HC軋機的軋輥橫移和彎輥的非對稱調整研究
2021-11-07 10:32:17王宏博
科技信息·學術版 2021年22期
王宏博
摘要:以分割模型函數法,建立HC軋機非對稱彎輥、非對稱橫移的計算模型,分析非對稱軋制中板凸度的控制特點,為HC軋機非對稱軋制板形控制特性分析提供了理論基礎。
關鍵詞:HC軋機 非對稱軋制 影響函數法 板凸度控制
1 前言
目前,板帶通常是在對稱條件下軋制,但由于來料凸度不對稱,軋后帶材產生浪形。因此通過分析非對稱軋制情況,開發了六輥HC軋機來解決對稱軋制產生的浪型板型問題。
HC軋機是在普通四輥軋機基礎上,在工作輥和支承輥的中間增加了一對可橫向移動的中間輥。對應不同寬度的帶鋼調整中間輥的橫移量,從而調節和工作輥的接觸長度,使其適應板寬變化。因其具有優異的板形和板凸度控制能力,在設計和理論方面發展很快,已被廣泛應用于冷軋和熱軋生產線中。
2 非對稱軋制輥系彈性變形理論模型的建立
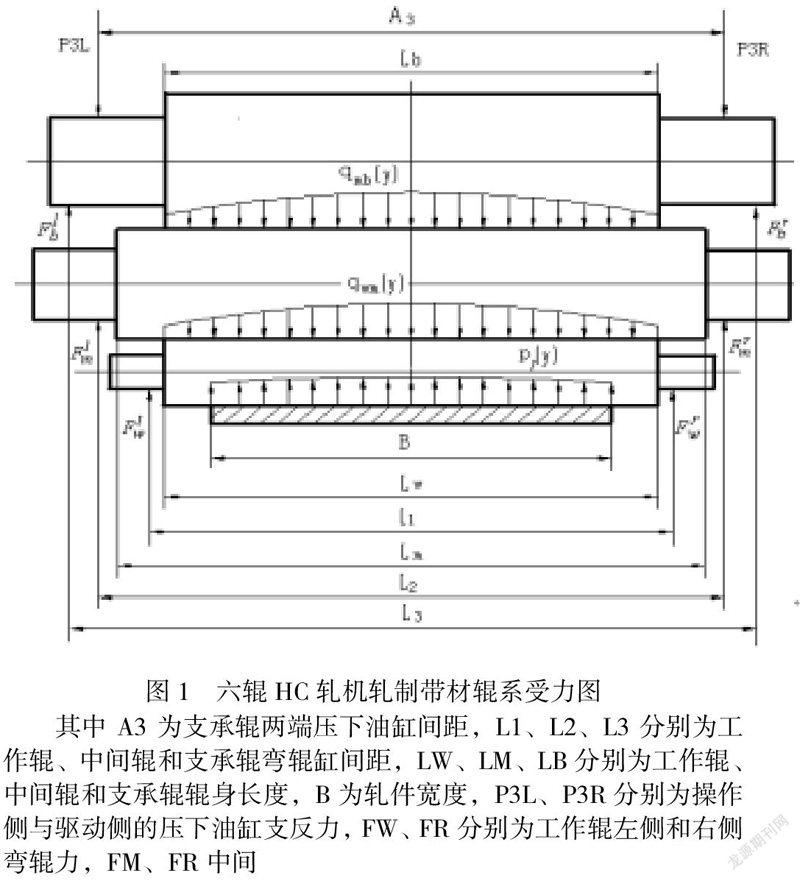
非對稱軋制中,如果在軋輥兩側施加不同的彎輥力,則引起軋輥兩側的非對稱變形,由于上下中間輥的橫移量可能不同而引起軋機結構及載荷對于板帶中心的不對稱,因此需要共同分析上輥系和下輥系的彈性變形,圖1為六輥HC軋機軋制帶材輥系受力圖。
其中A3為支承輥兩端壓下油缸間距,L1、L2、L3分別為工作輥、中間輥和支承輥彎輥缸間距,LW、LM、LB分別為工作輥、中間輥和支承輥輥身長度,B為軋件寬度,P3L、P3R分別為操作側與驅動側的壓下油缸支反力,FW、FR分別為工作輥左側和右側彎輥力,FM、FR中間
輥左側和右側彎輥力,FB、FR為支承輥左側和右側彎輥力,qmb(y)、qwb(y)分別為中間輥與支承輥、工作輥與中間輥間的單位寬度輥間壓力,Pl(y)為單位寬度軋制壓力。
3 金屬三維塑性變形
