醫院藥房全自動藥品智能存儲裝置研發
2021-10-30 16:09:00張盛開荊珂于吉生殷實玉張寶鑫
科學與生活 2021年19期
張盛開 荊珂 于吉生 殷實玉 張寶鑫





摘要:本裝置以PLC為核心,通過伺服電機精度實現貨架定位。取藥時,裝置可以通過一維碼掃描的方式或者直接在觸摸屏上選擇需要的藥品,裝置自動把對應藥品的貨架移動到取貨臺;存藥時,可以選擇掃描的形式或者在觸摸屏上直接選擇相應的藥品,裝置自動把對應藥品的貨架移動到取貨臺。控制系統具有藥品統計報警功能,當藥品數量缺少時,會提示工作人員補充藥品。
關鍵詞:PLC;伺服電機;一維碼;觸摸屏;
0引言
近年來,國家和社會對醫院藥學服務質量的要求不斷提高醫院藥品調劑必須改變手工發藥模式,提高擺藥速度和質量。自動化調劑是現代醫院藥房管理的發展趨勢,醫院自動化發藥設備在醫院藥房廣泛推廣,全自動口服藥品擺放機、全自動針劑藥品擺放機、全自動單劑量藥品分包機等使用增多,與醫院信息系統對接實現藥品分配的自動化。
1醫院藥房全自動藥品智能存儲裝置結構組成
智能藥箱的機械結構組成:型材框架、電機、自帶底座軸承、齒輪、齒輪軸、懸掛鏈條、懸掛鏈條槽、支撐力臂、懸掛鏈條軸、儲藥盒。
智能藥箱送出機構主要是兩條垂直平行可同步傳動的可懸掛鏈條,兩條懸掛鏈條同一水平位置加裝懸掛力臂,同一水平面上的兩個懸掛力臂隨懸掛鏈條同步轉動,無論懸掛鏈條怎么轉動,同在一水平面上的兩個懸掛力臂始終都會在同一水平面,懸掛力臂如圖1所示,同一水平面的兩個懸掛力臂支撐一個懸掛軸,懸掛軸懸掛儲藥盒,儲藥盒依靠重力一直處于平穩狀態,因此,無論智能藥箱立放還是臥放,儲藥盒始終處于平穩的狀態。
當PLC接收到取藥指令,PLC會通過輸出模塊,把PLC的指令信號傳送到伺服驅動器,伺服驅動器發出電子脈沖,使伺服電機驅動傳送機構,把想要取藥的儲藥盒通過懸掛鏈條傳送到取藥口。當傳送機構停止平穩時,即可從儲藥盒中取出需要的藥。當傳送機構運轉時,操作人員伸手取藥,光幕保護裝置會使伺服電機停止工作,以免使操作人員受傷,當操作人員的手離開傳送機構的工作范圍,伺服電機立即正常繼續工作,完成沒有完成的任務。
2 電氣控制系統組成
智能藥箱PLC采用西門子200 SMART系列,伺服選400W臺達的ASD-A2系列驅動器與其配套的伺服電機。主要電氣硬件配置表如表1所示。
智能藥箱以PLC為核心,PLC采用西門子200 SMART系列,一維碼掃碼器采用RS232通訊方式,通過232轉485協議轉換器,轉換成RS485信號,接入PLC的485通訊口,200 SMART PLC具有2個通訊口,485通訊口可以用來連接一些通訊設備,Profinet網口連接觸摸屏和電腦,用于顯示和操作畫面,同時可以下載PLC程序,非常方便。PLC和伺服驅動器采用脈沖控制方式,事先把需要的脈沖數設計好,存儲在程序中,掃描不同藥品時,調用不同的脈沖數,實現精準定位。該系統網絡圖如圖2所示。
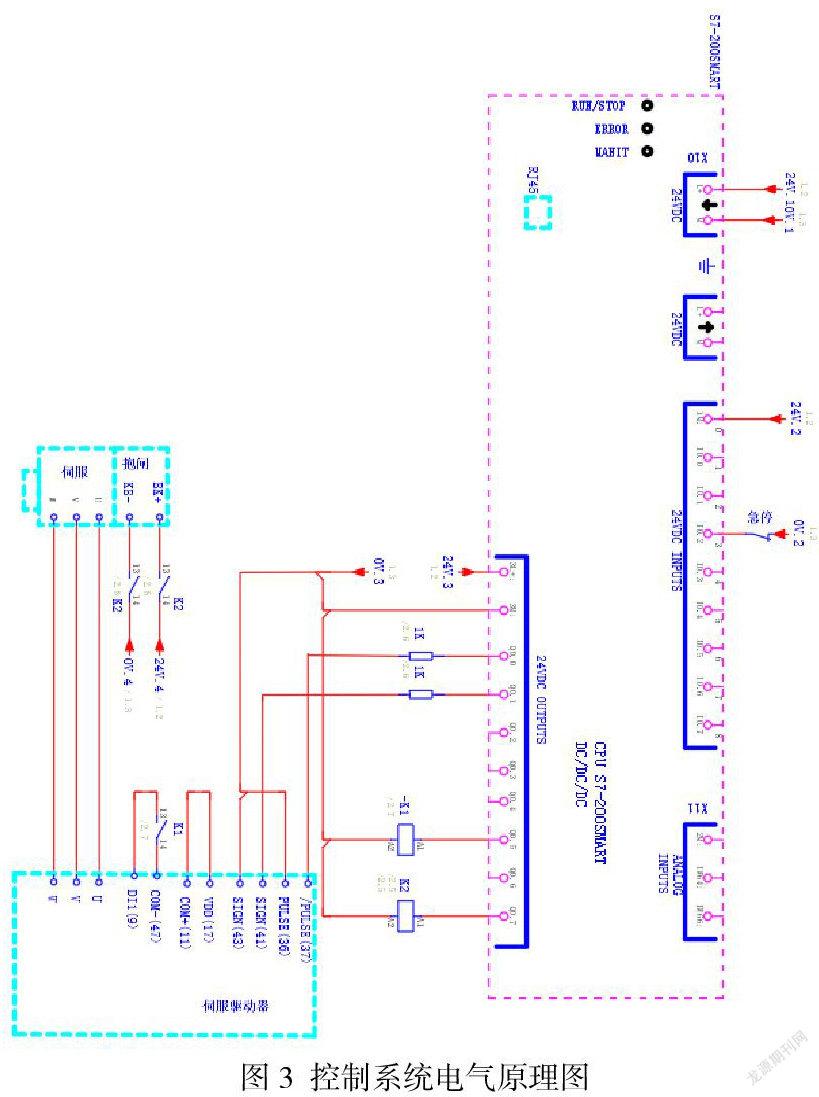
