基于觸摸屏與可編程序控制器技術的穿刺針噴砂機控制系統的設計
2021-10-20 00:58:00衛黃河李松程智超于圣言布俊豪李新東
醫療裝備 2021年17期
衛黃河,李松,程智超,于圣言,布俊豪,李新東
河南駝人醫療器械集團有限公司智造工程中心 (河南新鄉 453400)
觸摸屏是一種智能化操作控制顯示裝置,主要功能包括數據的輸入與顯示、實時信息顯示、報警處理與打印,且通過設置觸摸控件可將其作為控制面板進行控制操作[1]。可編程序控制器(programmable logic controller,PLC)是用存儲邏輯代替以往的接線邏輯,具有編程簡單、維護性能好、應用靈活的特點,且其抗干擾能力強,能適應惡劣的工作環境[2]。目前,PLC 技術及其產品結構持續改進,功能日益強大,性價比越來越高。隨著遠程I/O、通信網絡、數據處理、智能工廠等工業自動化控制系統的需要,觸摸屏與PLC 技術相結合的控制技術的應用愈加深入。
目前,椎管內神經阻滯技術常被應用于臨床麻醉及疼痛治療中,通過將麻醉藥物注入椎管的蛛網膜下腔或硬膜外腔,阻滯脊神經根并使該神經根支配的相應區域產生麻醉作用[3]。隨著椎管內神經阻滯在臨床上的應用愈加廣泛[4-7],麻醉后拔管困難甚至導管斷裂的現象時有發生[8-10]。吳新民等[11]指出,導管折斷或打結的原因包括導管被穿刺針切斷、導管質量較差和導管拔出困難。因此,臨床對穿刺針的品質提出了更高的要求,而下刃口內邊緣圓角效果是穿刺針的一項重要品質因素。噴砂機是一種利用壓縮空氣將石英砂等介質高速噴射至零件表面進行處理的裝置。現有的噴砂機需通過視窗或燈光指示觀察噴砂處理過程,并需人眼檢查砂罐中砂粒的剩余量,使其應用存在一定的限制。本研究將觸摸屏與PLC 技術相結合用以改善和解決以上問題,并將基于觸摸屏與PLC 技術的噴砂機控制系統用于某型穿刺針下刃口內邊緣的研磨,經生產實踐證實該系統控制過程簡單、方便,操作速度可控。
1 系統整體結構設計及工作原理
基于觸摸屏與PLC 技術的噴砂機控制系統的人機交互接口采用觸摸屏技術,控制系統核心采用PLC 技術,兩者以RS485方式通過2根信號線實現雙向通信,可節省一個RS232接口,方便以后進行功能擴展;噴砂機采用某型加高單倉噴砂主機,且為了保證噴砂的穩定性,采用正泰TND3(TSD)-3交流穩壓電源為其單獨供電;伺服電機控制系統由伺服電機、伺服電機驅動器構成,采用2個限位傳感器和1個原點信號保證其安全性和準確度;吹氣系統采用電磁閥控制氣源噴出,吹掉多余砂粒;觸摸屏面板下方設置啟動、暫停和急停3個實體按鈕,其余所有控制操作、反饋均在觸摸屏上實現。該系統的整體結構見圖1。

