大型船舶企業多功能焊接架的改進設計
2021-11-09 18:13:07王志鷗饒宜中陸新明
廣東造船 2021年5期
關鍵詞:改進
王志鷗 饒宜中 陸新明


摘? ? 要:為解決大型船舶企業焊接培訓量大及舉辦大型焊接技能競賽的需求,通過分析原焊接工裝架的實操使用情況,設計一種改進的多功能焊接架。實踐表明,此改進型工裝架便于調節和使用,精確度高,有效地減少了立體空間占用率,能滿足規范規定的板材及管材各種厚度、管徑及焊接位置的要求。
關鍵詞:焊接架;多功能;改進
中圖分類號:U671.81 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Improvement of Multifunctional Welding Jig in
Large Shipbuliding Enterprise
WANG Zhiou, RAO Yizhong, LU Xinming
( Guangzhou Shipyard International Company Limited,Guangzhou 511462 )
Abstract: In order to meet the demand of large amount of welding training and holding large welding skill competition in large ship building enterprises, a kind of multi-functional welding jig is designed and developed by analyzing the nature of practical usage of the welding tooling frame. The results show the jig is easy to adjust and use, has high accuracy, effectively reduces the utilization rate of three-dimensional space, and can satisfy the requirements of various plate and pipe thickness, diameter and welding position stipulated in the code.
Key words: Welding jig; Multi-functional; Improvement
1? ? ?前言
我司是大型船舶制造企業,作業人員流動大,每年焊接技能人員的培訓量達到2 000余人。原有的焊接工裝架,已不能滿足焊接技能培訓取證要求,也無法滿足焊接專業性研究、試驗、評定等工作的正常開展,更難以達到舉辦綜合性和大型焊接技能競賽交流活動的要求。
焊接工作是造船、鋼結構建造等重工行業的關鍵技術型工種,其技能水平和質量效果的提高都來自大量的研究、試驗、實踐及培訓取證認可工作。
影響焊接質量的因素很多,關鍵是要保證前期的研究試驗過程符合相關規范、標準的操作要求。本文通過前期的調研、試驗及實踐,將原有焊接工裝架進行改進,以達到可進行板材、碳鋼管及有色金屬管材的全位置焊接要求。
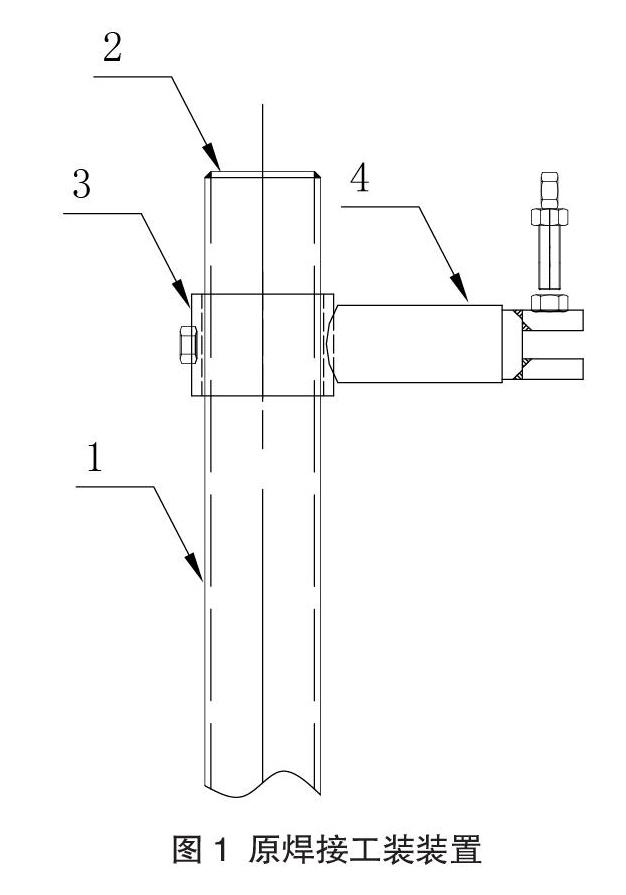
2? ? 原焊接工裝架裝置
原焊接工裝架裝置的功能比較單一,結構形式簡單,通用性和集成性功能不強(見圖1)。圖中:組件3與4組成可上下移動的夾持結構,但只能用于平焊和仰焊位置,對于立焊和橫焊需要更換另外的夾持機構;板材和管子的規格適用范圍不全面,可調角度范圍小,精準度難以保證,穩定性差,操作比較困難;在焊接板材厚度小于10 mm時,焊接位置的穩定性差;焊接中厚板板材時,處理焊縫接頭時位置和角度會不斷移動;因受上下夾具板和橫向寬度的限制,不能進行管子焊接;對于不銹鋼管、鎳銅管等有色金屬的焊接,需采用單面焊雙面成型的焊接方法,管內必須充氣保護底層焊縫,只能在夾具上再連接專用工裝,這會造成穩定性、可靠性、準確度大幅度下降。
