印花彩板的開(kāi)發(fā)應(yīng)用
2021-10-19 08:51:18張文靜
安徽冶金科技職業(yè)學(xué)院學(xué)報(bào) 2021年3期
張文靜
(馬鋼股份公司冷軋總廠 安徽馬鞍山 243000)
印花彩板,顧名思義是印有花紋或圖案的彩涂板,是近些年來(lái)比較熱門(mén)的一種新型家電板和建材裝潢板。彩涂印花工藝就是在涂裝生產(chǎn)中,依據(jù)不同要求的花紋和產(chǎn)品類(lèi)型,在一個(gè)或多個(gè)涂裝設(shè)備上利用帶有凹狀花紋的印花輥和其他設(shè)備將花紋精確傳布到涂敷輥上進(jìn)而涂敷到帶鋼上并進(jìn)行適當(dāng)次數(shù)和程度烘烤的綜合工藝。
為了將花紋印到涂層板的涂膜上,首先要將花紋刻蝕到紫銅輥上,而后對(duì)銅輥鍍鉻,作為涂層印花用的印輥,其外表上的圖案花紋是凹陷的,印輥從有色漿的料盤(pán)中沾取色漿,而后由刮刀將凹陷之外的色漿整個(gè)刮掉。當(dāng)印輥與轉(zhuǎn)印膠輥接觸時(shí),花紋內(nèi)的色漿轉(zhuǎn)移到轉(zhuǎn)印膠輥上,最后印到鋼板外表。再經(jīng)過(guò)恰當(dāng)溫度的加熱烘干,花紋便很穩(wěn)固地附在鋼板的涂膜上。
一般印花工藝分臥式和立式兩種,如圖1和圖2所示,我部采用的是后者。
