基于鋅鋁鎂鍍層的汽車前門內板成形工藝研究*
2021-12-18 13:38:16馬培兵袁新亮葉禁武
制造技術與機床 2021年12期
關鍵詞:工藝
蔣 磊 馬培兵 王 龍 孫 飛 袁新亮 葉禁武
(東風本田汽車有限公司新車型中心,湖北 武漢 430056)
耐腐蝕性能是決定車身整體質量的一項重要指標,對于濕度較大的沿海地區和氣候環境較為惡劣的鹽堿地區,車身的耐腐蝕性能會直接影響汽車的使用壽命[1-2]。為了改善車身的耐腐蝕性能,目前主要使用熱鍍鋅板(GI)或熱鍍鋅鐵合金板(GA)替代冷軋裸板作為車身覆蓋件材料[3-4]。近年來,隨著鋼鐵冶煉、軋制技術的進步以及汽車行業對于車身防腐性能要求的提高,多種新型合金鍍層材料應運而生。在眾多新型合金鍍層材料中,鋅鋁鎂鍍層材料(ZAM)在車身覆蓋件上的應用最為廣泛[5-6]。
ZAM板是在傳統GI板的基礎上對鍍層成分進行改良,加入少量的Al、Mg等合金化元素而研發的一種新型材料。鍍層組織由Zn相、Zn/MgZn2二元共晶相和Zn/Al/MgZn2三元共晶相這3種形態構成[7-8],鍍層成分中,鋁含量為1%~3%,鎂含量為1%~2%,其余為鋅元素。與傳統GI、GA板相比,ZAM板提升了鍍層的耐磨損和抗劃傷性能,改善了鍍層的摩擦及粘滑特性,使材料的拉延成形能力、抗化學腐蝕性能更加優良,能夠適應比GI、GA板更加惡劣的腐蝕工況,可減少零件的后續防腐和防護處理。在防腐標準不變的條件下,ZAM鍍層可在一定程度上減薄,節約Zn用量30%以上[9-10],從而減少汽車工業對于Zn資源的消耗,材料成本也更加低廉。因此,ZAM板這種更為經濟環保的新型合金鍍層材料在汽車工業領域有著廣闊的應用前景。