原焊接工裝裝置只適用于一般的普通板材焊接技能培訓考試等工作,對新技術、新工藝、新材料的高要求研究試驗,存在較大困難,難以滿足目前船舶和鋼結構行業的焊接工藝研究、試驗評定和焊接技能培訓取證需求,也難以進行各種高等級的焊接技能競賽活動,且隨著新技術、新工藝、新方法、新材料的推廣應用日顯突出。
3? ? ?原焊接工裝架的改進設計
3.1? ?板材焊接的改進
板材的焊接主要有平、橫、立、仰四個焊接位置,因此可以將圖1中組件4設置成套管形式,小管端部為組件4的端部夾持試板位置,且小管可以360°旋轉,使得小管端部夾持位置可以實現板的不同的位置焊接,如圖2所示;增加可以旋轉的組件5,實現了四種主要焊接位置的自由變化。
3.2? ?管材焊接的改進
管材焊接主要有水平轉動、水平固定、垂直固定、傾斜45°固定等位置,因此需要對夾持位置進行改進:可以通過齒輪調節方式實現各種角度調節,但由于焊接時的飛濺容易落入齒輪導致齒輪旋轉空間限位,且焊接位置不需要各種角度的調節,因此采用可以設定三種角度的螺紋孔來調節固定,如圖3所示;增加組件6用來調節水平固定、傾斜45°固定、垂直固定三種主要位置的焊接。
3.3? ?主體結構的改進
根據以上所述,進行焊接工裝架的主體改進,并局部進行優化,形成最終的工裝架(見圖4)。
(1)連接主管可與立柱采用螺栓連接:支管與主管采用焊接方式剛性固定;支管端部開設4個卡槽,通過卡槽和單個螺栓與組件5進行連接,卡槽可以起到快速定位和限位作用;四個槽口與組件2相互對位,形成三個角度的連接;
(2)組件5由小套筒、封板和連接板組成:套筒上布置有兩處嵌塊,嵌塊居于套筒的12點和9點位置,套筒、封板和連接板采用焊接方式剛性固定;連接板上開有四個圓孔并與組件3活動臂使用螺栓連接,可以進行0°、45°、90°三種角度的連接;
(3)組件7由活動臂和夾頭組成:夾頭由4個小板組成,上夾板寬度為90 mm,下夾板規格分別為30 mm、45 mm;下夾板自由邊進行倒圓處理,兩塊夾板間距為15 mm,在上夾板上設置不同規格螺母,可以旋進螺栓對不同尺寸的板材管子進行夾持;采用分格卡槽和限位嵌塊裝置,能夠快速精準定位,保證穩定性和可靠性;進行倒圓處理的多齒設置和兩種規格的螺栓結構,能夠滿足板材穩定夾持,還能滿足對Φ40 mm以上管子的焊接需求;多孔連接板,能實現全位置和多角度的焊接使用要求;
(4)在立柱底端150 mm處增設200×100mm的槽鋼一條,用于焊接試件的調節定位和裝配;在連接管螺母對開半圓處增設一個Φ20 mm的管扣,用于對管內充氣保護管的固定。
3.4? ? 整套裝置的組成
整套焊接裝置由三個主要的連接組件組成:第1調節組件;第2調節組件;夾持組件。
(1)第1調節組件
包括立管和連接管。連接管的一端與立管的側壁垂直連接,立管和連接管的側壁上均開設有通孔,通孔上設置有固定螺母和匹配的螺栓;
(2)第2調節組件
包括:套管、封板、調節板、兩個固定螺栓及兩個固定螺母。套管的一端位于連接管內部,封板位于套管的另一端并封閉套管;調節板與封板垂直連接,并開設有至少三個與固定螺栓匹配的定位孔;
(3)夾持組件
包括:底板、上夾板、第一下夾板、第二下夾板、兩個固定螺栓和固定螺母。底板與調節臂垂直連接,上夾板、第一下夾板和第二下夾板均與底板垂直連接,固定螺母及固定螺栓設置在上夾板上;第一下夾板和第二下夾板采用固定間隔設置。第一下夾板和第二下夾板相互靠近的一側,設置有倒圓角;固定螺栓和固定螺母,分別與第一下夾板和第二下夾板相互對應位置進行設置;
詳細的組件結構如下:
(1)連接管遠離立管的一端開口,在端面上開設四個等間距設置的卡槽,套管的外壁上設有兩個可同時分別卡入兩個卡槽的限位塊,限位塊之間相距半個圓周或四分之一個圓周;限位塊的高度大于連接管的管壁厚度;固定螺栓均為活動螺栓;調節臂包括相互平行設置的第一調節臂和第二調節臂,調節板位于第一調節臂和第二調節臂之間;