采用文獻[2]給出的條元變分法計算法建立金屬三維塑性理論模型,條元變分法是以軋制變形區為研究對象,將其劃分為許多縱向條元,根據最小能量原理,通過對單個條元的變分,由歐拉微分方程求得條元上出口橫向位移函數模式;再通過對整個變形區的變分,由一組線性方程直接求得條元節線上的出口橫向位移值,進而確定前張應力的橫向分布[3]。本方法計算簡便快速。關于冷軋窄帶和寬帶的前張應力橫向分布的計算結果與實驗結果吻合較好,證明了該理論模型的實用可靠性。
4 方程的求解及程序框圖
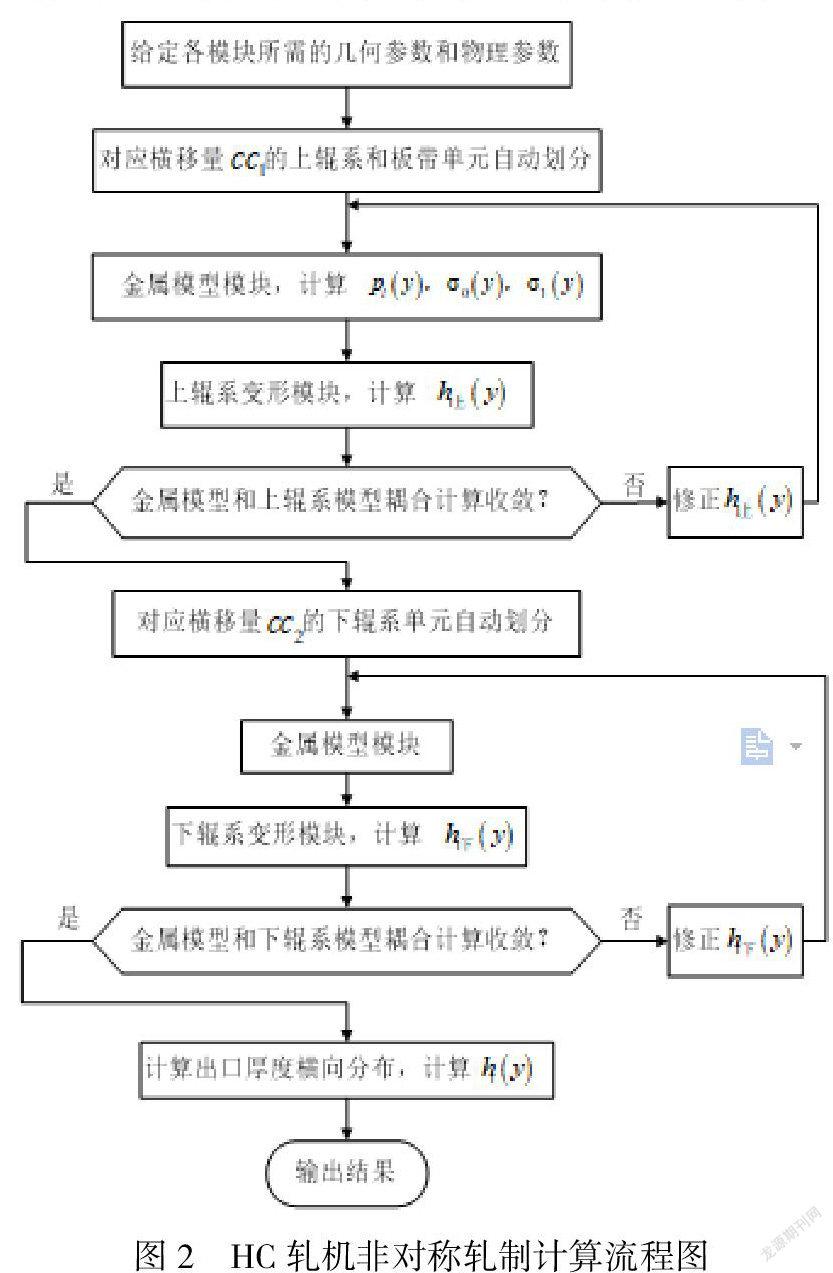
在金屬模型計算出軋制壓力橫向分布的條件下,可利用第二節輥系彈性變形部分的諸方程計算輥間壓力和輥系變形量。在板形分析數學模型中,金屬模型和輥系模型需要耦合求解。金屬模型的任務是確定單位寬度軋制壓力和前、后張力等的橫向分布。輥系模型的任務是在已知單位寬度軋制壓力橫向分布的條件下,確定單位寬度工作輥與中間輥之間的接觸壓力和中間輥與支承輥之間的接觸壓力的橫向分布,以及負載輥縫形狀即出口板厚的橫向分布,在耦合計算過程中,輥系變形模型為金屬模型提供負載輥縫橫向分布,而金屬模型為輥系變形模型提供單位寬度軋制壓力的橫向分布。通過迭代計算,軋件塑性變形與輥系變形便能得出符合實際的結果[5]。圖2為分割模型影響函數法計算流程圖。根據預設值系統自動進行單元劃分,進入金屬模型計算塊得出單位寬度軋制力,金屬模型分別與上輥系和下輥系模型迭代,
每迭代一次便產生一個帶材出口厚度橫向分布,如果該值與設定值偏差大于給定值,則進行修正,并進行重復計算,直至金屬模型和輥系模型耦合計算收斂,計算結束。計算過程中,上輥系模型和下輥系模型需分別迭代得出上、下出口厚度橫向分布值,最終計算得出非對稱軋制時總的出口厚度分布值。
5 計算結果及分析
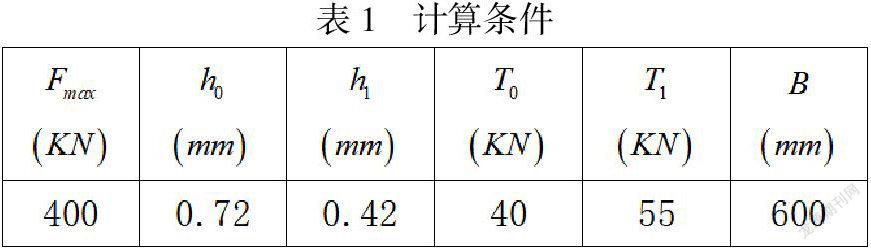