對于汽車前門內板的成形工藝,諸多學者運用數值模擬技術進行了一系列的研究。焦欣[11]等針對車門內板成形過程中出現的局部開裂問題,通過綜合應用試驗法和AutoForm有限元仿真技術,基于正交試驗法對沖壓工藝參數進行優化,解決了前門內板拉延開裂缺陷。龔志輝[12]等通過仿真計算獲取成形后焊縫線與設計焊縫線各自對應離散點之間的偏差,并依據偏差值對坯料焊縫線離散點進行相應的偏移,從而將差厚板前門內板的焊縫線偏差控制在很小范圍內。王輝[13]等采用正交試驗設計、數值模擬和多目標優化相結合的方法,對拉延工藝參數及工藝刺破刀高度進行了優化,改善了前門內板開裂和起皺缺陷。劉麗娟[14]根據前門內板產品造型特性,設計了穩健的沖壓工藝方案,并利用AutoForm軟件進行了驗證分析,得到了具有一定成形裕度的合格零件。徐肖[15]等針對某車型前門內板起皺的問題,利用CAE分析與現場調試相結合的方式對起皺原因進行分析,并通過調整凸凹模加工間隙、延遲刺破刀刺破時間,解決了前門內板起皺問題。
上述研究主要集中于對GI或GA材前門內板的成形仿真及工程應用,而對于ZAM材在前門內板上的應用研究尚無文獻提及。因此,本文通過數值模擬和試模驗證相結合的方法,成功將ZAM板在某量產車的前門內板上進行了替代應用。借助AutoForm軟件對該前門內板進行ZAM材替代GA材的可行性研究,根據兩種材料成形結果差異優化成形工藝參數,最終解決了該前門內板在量產過程中開裂、拉毛和脫鋅頻發的問題。
1 工藝分析
選取筆者公司某量產SUV車型前門為研究對象,其幾何模型如圖1a所示。產品外輪廓尺寸為1 125 mm×176 mm×810 mm,采用差厚板進行沖壓成形,厚板側料厚t1=1.2 mm,薄板側料厚t2=0.7 mm。厚、薄板材質相同,均為DC54D-ZF,屬于一種深沖用GA板,內、外表面均為鋅鐵合金鍍層,鍍層重量為45 g/。厚、薄板材料以下型為基準進行偏置拼焊,拼焊示意圖如圖1b所示。

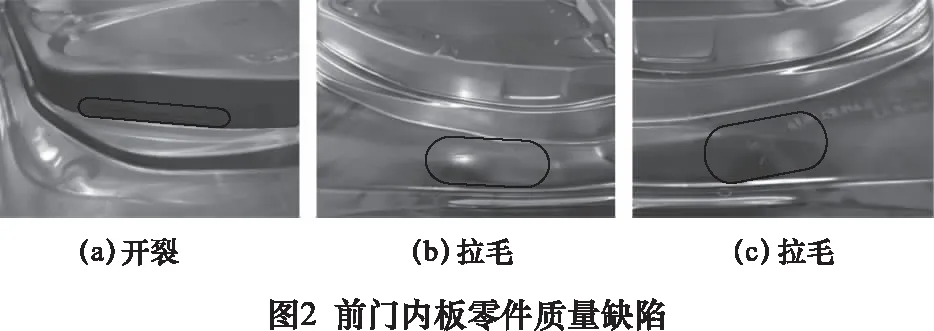