(2)調節板上設定位孔四個,包括一個鉸接孔和三個調節孔。三個調節孔的中心與鉸接孔的中心的連線,分別與水平面呈0°、45°和90°夾角;
(3)立管和連接管側壁垂直連接:立管和連接管側壁上均開設有通孔,通孔上設置有固定螺母和匹配的螺栓;第二調節組件包括套管、封板、調節板,套管的一端位于連接管內部,封板位于套管的另一端并封閉套管,調節板與封板垂直連接并開設有至少三個與固定螺栓匹配的定位孔;
(4)調節臂由固定螺栓實現在調節板上的不同固定角度,可轉動的套管可實現調節板多種不同的固定角度;立管可套設在焊接場地的立柱上并通過固定螺栓固定在立柱上,從而使調節組件及夾持組件整體在高度上進行調節及在同一高度上進行轉動調節,因此可進行快速、多角度、多方位的調節;
(5)連接管端面上開設有四個等間距設置的卡槽,套管的外壁上設置有兩個可同時分別卡入兩個卡槽的限位塊,通過將兩個限位塊卡入特定的兩個卡槽內,可以實現套管與連接管的快速定位;兩個限位塊之間相距半個圓周或四分之一個圓周,由于卡槽的數量為四個且在圓周上等間距設置,兩個限位塊具有上述兩種可選的設置模式,均能起到良好的定位效果;限位塊的高度大于連接管的管壁厚度,因此限位塊可以凸出于卡槽,使定位效果更為穩固。
(6)定位孔的數量為四個,包括一個鉸接孔和三個調節孔。三個調節孔的中心與鉸接孔的中心的連線分別與水平面呈0°、45°和90°夾角,從而使調節臂可以呈三種不同的角度進行固定。根據工況要求,調節孔的數量可以為四個或以上,以實現更多的固定角度;
(7)夾持組件由活動臂和夾頭組成:夾頭由4個小板組成,其中上夾板寬度為90 mm,下夾板分別為30 mm、45 mm。下夾板自由邊進行倒圓處理,兩塊夾板間距為15 mm,在上夾板上設置不同規格螺母,可以旋進螺栓對不同尺寸的板材管子進行夾持;采用分格卡槽和限位嵌塊裝置能夠快速精準定位,保證穩定性和可靠性;進行倒圓處理的多齒設置和兩種規格的螺栓結構,能夠滿足板材穩定夾持,還能滿足對Φ40mm以上管子的焊接需求;多孔連接板能夠實現全位置、多角度工況下的焊接使用要求。
4? ? 改進后的焊接工裝架效果
本工裝的改進設計,實現了鋼結構焊接的國標要求及船級社規范等規定的4~26 mm厚度板材和管徑40~300 mm管子的焊接,可以覆蓋1G、2G、3G、4G、5G、6G、6GR的全位置焊接;設計的夾具分隔和嵌塊固定,實現管徑≥40 mm的全位置焊接需求,角度與位置調整靈活、效率高,穩定性強;末端的夾頭分為多齒并倒圓,能夠對不同規格的管子進行方便、有效的夾持;進行倒圓處理的多齒設置和兩種規格的螺栓結構,能夠滿足不同厚度板材穩定夾持;多孔連接板,能夠實現全位置和多角度的焊接要求使用。
5? ? 結論
本裝置通過多次調節,可以廣泛適應于從事船舶建造及鋼結構制造的焊接技術人員進行技能培訓考試、焊接工藝試驗評定和各項焊接實操技能競賽使用。其使用方法簡明快捷,效果明顯,耐用性和可靠性有保證,減少多余的各種工裝,降低了勞動強度,使用過程中的安全方面有保障。
參考文獻
[1]陳明.焊接工裝設計[M].北京:北京大學出版社,2014.
猜你喜歡
電腦知識與技術(2016年24期)2016-11-14 01:49:16
文理導航(2016年30期)2016-11-12 15:19:07
經營者(2016年12期)2016-10-21 09:36:17
現代經濟信息(2016年19期)2016-10-20 15:44:35
中國科技博覽(2016年18期)2016-10-19 07:16:43
商(2016年27期)2016-10-17 06:57:20
商(2016年27期)2016-10-17 05:02:12
大學教育(2016年9期)2016-10-09 08:09:53
科技視界(2016年20期)2016-09-29 13:36:14
企業導報(2016年8期)2016-05-31 18:48:53
