT曲線和可行性設置冷源與熔池中心的距離;③冷源寬度,當冷源寬度大于焊縫拉伸應力作用寬度時,對焊縫應力應變控制效果最佳;④激冷終止溫度,對于碳鋼激冷終止溫度為500 ℃和200 ℃獲得的組織分別為貝氏體和馬氏體,因此應根據不同需求選擇對應的激冷終止溫度。
(3)對薄板焊接時,隨焊激冷焊接技術可改變焊接接頭應力和組織使綜合性能顯著恢復,是除了增加厚度來提升接頭性能的另一種方法。隨工業變革,有很多行業如油氣管道和船舶等行業仍以增加工件厚度的方法提高工件的可靠性,加強中厚板的隨焊激冷焊接研究,通過改變焊接熱循環曲線提高焊接接頭性能,減小工件厚度,對節能減排,保護環境也有十分重要的意義。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