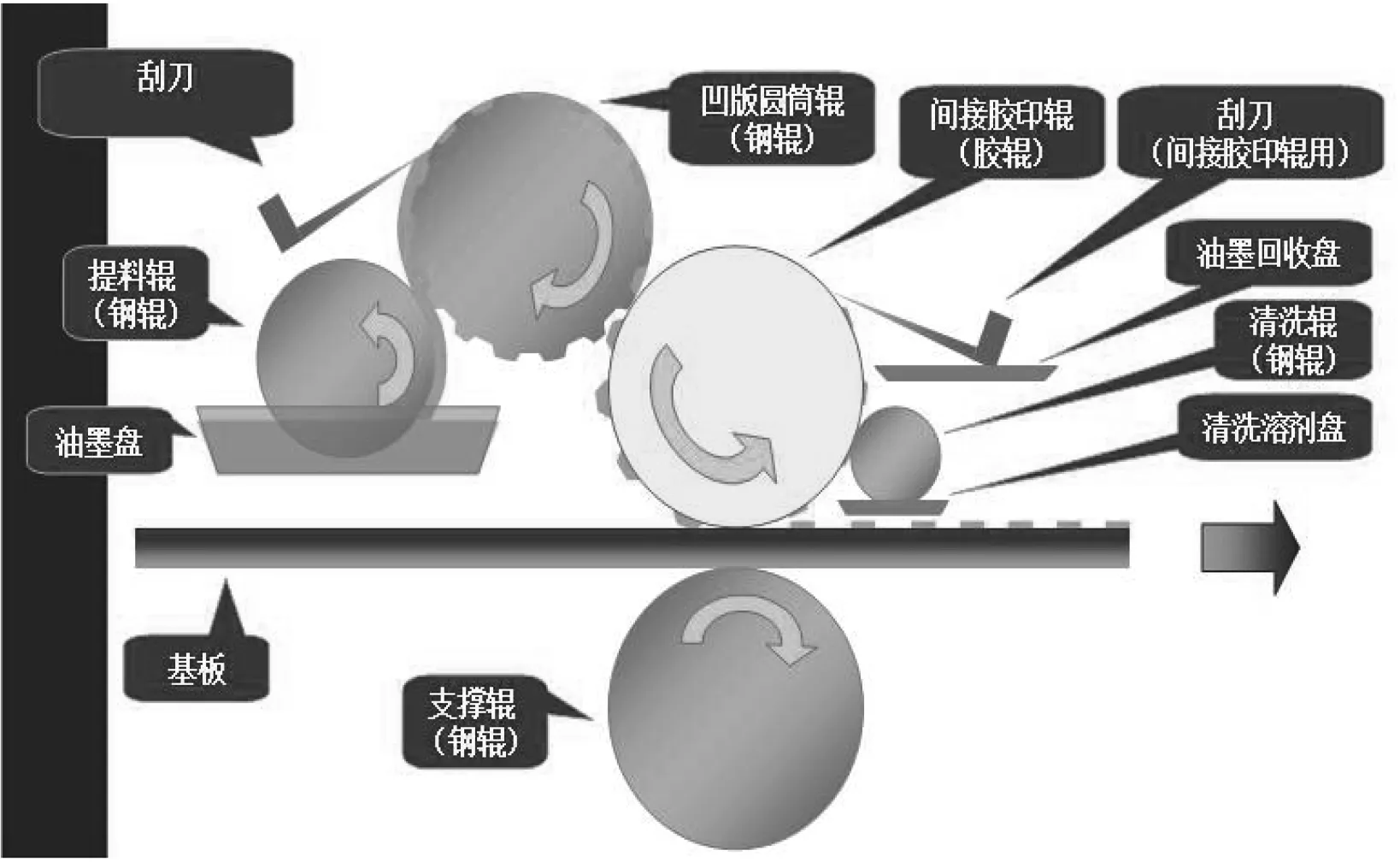
圖1 臥式
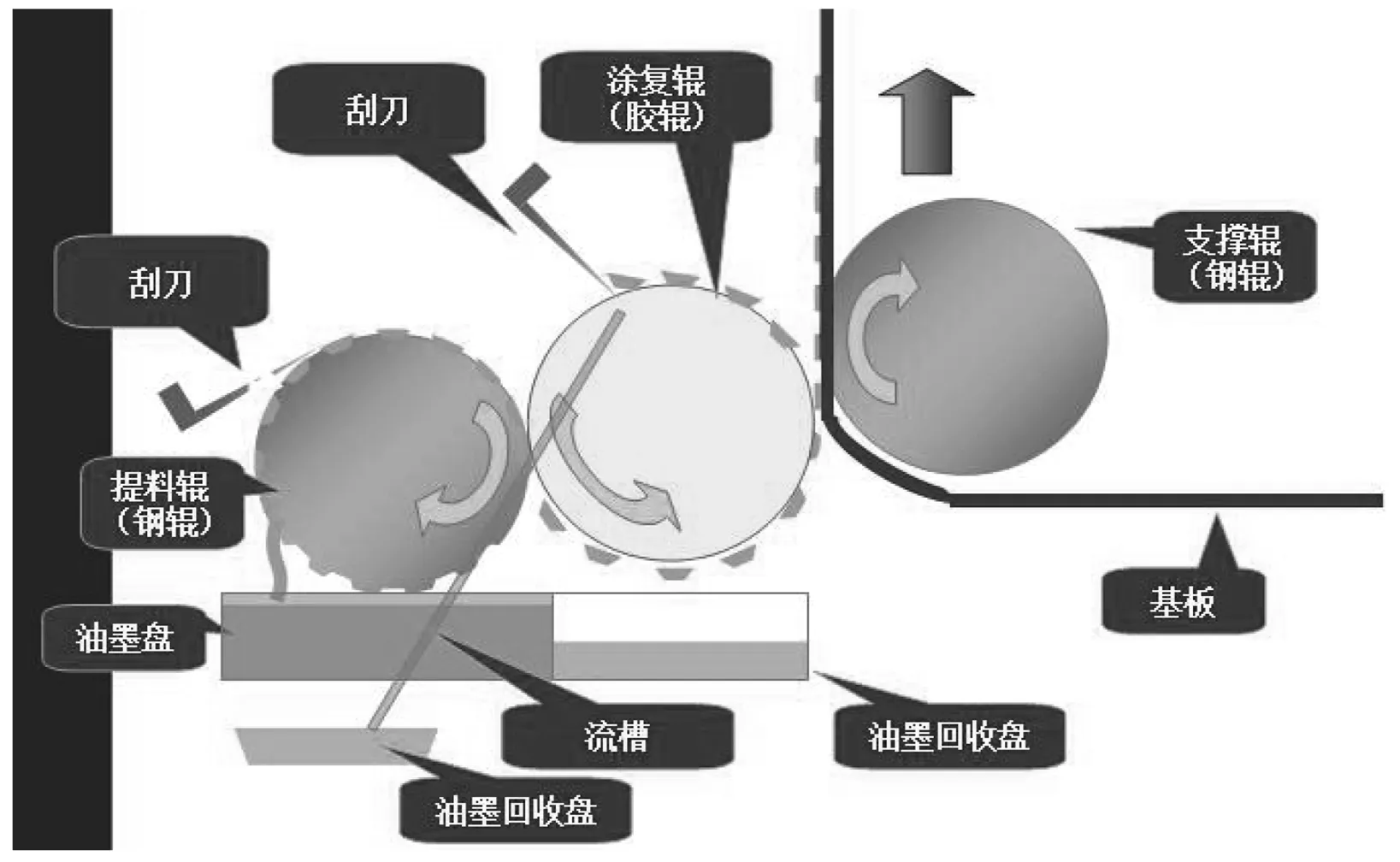
圖2 立式
1 開(kāi)發(fā)必要性
1.1 環(huán)保優(yōu)勢(shì)
傳統(tǒng)工藝與彩涂工藝對(duì)比:
鍍鋅板、冷軋板等 →開(kāi)平、剪切→沖壓成形→清洗 →磷化→噴涂→組裝
預(yù)涂彩鋼板
其中的清洗、磷化、噴漆、轉(zhuǎn)印工藝對(duì)環(huán)境污染相當(dāng)嚴(yán)重,國(guó)家已將其列入《產(chǎn)業(yè)結(jié)構(gòu)調(diào)整指導(dǎo)目錄》淘汰類(lèi)。彩涂工藝正好省去此些環(huán)節(jié),減少污染,響應(yīng)環(huán)保政策。
1.2 工藝優(yōu)勢(shì)
連續(xù)化生產(chǎn),提高生產(chǎn)效率和產(chǎn)品質(zhì)量穩(wěn)定性;
先進(jìn)的前處理工藝,提高涂層結(jié)合力和保護(hù)性能;
涂層流平性好,均勻性更佳,外觀更加漂亮;
底色涂層個(gè)性化設(shè)計(jì),可提供更豐富的花色;
油墨(快干涂料)印刷后有清漆層保護(hù),提高圖案色牢度。
1.3 性能優(yōu)勢(shì)
1.3.1 不同涂層體系設(shè)計(jì),滿足不同的性能要求