前門內板由于成形深度大、特征圓角多,拉延成形時極易產生開裂、拉毛及脫鋅等質量缺陷,如圖2所示。受工藝參數波動和材料批次差異的影響,開裂、拉毛和脫鋅等質量缺陷會在量產過程中頻頻發生,從而導致零件額外報廢、生產效率降低。
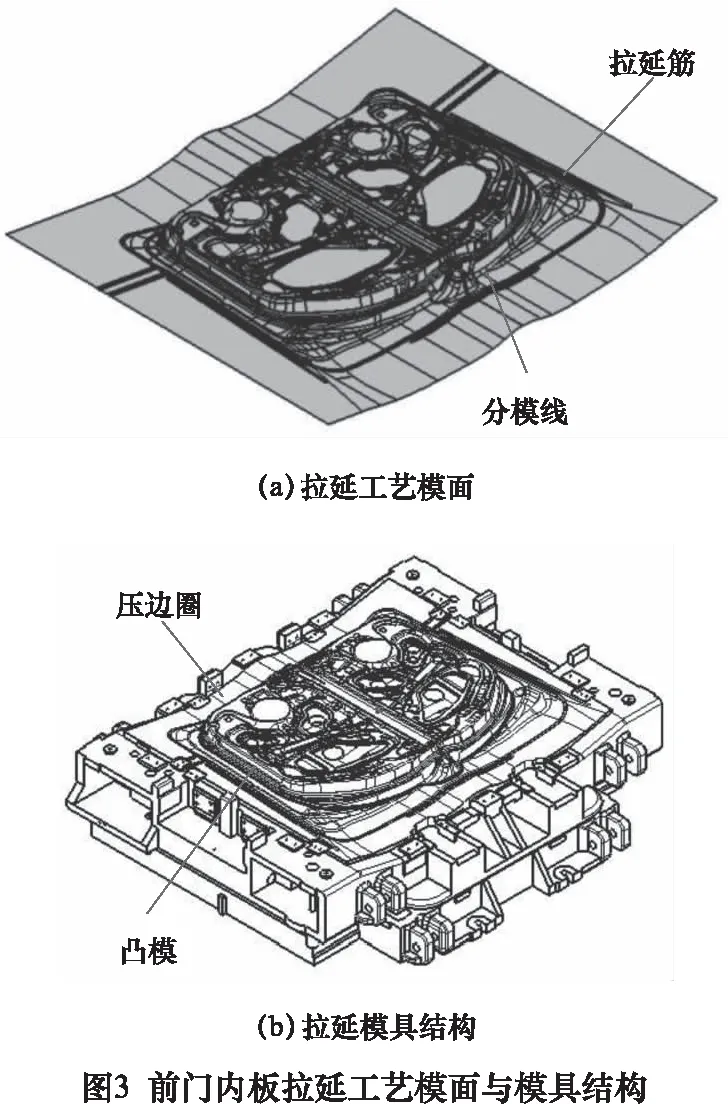
考慮到左、右件結構對稱的特點,為了便于拉延成形,本文所研究的前門內板采用了一模雙件的成形工藝方案。與單獨成形相比,成雙工藝可以減少沖壓模具數量,削減沖壓模具成本。對于汽車覆蓋件,后工序整形量越大,材料失穩和尺寸精度就越難以控制。因此,在成形工藝條件允許的前提下,應將盡量多的產品型面在拉延序一次成形。該前門內板除分模線區域的圓角為過拉延外,其余所有特征圓角均為直接拉延成形。拉延工藝模面和模具結構與圖3所示。
2 有限元分析
2.1 材料參數
前門內板用于替代GA板的ZAM板材料牌號為DC54D-ZAM,基體材質與GA板相同,僅在鍍層成分和重量上存在差異。由于ZAM板方法性能更好,因此,同等規格的材料,ZAM鍍層更薄。本文所用到的ZAM板內、外表面均為鋅鋁鎂合金鍍層,鍍層重量為35 g/。有限元分析所需要的GA板和ZAM板材料性能參數如表1所示。
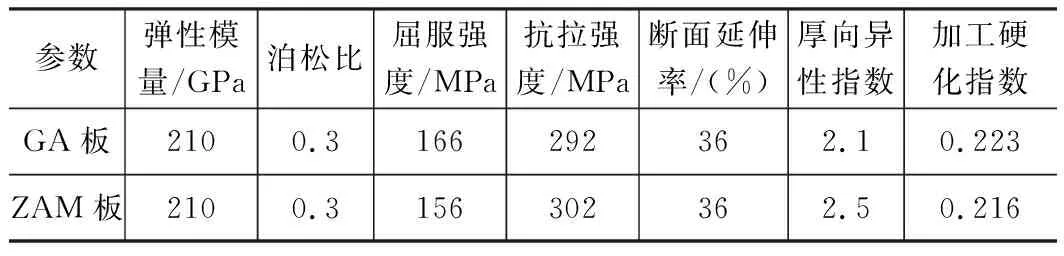
表1 GA板和ZAM板材料性能參數
傳統GA板與ZAM板的材料屈服面模型均為Hill-48,主要差異為材料硬化曲線類型。GA板一般采用應力應變曲線來定義硬化曲線,而ZAM板則需要選用基于Swift&Hockett-Sherby公式擬合的材料硬化曲線。Swift&Hockett-Sherby硬化曲線公式如下所示:
(1)
