車身制造中電阻點焊的質量控制
2021-11-03 22:52:48黃建福
裝備維修技術 2021年37期
關鍵詞:質量控制
黃建福
摘 要:本文主要介紹了點焊的基本原理及焊接熱的產生影響因素,常見的焊點缺陷檢驗判定標準,在車身制造過程中點焊的質量檢驗方法及質量控制,由于點焊是特殊過程,需要對點焊生產過程中的所有環節進行嚴格管理、控制,以確保焊點質量得到有效控制。
關鍵詞:電阻焊;車身制造;質量控制
1 點焊的基本原理及焊接熱的產生影響因素
1.1 點焊的基本原理
電阻點焊是將被焊工件壓緊于兩電極之間,并通以電流,利用電流流經工件接觸面及鄰近區域產生的電阻熱將其加熱到熔化或塑性狀態,使之形成金屬結合。點焊是一種高速、經濟的連接方法,它適用于制造可以采用搭接接頭不要求氣密、厚度小于3mm的沖壓、軋制的薄板構件,廣泛用于汽車車身等低碳鋼產品的焊接。
1.2 點焊的基本焊接循環,由四個基本階段組成:
1、預壓時間:為了確保在通電之前電極壓緊工件,使工件間有適當的壓力。
2、焊接時間:焊接電流通過工件并產生熔核的時間。
3、維持時間:電流切斷,電極壓力保持,使熔核凝固并冷卻至有足夠強度。
4、休止時間:由電極開始提起到電極再次壓緊下一個待焊點工件的時間。
為了改善的接頭性能,有時需要在基本循環外增加:
1. 加大預壓力以消除工件間間隙,使之緊密配合。
2. 用預熱脈沖提高金屬的塑性,使工件緊密貼合,防止飛濺。
3. 加大鍛壓力以壓實熔核,防止產生裂紋和縮孔。
4. 用回火或緩冷脈沖消除合金鋼的淬火組織,提高接頭的力學性能,或在不加大鍛壓力的條件下,防止裂紋和縮孔。
1.3 焊接熱的產出及影響因素
點焊時產生的熱量由下式決定:Q=IIRt(J)----(1)
式中:Q——產生的熱量(J)、I——焊接電流(A)、R——電極間電阻(歐姆)、t——焊接時間(s)
1.電阻R及影響R的因素
電極間電阻包括工件本身電阻Rw,兩工件間接觸電阻Rc,電極與工件間接觸電阻Rew.即R=2Rw+Rc+2Rew----(2)
當工件和電極一定時,工件的電阻取決與它的電阻率.因此,電阻率是被焊材料的重要性能.電阻率高的金屬其導電性差(如不銹鋼)電阻率低的金屬其導電性好(如鋁合金)。因此,點焊不銹鋼時產熱易而散熱難,點焊鋁合金時產熱難而散熱易.點焊時,前者可用較小電流(幾千安培),而后者就必須用很大電流(幾萬安培)。電阻率不僅取決與金屬種類,還與金屬的熱處理狀態、加工方式及溫度有關。
電極與工件間的電阻Rew與Rc和Rw相比,由于銅合金的電阻率和硬度一般比工件低,因此很小,對熔核形成的影響更小,我們較少考慮它的影響。
2.焊接電流的影響
從公式(1)可見,電流對產熱的影響比電阻和時間兩者都大。因此,在焊接過程中,它是一個必須嚴格控制的參數。
3.焊接時間的影響