防銹底漆提高耐腐蝕性能;
聚酯涂層的抗老化特性彰顯保護(hù)性能、美觀特性;
環(huán)氧背涂提高夾心層復(fù)合的粘結(jié)性及抗腐蝕性;
1.3.2 底漆耐腐蝕、面漆耐候性能提高,有效保障印花圖案的色牢度,延長(zhǎng)質(zhì)保周期,提高產(chǎn)品的使用壽命。
2 生產(chǎn)情況
2.1 產(chǎn)品設(shè)計(jì)
鑒于我廠生產(chǎn)線設(shè)備的局限性,無(wú)法實(shí)現(xiàn)多色套印的拼接圖案,所以只能定位于單色花紋印花產(chǎn)品。考慮到基板選用的不同(鍍鋅板和冷軋板)可能會(huì)對(duì)產(chǎn)品的防腐及耐老化性能會(huì)有所影響,因此將工藝設(shè)計(jì)定為如下兩種方案:
2.1.1 采用一次上線、三涂?jī)珊嫔a(chǎn)工藝:
基板——清洗——有鉻鈍化——初涂(正面面漆、背面底漆)——初涂固化——精涂A(帶料輥為指定花色圖案定制的刻花鋼輥,油墨)——精涂B(清漆)—— 精涂固化——冷卻——檢驗(yàn)——卷取。
2.1.2 采用二次上線,四涂三烘生產(chǎn)工藝:
基板——清洗(開(kāi)啟預(yù)清洗、刷洗段)——有鉻鈍化——初涂(正、背面底漆)——初涂固化——冷卻—— 檢驗(yàn)—卷取—入口(重新上卷)—初涂(正面面漆)——初涂固化——精涂A(帶料輥為指定花色圖案定制的刻花鋼輥,油墨)——精涂B(清漆)——精涂固化——冷卻——檢驗(yàn)——卷取。