式中:σ為真實應力;α=0~1為混合權重因子;C為Swift材料常數、強度系數;εpl為等效塑性應變;ε0為Swift材料常數、初始屈服應變;m為Swift材料常數、應變硬化指數;σSat為Hockett-Sherby材料常數、流動應力飽和值;σi為Hockett-Sherby材料常數、初始屈服應力;p為Hockett-Sherby材料常數、流動應力飽和指數。
在AutoForm R7材料參數庫中,對于DC54-ZAM,寶鋼基于試驗數據對各項參數進行了定義,具體數值如表2所示。

表2 DC54-ZAM成形仿真材料參數
2.2 有限元模型
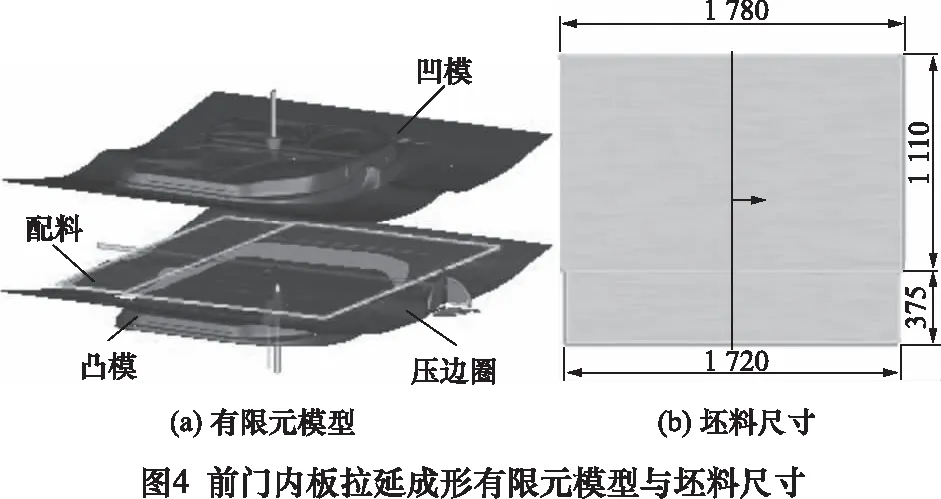
將前門內板拉延工藝模面和坯料線分別以IGS格式導入AutoForm軟件,建立如圖4a所示的有限元模型,該有限元模型包含凸模、壓邊圈、凹模和坯料,坯料形狀、尺寸如圖4b所示。根據實際工況條件,將沖壓速度設置為300 mm/s,摩擦系數設置為0.15,壓邊力設置為1 200 kN,壓邊圈行程設置為150 mm,工程階段選擇計算精度最高的“FV(final validation)”。
2.3 數值模擬結果
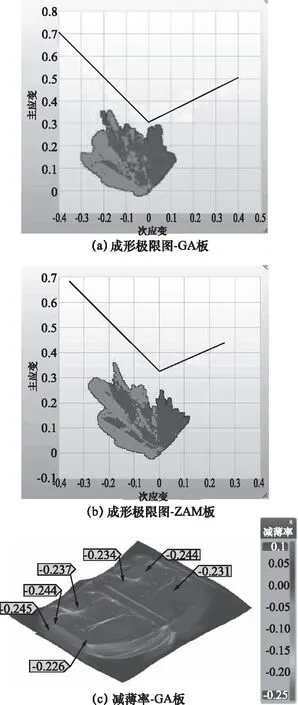
利用前門內板拉延成形有限元模型在AutoForm軟件中分別進行基于GA板和ZAM板的成形數值模擬,并通過成形極限圖、減薄率、最大失效、表面缺陷高度、材料流入量以及磨損失效極限沖次對兩種材料的拉延成形效果進行對比。兩種材料拉延成形數值模擬結果如圖5所示。由圖5a、5b可知,ZAM板比GA板的成形安全裕度更大。由圖5c可知,GA板最大減薄率為24.4%,雖然小于25%的材料減薄極限,但已超出20%的安全范圍,一旦工藝參數或材料性能發生波動,則極易產生開裂;由圖5d可知,ZAM板最大減薄率為19.1%,處于安全范圍以內,說明ZAM板相對于GA板開裂風險更低。