根據上述仿真及計算流程,對某900mm六輥HC軋機進行模擬計算,給出了非對稱彎輥和非對稱橫移分別作用及共同作用時的出口厚度橫向分布,計算條件見表1,軋件材質為低碳鋼,來料板形為對稱凸度分布,在研究非對稱彎輥時,中間輥和支承輥非對稱彎輥力計算結果與工作輥計算結果相同,因此計算過程中中間輥和支承輥彎輥力均設為零,中間輥橫移方向為左負右正。
當中間輥橫移量為0、工作輥彎輥力非對稱的時,隨著彎輥力的增大,輥縫逐漸趨于平整,輥縫凸度逐漸減小,并且彎輥力較大一側的輥縫值比彎輥力較小一側的輥縫值大且更趨于輥縫的平均值,非對稱彎輥的施加可以很好的控制輥縫形狀且效果明顯。
當工作輥彎輥力為0、上下中間輥非對稱橫移時,隨著中間輥橫移量的增大,輥縫凸度逐漸減小,非對稱橫移時,輥縫值在橫移量大的方向上較小,雖然中間輥橫移能改變輥縫凸度,但是改變的幅度并不大,而且移動距離受到板寬的影響,因此,僅靠中間輥橫移來控制板形效果并不理想。
當工作輥非對稱彎輥中間輥非對稱橫移共同作用下,工作輥彎輥力和中間輥橫移共同作用時,輥縫形狀和凸度得到了很大的改善,橫移量越大,彎輥力對輥縫的控制能力就越強,從而使較小的彎輥力配合適當的橫移量來達到較大的控制輥縫形狀的能力,避免過大的彎輥力對設備的危害。
6 結論
通過六輥HC軋機非對稱軋制的理論計算模型,計算軋輥橫移和彎輥非對稱調整的出口厚度橫向分布,并分析了非對稱軋制時板凸度的控制特點,為研究HC軋機非對稱軋制板形控制特性分析提供了理論基礎,而且為實際應用提供了理論依據。
參考文獻
[1]王國棟.板形控制和板形理論[M].北京:冶金工業出版社,1986:76-102
[2]劉宏民.三維軋制理論及其應用[M].北京:科學出版社,1999:284-302
[3]鄭振中.新型條元法及其對六輥CVC寬帶軋機軋制過程的仿真研究[D].[博士學位論文].秦皇島:燕山大學,1999:11-17
[4]彭艷.基于條元法的HC軋機冷軋機板形預設定控制理論研究及工業應用[D].[博士學位論文].秦皇島:燕山大學,2000:71-77