一次上線和二次上線的正面涂層結(jié)構(gòu)(圖略):
2.2 質(zhì)量標(biāo)準(zhǔn)
2.2.1 表面質(zhì)量
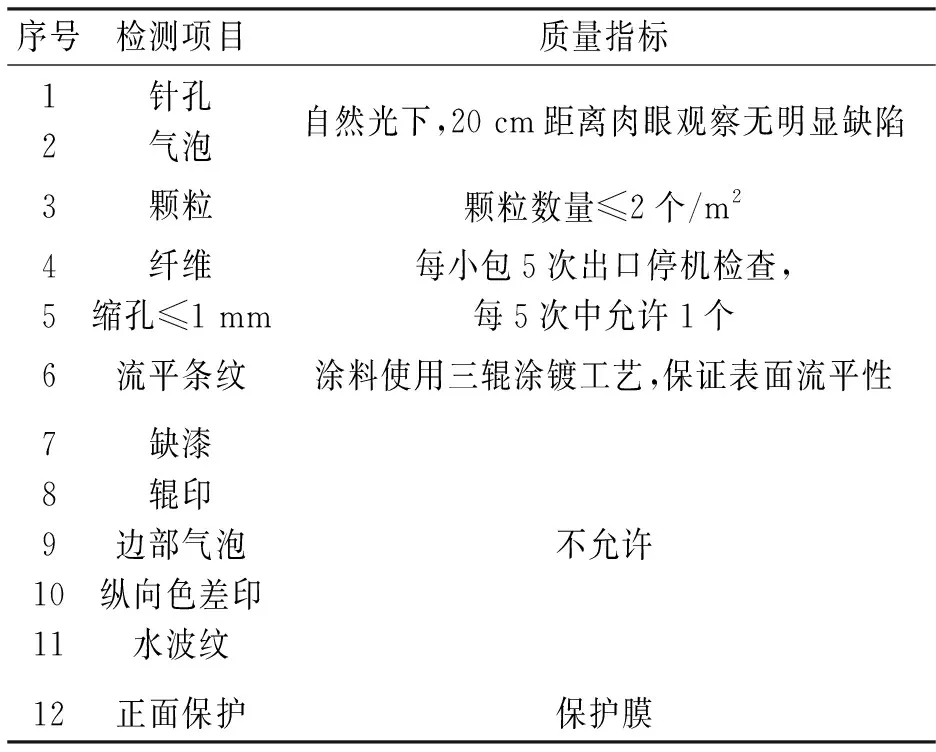
表1 表面質(zhì)量標(biāo)準(zhǔn)
2.2.2 性能指標(biāo)
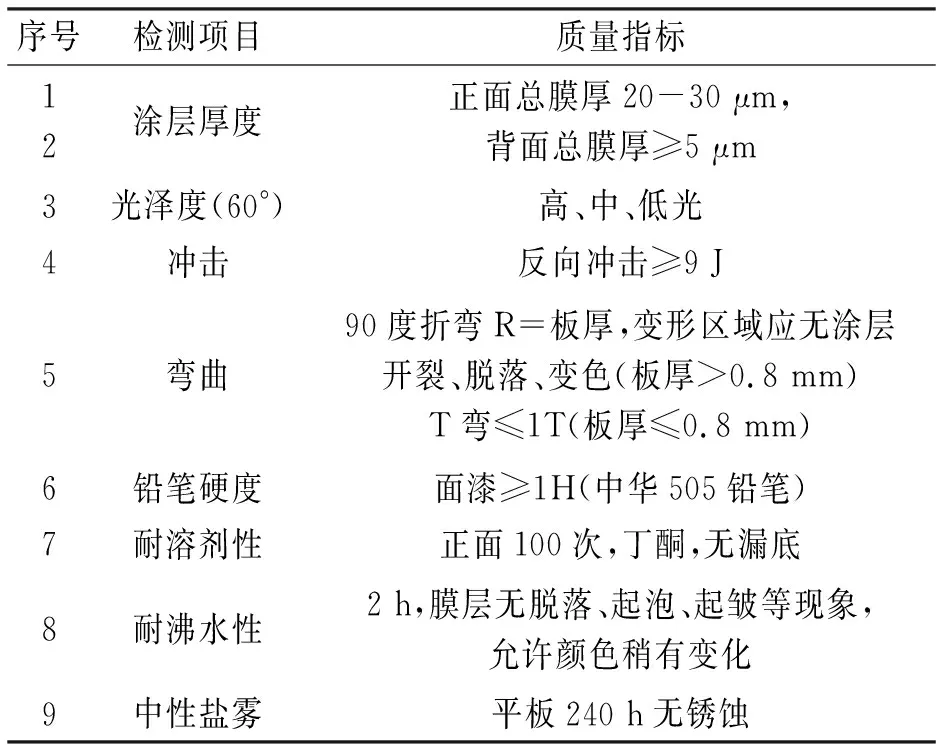
表2 性能指標(biāo)
以上所有的檢測(cè)項(xiàng)目中,對(duì)用戶而言,最直觀、便捷的就是耐沸水性這一項(xiàng)。圖3是客戶將我廠的印花彩板與原來(lái)的噴涂轉(zhuǎn)印板分別放入沸水中加熱2小時(shí)后的結(jié)果。很明顯看出,噴涂板表面褪色、花紋也缺失,而彩涂板依然如初。
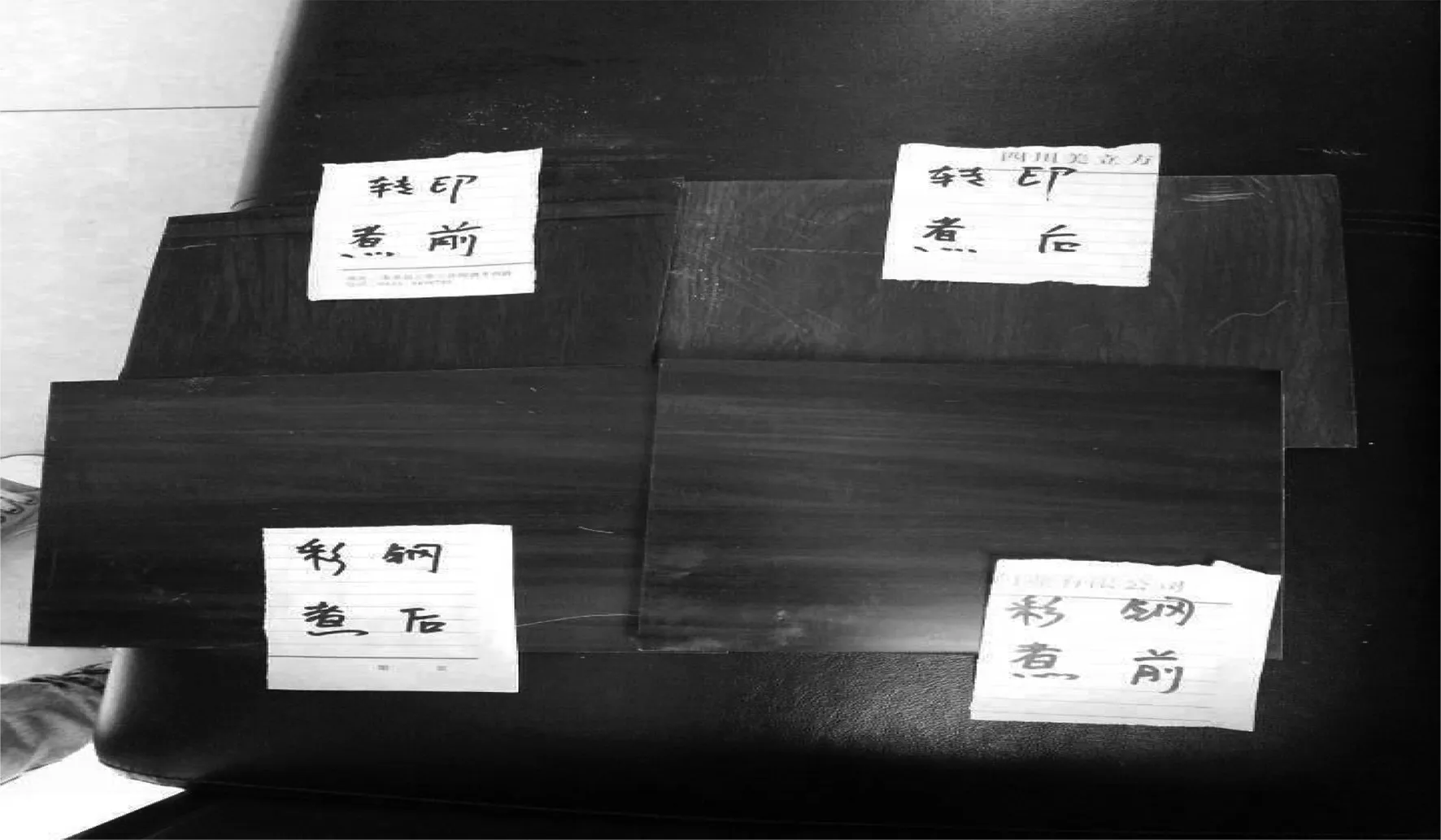
圖3 沸水試驗(yàn)結(jié)果
3 后續(xù)加工情況
3.1 開(kāi)平、剪切
3.1.1 工藝流程
開(kāi)卷—粗整—緩沖—精整—飛剪—傳輸—清洗—堆剁
3.1.2 存在問(wèn)題