由圖5e可知,GA板最大失效為0.891,超出最大失效需小于0.8的判斷標準,存在一定開裂風險;由圖5f可知,ZAM板最大失效為0.631,滿足最大失效判斷標準,說明ZAM板相對于GA板更不容易發生開裂。由圖5g可知,GA板最大表面缺陷高度為-0.189 mm,符合表面缺陷高度需在±0.2 mm以內的要求,零件產生起皺的風險較小;由圖5h可知,ZAM板最大表面缺陷高度為-0.445 mm,不滿足表面缺陷高度在±0.2 mm以內的要求,零件存在起皺風險,說明ZAM相對于GA板更容易發生起皺。由圖5i、5j可知,ZAM板比GA板的材料流入量更大,說明ZAM板相對于GA板有著更好的材料流動性。由圖5k、5l可知,在沖壓模具材料以及表面處理方式一致的條件下,ZAM板比GA板的磨損失效極限沖次數更大,說明ZAM板相對于GA板抗磨損性能更好,零件更不容易發生拉毛以及脫鋅。
綜合分析前門內板分別基于GA板和ZAM板的拉延成形數值模擬結果差異可知,與GA板相比,在同等工況條件下,ZAM板材料流動性能和抗磨損性能更好,在拉延成形過程中能夠適應更大的工況波動,能夠有效降低零件拉延開裂風險以及拉毛和脫鋅的發生頻次。此外,由于ZAM板在拉延成形過程中更容易向凹模內流動,材料失穩趨勢更加顯著,從而導致在工藝參數不變的情況下,ZAM板比GA板更容易產生起皺。
3 工藝參數優化
數值模擬結果表明,前門內板材料由GA板切換為ZAM板后,拉延成形的安全裕度顯著提升,開裂、拉毛、脫鋅問題得以解決,但同時也帶來了起皺問題。因此,不能直接對材料進行切換,需要對沖壓模具或工藝參數進行調整。由于該前門內板已經批量生產,無法采用沖壓模具型面改修這種周期長、風險高的優化方案,只能通過調整工藝參數來解決起皺問題。