為了保證熔核尺寸和焊點強度,焊接時間與焊接電流在一定范圍內可以相互補充。為了獲得一定強度的焊點,可以采用大電流和短時間(強條件,又稱硬規范),也可采用小電流和長時間(弱條件,也稱軟規范)。
電極壓力的影響
4.電極壓力對兩電極間總電阻R有明顯的影響,隨著電極壓力的增大,R顯著減小,而焊接電流增大的幅度卻不大,不能 影響因R減小引起的產熱減少。因此,焊點強度總隨著焊接壓力增大而減小。解決的辦法是在增大焊接壓力的同時,增大焊接電流。
5.電極形狀及材料性能的影響
由于電極的接觸面積決定著電流密度,電極材料的電阻率和導熱性關系著熱量的產生和散失,因此,電極的形狀和材料對熔核的形成有顯著影響。隨著電極端頭的變形和磨損,接觸面積增大,焊點強度將降低。
6.工件表面狀況的影響
工件表面的氧化物、污垢、油和其他雜質增大了接觸電阻。過厚的氧化物層甚至會使電流不能通過。局部的導通,由于電流密度過大,則會產生飛濺和表面燒損,因此徹底清理工件表面是保證獲得優質接頭的必要條件。
1.4 熱平衡及散熱
點焊時,產生的熱量只有一小部分用于形成焊點,較大部分因向臨近物質傳導或輻射而損失掉了,其熱平衡方程式:Q=Q1+Q2——(3)其中:Q1——形成熔核的熱量、Q2——損失的熱量
有效熱量Q1取決與金屬的熱物理性能及熔化金屬量,而與所用的焊接條件無關.Q1=10%-30%Q,導熱性好的金屬(鋁、銅合金等)取下限;電阻率高、導熱性差的金屬(不銹鋼、高溫合金等)取上限.損失熱量Q2主要包括通過電極傳導的熱量(30%-50%Q)和通過工件傳導的熱量(20%Q左右).輻射到大氣中的熱量5%左右.
2 常見的點焊缺陷判定標準
2.1 虛焊
通過鑿子、探測或破壞試驗沒發現在焊接區形成焊接扣或焊接區截面無熔核形成稱為虛焊,虛焊為不合格焊點。
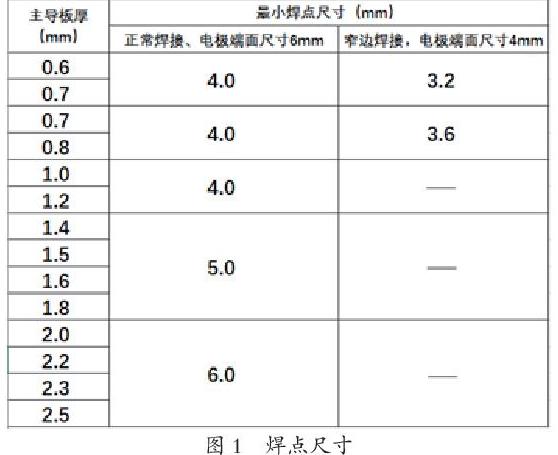
2.2 焊點寸
焊點尺寸D:垂直兩方向直徑的平均值。合格焊點應滿足:dmin 為最小焊點尺寸,它的取值見右表(圖1),計算公式為:
t為主導板厚,兩層或兩層板搭接主導板厚的確定如下:
⑴兩層板搭接:選薄的板厚;
⑵三層不同板厚的搭接:選第二薄的板厚;
⑶兩件或兩件以上板厚相同的兩層或三層板的搭接:選其中相同厚度的板厚。當焊點尺寸小于最小焊點尺寸時,判斷焊點熔核偏小,該焊點為不合格焊點。
2.3 焊接裂紋
有焊接裂紋的焊點為不合格焊點。
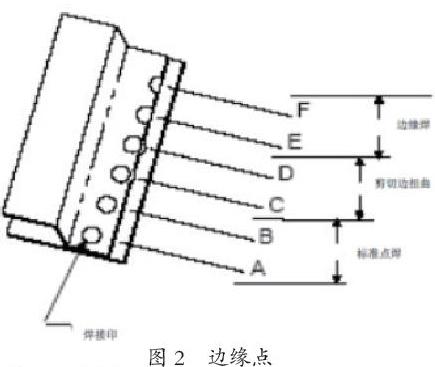
2.4 邊緣焊點(如圖2)
由電極壓痕產生的點焊印不能完全被零件邊包容的焊點為不合格焊點。(見圖示E和F)A-B標準焊點;C-D剪切變焊點;E-F邊緣點
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33