由于我廠生產(chǎn)線未能實(shí)現(xiàn)自動(dòng)換膜,導(dǎo)致出現(xiàn)短距離的貼膜不規(guī)整以及跑偏現(xiàn)象,因此在開(kāi)平時(shí)需要將這部分剪切掉,這樣勢(shì)必造成一定的浪費(fèi)從而影響產(chǎn)品的成材率。
3.2 沖壓成型
3.2.1 工藝流程
壓花—裁邊—沖孔—折邊—焊接—填充—壓合—組合成門(mén)
3.2.2 存在問(wèn)題
表面的冷貼膜在沖壓后放置若干小時(shí)后出現(xiàn)周邊膜局部起翹現(xiàn)象。
雖然沖壓后板面平整度及表面質(zhì)量良好,但是從用戶角度仍希望能降低基板的硬度。
因彩涂工藝剛替代轉(zhuǎn)印工藝,現(xiàn)場(chǎng)搬運(yùn)時(shí)容易出現(xiàn)表面擦傷等現(xiàn)象。
4 開(kāi)發(fā)難點(diǎn)
4.1 生產(chǎn)關(guān)鍵點(diǎn)
4.1.1 各輥輥速的調(diào)整
印花花紋的形成過(guò)程要求鋼帶、涂覆輥、印花輥三者的運(yùn)行速度100%一致。若印花輥與涂覆輥速度存在差別會(huì)導(dǎo)致花紋的圖案雜亂,易出現(xiàn)重影;若涂覆輥和帶鋼之間的速度存在偏差,則會(huì)導(dǎo)致帶鋼上的圖案離散,失去優(yōu)美感。因此,如何調(diào)整各輥輥速是生產(chǎn)的首要關(guān)鍵點(diǎn)。
4.1.2 博士刀裝置的選擇