起皺是汽車覆蓋件沖壓成形過程中常見而又難以解決的問題。根據塑性變形理論,板料在厚度方向上的狀態極不穩定,當所受到的壓應力超出臨界值時,板料在厚度方向無法維持穩定的塑性變形,從而產生壓縮失穩。在實際生產中,影響起皺的工藝參數包括壓邊力、進料阻力和摩擦系數。進料阻力的大小由拉延筋決定,摩擦系數由沖壓模具表面處理方式以及板料清洗方式決定,對于量產沖壓模具這兩項工藝參數基本不做調整。因此,解決起皺最方便快捷、又不會對量產沖壓模具和生產設備造成影響的方法就是調整壓邊力。
增大壓邊力不僅可以增加材料向凹模內的流動阻力,還能增大材料的拉伸變形、減小切向壓應力,從而在一定程度上降低材料的失穩趨勢。為了能夠得出基于ZAM材的前門內板拉延成形的最佳壓邊力,在保持沖壓速度為300 mm/s,摩擦系數為0.15,壓邊圈行程為150 mm的條件下,將壓邊力設計為單一變量因素進行虛擬實驗。變量區間設計為1 300~1 700 kN,以100 kN為增量,從1 300 kN開始逐步增大壓邊力至1 700 kN,并分別進行拉延成形數值模擬。由于材料減薄率與壓邊力呈正相關變化,當壓邊力增大到一定程度時,會導致材料超出拉伸極限,從而產生開裂。因此,選擇最合理的壓邊力需要綜合考慮表面缺陷高度和減薄率。不同壓邊力條件下ZAM材前門內板的表面缺陷高度及減薄率數值模擬結果如圖6所示。
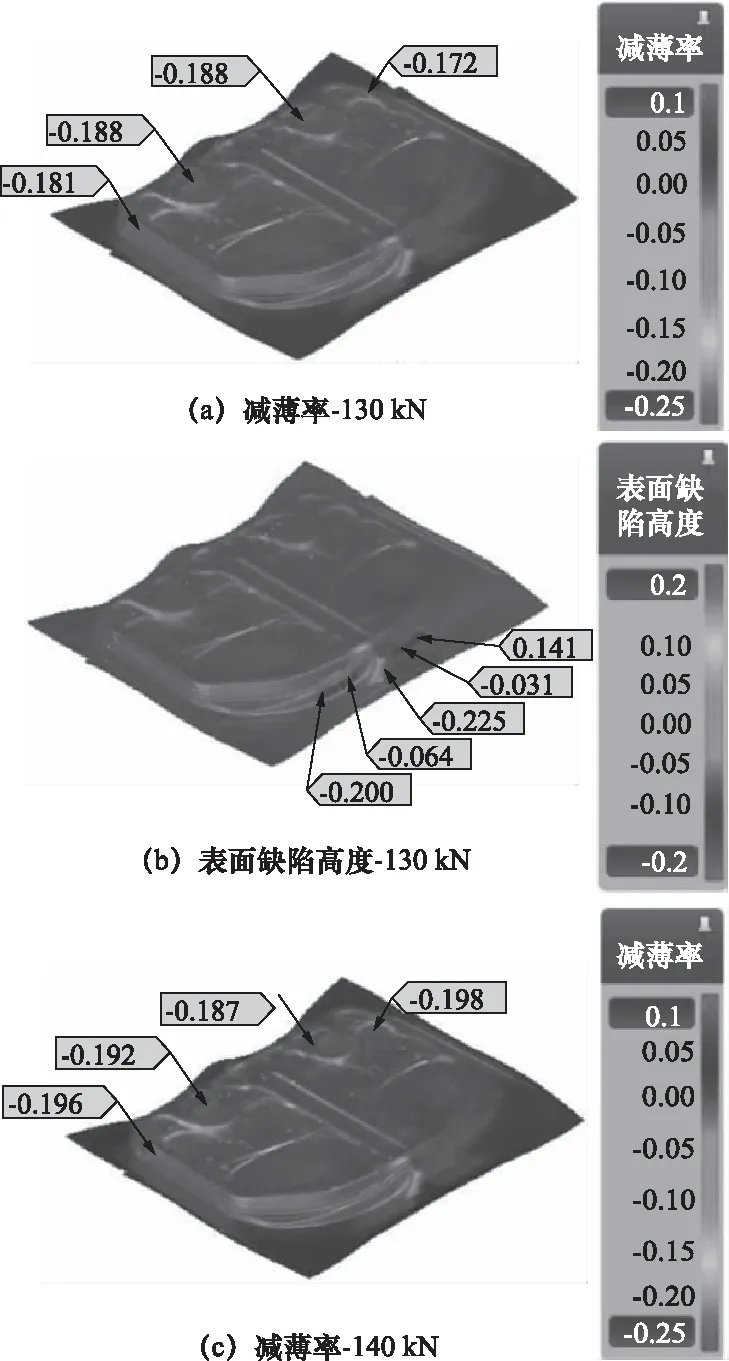
對圖6所示的不同壓邊力工況條件下數值模擬結果進行分析,得出壓邊力對ZAM材前門內板拉延成形質量的影響如表3所示。
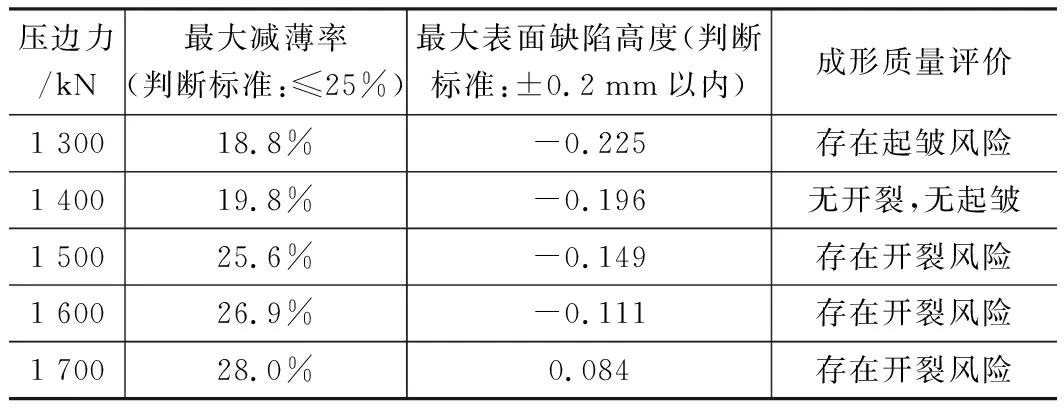
表3 壓邊力對拉延成形質量的影響
由表3可知,當壓邊力小于1 300 kN時,存在起皺風險;當壓邊力大于1 500 kN時,存在開裂風險。隨著壓邊力的增加,最大減薄率呈逐漸增大趨勢,而最大表面缺陷高度則呈逐漸減小趨勢。對比可知,滿足ZAM材前門內板拉延成形質量,保證零件不開裂、起皺的最佳壓邊力為1 400 kN。
4 試驗驗證