圖1 系統整體結構
該系統的工作原理為:將穿刺針針管夾具放至夾具端臺并夾緊,夾具被送入噴砂柜體并傳感到位;升降柜門自動關閉,然后下壓氣缸下降壓住夾具(進入伺服電機控制系統);伺服電機帶動噴嘴從夾具一端運行至另一端,同時噴嘴噴出高壓砂粒研磨針尖內緣銳角,吹氣系統通過吹氣電磁閥吹氣,當運行至設定位置后伺服電機再返回運行至原點,同時噴砂吹氣停止、下壓氣缸縮回;柜門自動打開并自動送出成品,準備下次操作;該過程伺服電機運行速度可以直接在觸摸屏上設置,并可根據生產需要進行調整,從而保證工作效率;噴砂工作進度、噴砂剩余次數可在觸摸屏進度條上實時動態直觀顯示。
2 系統軟件設計
該系統的軟件部分主要包括觸摸屏控制組態和PLC 控制程序。觸摸屏采用臺達DOP-107CV,其控制組態在臺達軟件DOPSoft4.00.06環境下完成;PLC 采用臺達DVP28SV11T2,其控制程序在臺達軟件WPLSoft2.48環境下完成。PLC的輸入、輸出端子分配見表1,控制程序流程見圖2。
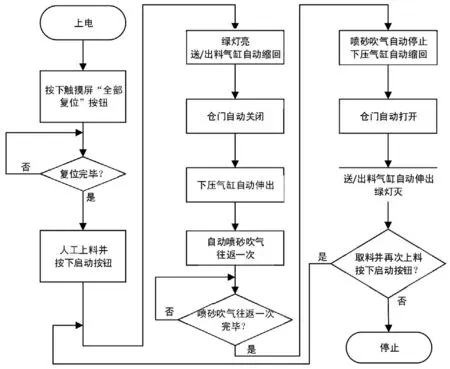
圖2 PLC 控制程序
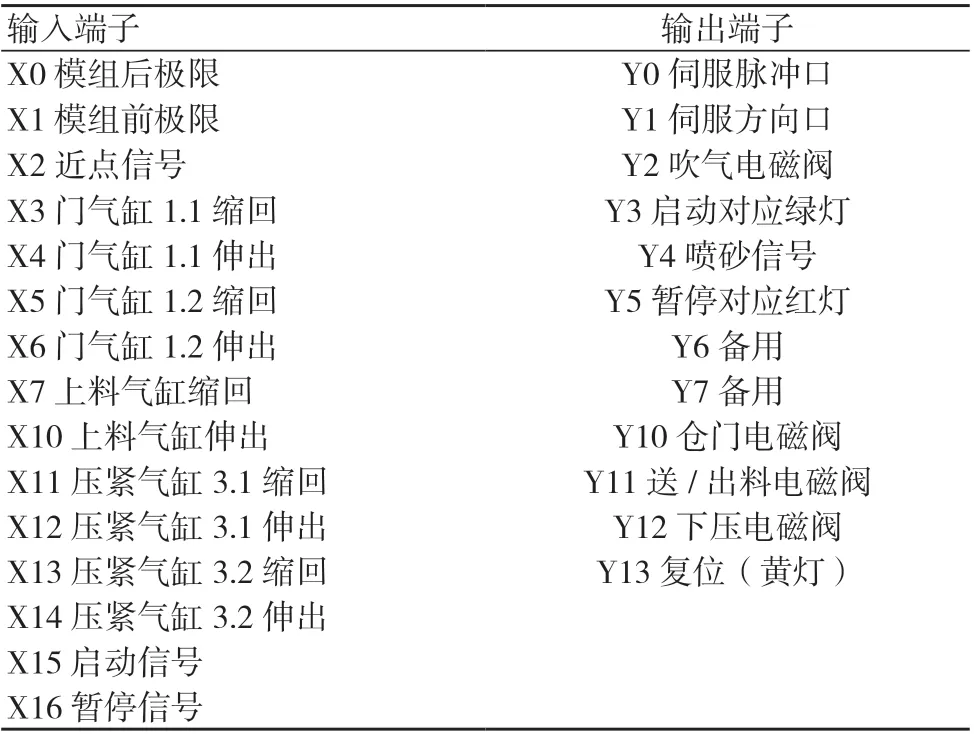
表1 PLC 輸入輸出端子分配
觸摸屏組態及控制界面主要包含5個總切換畫面,分別為主頁、管理員界面、手動調試畫面、設備運行信息和報警信息畫面,通過這5個總切換畫面的按鈕可以進入相應子畫面進行設置和控制。觸摸屏控制主頁具有顯示實時時間、實時噴砂工作進度、實時噴嘴距原點距離及實時噴砂剩余次數(可以直觀顯示在噴砂用量進度條上)等功能,另外通過畫面下方按鈕可以進入其余4個總界面進行相應操作,見圖3。

圖3 觸摸屏控制主頁
操作人員通過觸摸屏動態觀察噴砂工作進度、噴嘴距原點距離的原理見圖4。(1)伺服電機在PLC 發出的脈沖個數控制下帶動噴嘴往復運行;(2)D230是PLC 內部掉電保持型數據寄存器,保存有帶動噴嘴往復運行PLC 應發出的脈沖個數;(3)D1336是PLC 內部掉電保持型特殊數據寄存器,可動態實時記錄PLC 已經發出給伺服電機的脈沖數;(4)觸摸屏通過進度條控件讀取D1336的數值,即可以在觸摸屏上精確實時顯示噴砂整體工作進程、噴嘴工作位置。
圖5所示的管理員界面單獨為技術人員服務,該界面包含整個系統的全部重要參數設置和手動控制按鈕,可方便技術人員進行系統維護和參數調試。其中,電機相關設定可以設置電機工作噴砂的運行速度、電機回原點時的第一速度和近點信號時的蠕動速度等,該系統具備儲存記憶且掉電保存功能。