由于印花過(guò)程中博士刀裝置直接起著形成花紋的作用,博士刀應(yīng)具備良好的平直性、合適的彈性、一定的硬度、優(yōu)異的耐溶劑性及耐摩擦性。在選用博士刀時(shí),除要依據(jù)線速度、花紋、輥徑及粗糙度等因素綜合考慮形狀及材質(zhì)外,還要考慮到博士刀的平滑性、穩(wěn)定性、易操作性等因素。
4.1.3 基板的選擇
材質(zhì)的軟硬直接影響后續(xù)的加工過(guò)程是否合格,因此基板的選擇尤為重要。另外,對(duì)基板的表面粗糙度和平整度也要提出較高要求,如果粗糙度過(guò)大或基板板厚度不均勻,會(huì)造成基板和涂覆輥之間的壓力不均勻,從而造成膜厚不均,形成色差。
4.2 用戶提出的異議
4.2.1 加工過(guò)程中折彎、切口如何處理。
4.2.2 彩涂產(chǎn)品焊接工藝無(wú)法解決,這是很大的問(wèn)題。
4.2.3 花色品種單一(市場(chǎng)上很多為拼接門(mén)),無(wú)法實(shí)現(xiàn)差異化產(chǎn)品的研發(fā)。
4.2.4 門(mén)板和門(mén)框的尺寸不同,若不配套供應(yīng),顏色會(huì)有差異。
5 結(jié)語(yǔ)
印花彩板的開(kāi)發(fā)工作我們尚且只做了一小步,針對(duì)提出的問(wèn)題會(huì)逐一研究解決,各項(xiàng)性能指標(biāo)也需要不斷的通過(guò)實(shí)際操作和應(yīng)用加以完善。