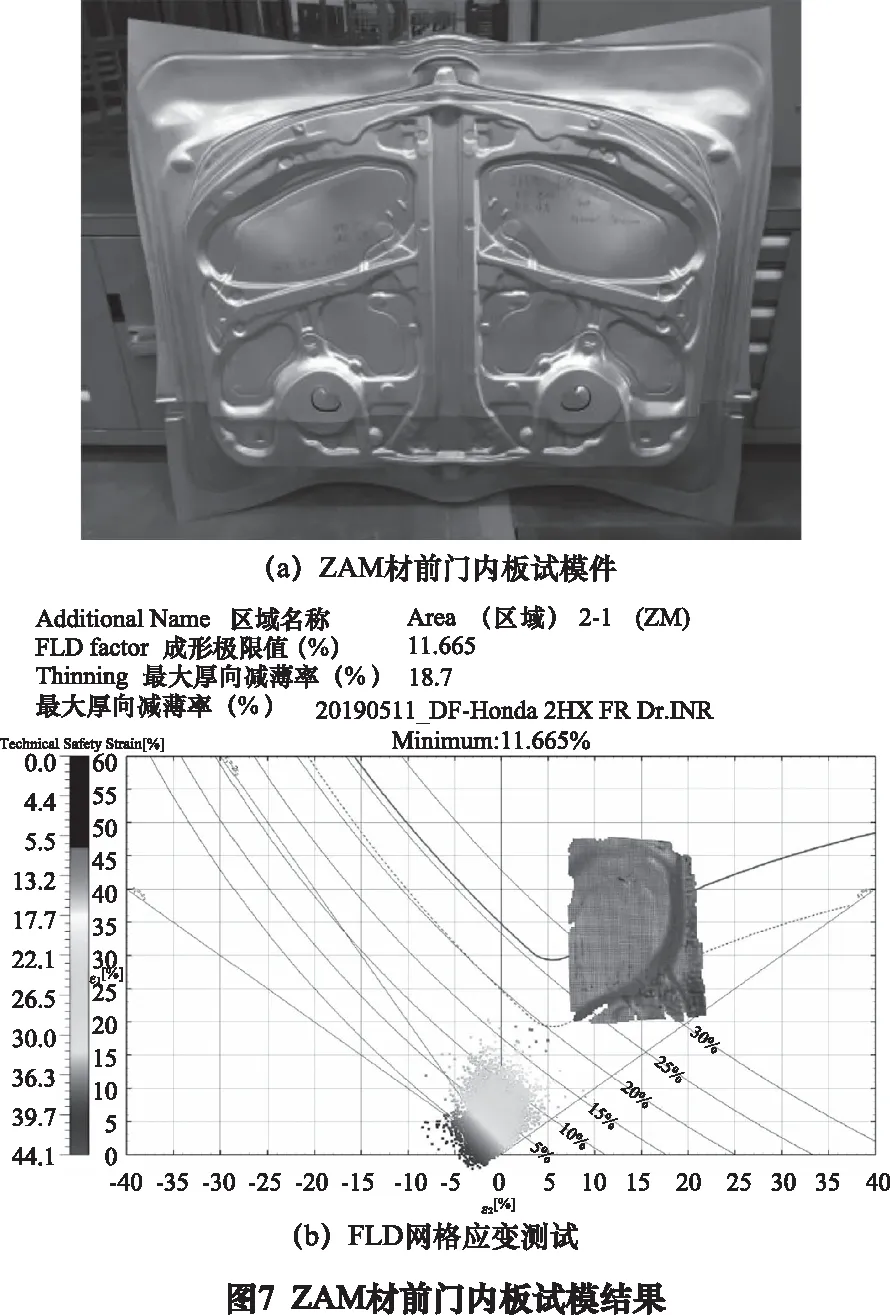
按照基于ZAM板的拉延成形數值模擬結果對前門內板進行試模驗證,試驗選用額定能力為24 000 kN的機械壓力機,工藝參數與最終優化后的仿真數據保持一致。首次試模即獲得無開裂、起皺、拉毛以及脫鋅的合格零件,所獲得的試模件如圖7a所示。為了驗證ZAM材前門內板拉延成形數值模擬結果的準確性,在試模過程中還進行了FLD等效網格應變測試,經計算得出試模件最大減薄率位于厚、薄板拼焊線附近,該部位實際減薄率為18.7%,如圖7b所示,與數值模擬結果基本吻合。
基于試模結果對前門內板材料進行切換,批量生產驗證發現,材料切換為ZAM板后,前門內板生產過程中開裂、拉毛、脫鋅等質量缺陷的發生頻次大幅降低,有效地削減了成本浪費,提高了生產效率。
5 結語
(1)利用AutoForm軟件分別對GA材前門內板和ZAM材前門內板拉延成形過程進行了模擬,研究了鋅鐵合金鍍金與鋅鋁鎂合金鍍層對前門內板成形質量影響的差異,結果表明,鋅鋁鎂合金鍍層比鋅鐵合金鍍層有著更好的材料流動性能和抗磨損性能,采用ZAM板可提高材料的成形安全裕度。
(2)通過單變量因素試驗法,優選出ZAM材前門內板拉延成形最為合理的壓邊力,解決了前門內板材料由GA板切換為ZAM板所帶來的起皺問題,試驗表明,在其他工藝參數不變的條件下,ZAM板獲得合格成形質量所需的壓邊力比GA板更大。
(3)運用數值模擬與試模驗證相結合的方法,驗證了ZAM板在汽車前門內板上工業化應用的可行性。研究表明,ZAM板可直接應用于前門內板的沖壓成形,無需對沖壓模具進行調整,在拉延成形過程中,鋅鋁鎂合金鍍層能夠與基體保持牢固的連接,未出現鍍層剝落現象,對于ZAM板在汽車行業的進一步擴大應用有一定指導意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52