控制系統電氣原理圖如圖3所示,注意臺達伺服驅動器與PLC脈沖輸出口連接時,需要連接1K的電阻,PLC輸出是24V,伺服輸入是5V,因而需要連接一個電阻進行電壓匹配。脈沖方式是最簡單也是最經濟的一種方式,也可以采用通訊的方式控制伺服驅動器,通訊方式是目前的主流控制方法,簡單方便。
智能藥箱裝置外部輸入接口僅有一個急停按鈕,當設備出現故障時,按下急停按鈕,立即停止裝置運動,其它所有的操作均在觸摸屏上完成,這樣可以節省面板空間,同時降低由于過多的硬接線出現的故障率。PLC和觸摸屏間采用Profinet通訊,數據傳輸速度快且穩定。PLC系統點表如表2所示。
智能自動藥箱采用的觸摸屏是西門子SMART70OIE-V3系列,觸摸屏目前有兩個操作頁面,自動操作頁面和手動操作頁面,觸摸屏的自動畫面如圖4所示。手動操作畫面可以操作藥品架的定向移動,方便檢修和維護。自動操作畫面可以實時顯示掃描藥品的一維碼信息和藥品種類,同時可以選擇一款藥品,藥品架會自動移動到取藥臺位置上。
3控制程序及伺服調試方法
控制程序采用西門子STEP 7-Micro/WIN SMART編寫。軟件中部分程序可以固化,只需稍微改些參數即可使用。程序分為幾部分,1主循環程序塊,進行子程序調用;2一維碼RS485通訊子程序;3一維碼掃描數據對比子程序;4多種藥品坐標子程序;5伺服電機驅動子程序;6故障處理子程序;7藥品報警子程序。首先由工作人員持相應的藥品盒或者對應的一維碼進行掃碼,然后藥品架在伺服電機的驅動下,正確移動到取貨臺,工作人員可以進行取藥操作或者存儲藥品操作。在沒有一維碼的情況下,工作人員也可以在觸摸屏上選擇相應的藥品種類,藥品架在電機的驅動下也會正確的移動到取貨臺位置。如果藥品柜內某種藥品數量小于一定數值時,系統會自動發出聲光警告,并在屏幕上顯示缺少的藥品種類,工作人員可以及時補充藥品。
伺服驅動器是閉環控制,設置伺服常規參數之后,還要設置低頻剛性,低頻剛性需要按照伺服電機運轉時的負載調試,多次自動調整增益,否則伺服電機會一直抖動,甚至會發出“吱吱”刺耳的噪音,經過反復實驗,在本裝置的低頻剛性設置為1.5時,滿足設計的工作要求。
4 運行效果
采用伺服電機控制方式,位移精度可以控制在0.1mm以內。存藥品時,采用條形碼掃描形式。取藥品時,可以掃碼或者在屏幕上選擇藥品種類(例如:感冒藥,感冒藥都在同一層上)。屏幕顯示相前藥品架的信息(7-3,第7層第3排),方便快速取貨。藥品貨架采用不固定運行方式,可以循環運行,也可以正反方向運行,程序中采用控制算法,保證藥品架運行路徑最短,節省取藥等待時間。電氣運動采用伺服電機,加裝絕對值編碼器,保證藥品架定位位置準確。整體采用鏈條,同步軸控制。系統運行效果如圖5所示,滿足取藥存藥工藝要求。
參考文獻:
[1] 李志梅. 基于S7-200 SMART PLC與MCGS觸摸屏的以太網自動線系統構建[J]. 機電工程技術,2019
[2] 趙德杰. 蘋果采摘機器人的視覺伺服定位研究[J]. 信息技術,2018
[3] 雷志偉. PLC定位伺服系統在精鑄件澆口和飛邊打磨中的應用[J]. 河北省科學院學報,2017
基金:營口理工學院大學生創新創業項目(202114435009)資助;