圖6所示為報警信息畫面。當噴砂機發生故障時,系統會自動彈出該畫面,可以顯示故障點的報警序號、時間和報警信息,報警信息欄里則包含報警位置和解決方法,方便操作人員快速查找故障位置和排除故障,提高工作效率。
通過圖3觸摸屏“當前噴砂剩余次數”實時顯示砂罐砂粒剩余量的原理(見圖7)為:(1)D232是PLC內部掉電保持型數據寄存器,用以保存砂罐噴砂額定次數(砂罐滿,通過點擊圖3觸摸屏控制主頁的“設定噴砂額定次數”按鈕實現);(2)D238是PLC內部掉電保持型數據寄存器,在第1次砂罐加滿砂粒時設置與D232數據相同(通過點擊圖6報警信息畫面的“玻璃砂”按鈕實現);(3)每按動1次啟動按鈕,D238自動減1;(4)觸摸屏通過進度條控件讀取D238的數值(當前噴砂剩余次數),即可在觸摸屏上實時顯示砂罐中砂粒剩余量;(5)由于對某一確定型號穿刺針管的噴砂參數是確定的,所以D232數據第1次設定時可以采用人眼觀察砂罐的噴砂總次數,此后可固定使用該數據。
3 功能驗證與測試
(1)調整好噴嘴的機械角度,檢查安裝和機械固定有無松動,準備好穿刺針管夾具等物料;(2)打開主壓縮空氣閥門通氣,調整壓力為0.45 MPa,調整氣缸和傳感器位于初始位置;(3)打開電源,按下觸摸屏下方的復位按鈕,伺服電機自動于原點歸位,其余氣缸、電磁閥等元件進行相應動作,控制系統處于待工作位;(4)將穿刺針管夾具放至夾具端臺并夾緊,按下啟動按鈕進行批量試產。
通過批量試產,將噴砂研磨處理后的產品放入高清電子顯微鏡下觀察,穿刺針刃口邊緣實現了圓角和鈍化效果。效果對比見圖8。
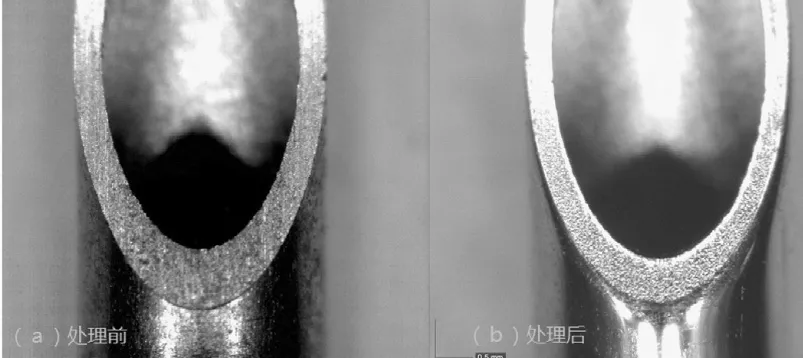
圖8 噴砂研磨處理前后產品對比
通過對在針管內穿引/拔出導管對比,處理后針管與導管配合效果較處理前好,達到預期;另外,由于夾具一次可放置穿刺針管150根,系統往返1次即可達到鈍化效果,產能可達3萬支/8 h 以上。
4 小結
該控制系統能夠在觸摸屏與PLC 的控制下,通過伺服電機帶動噴嘴運行并吹氣,自動實現對該型穿刺針下刃口內邊緣進行噴砂研磨處理并將產品送出的功能;同時,該系統能夠將工作進度、噴砂用量在觸摸屏上直觀實時顯示,不必再通過視窗進行人眼觀察,節省人力的同時操作也更加方便,且可有效提高產能;此外,該系統界面友好且操作簡單、穩定可靠,能夠有效改善穿刺針品質和解決噴砂機的性能問題。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
