基于機械挺桿復合磨削浮動薄膜夾具的設計*
2021-12-18 13:38:16武亞平李妙玲
制造技術與機床 2021年12期
關鍵詞:變形
武亞平 孟 瑾 李妙玲
(洛陽理工學院機械工程學院,河南 洛陽 471023)
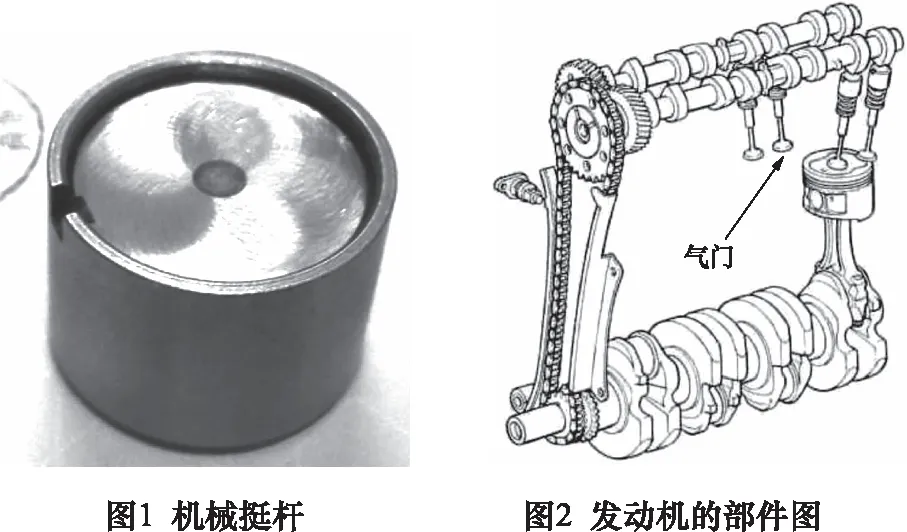
挺桿是汽車發動機配氣機構的重要組成部分。機械挺桿的實物如圖1所示。挺桿的一端與凸輪接觸,另一端與氣門接觸。它的作用是將凸輪的推力傳給氣門[1],如圖2所示。在挺桿的底端的內孔里裝有調整墊片,可滿足氣門的間隙要求。而底端的內圓及端面的加工精度直接影響到調整墊片的使用壽命。現有的加工方法很難保證其尺寸公差和形位公差的要求。本文采用一種全新的浮動薄膜夾具,能解決以上存在的問題。
1 技術要求與工藝分析
1.1 技術要求
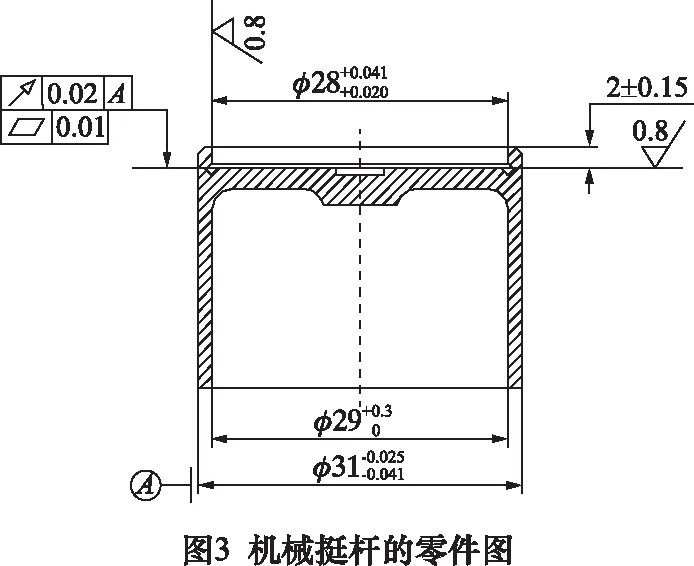
機械挺桿的零件圖如圖3所示。材料為20Cr,滲碳處理。磨削加工時硬度約為60 HRC,為熱處理后進行精加工。底端裝有調整墊片,與凸輪接觸。口端與氣門機構聯接。本工序主要是磨削φ28 mm的內孔(上偏差為+0.041 mm,下偏差為+0.020 mm,7級精度)和粗糙度為0.8 μm的端面,為復合磨削。同時還要保證φ28 mm的尺寸公差和端面的跳動公差。該零件屬于薄壁類零件,壁厚為1 mm。在機械加工過程中很容易發生彈性變形,且口端比底端變形量大[2]。磨削結束后,工件回彈,很難保證垂直度的要求。
1.2 工藝分析
在磨削加工之前,口端的外圓和內孔已加工完成。待加工部位是底端的內孔和端面。應選擇口端的已加工部位作為定位基準。這樣可保證在一次裝夾的過程中,實現底端的內孔和端面的同工位加工,從而保證形位誤差。
對于這種薄壁零件的磨削,國內外很多學者都做過相關研究:趙東宏等人[3]設計了多點式環形夾具,通過增加夾具和工件的接觸點來減小工件的變形;鄧吟等人[4]通過有限元仿真分析,根據變形趨勢來選擇最優的裝夾方式;杜威等人[5]對夾具進行改進,在芯軸的凸塊上安裝螺紋頂絲,限制徑向自由度;杜海清等人[6]通過油泥填充的方式來提高薄壁零件的系統剛性。針對以上問題,本文提出了一種浮動薄膜夾具。該夾具在底端采用硬點支撐、在口端采用浮動支撐。使夾緊點處的摩擦系數增大,從而降低了薄壁類零件的夾緊變形,提高挺桿的加工質量。可實現端面和內徑表面的同時加工,提高生產效率。
2 浮動薄膜夾具的結構原理
浮動薄膜夾具又稱膜片定心夾具,是利用薄膜卡盤受推力后產生均勻彈性變形,實現對工件的自動定心和夾緊,結構見圖4。工件底端采用硬點支承,口端采用浮動支承。這樣既可避免過定位,同時可減小彈性變形。這種夾具結構簡單,具有較高的定心精度。裝夾工件迅速,定位可靠。安裝時,先用內六方螺釘9將頂塊10和定位塊8裝在薄膜卡盤1上。定位塊8的螺紋孔中裝有螺桿3。定位塊8和螺桿3采用螺紋聯接,可調節螺桿3的軸向位置。螺桿3的右端面是球形,與工件口端的凸臺為點接觸,可實現對工件的軸向定位。而且,工件在軸向的位置可通過螺桿3來調整。工件的徑向定位通過薄膜卡盤1上的緊固螺栓2和6來實現。緊固螺栓2采用的是浮動夾緊方式,緊固螺栓6采用的是硬點夾緊方式。

硬點夾緊,就是緊固螺栓6和工件5之間的定位為金屬與金屬的接觸,這種定位方式摩擦系數較小。但在對工件5進行磨削時需要較大的夾緊力,這樣會導致因夾緊力大而使工件5變形。而緊固螺栓2與工件5之間的定位改進為浮動夾緊,即在緊固螺栓2的接觸點為非金屬材質(如聚氨酯),這樣可以增大摩擦系數,減小工件5在磨削時的變形[7]。如果緊固螺栓2和6都采用硬點夾緊,這樣會導致工件過定位,而且會變形,工件外圓的圓柱度就無法保證。而底端采用硬點支承,口端采用浮動支承,這樣就有效地解決了過定位問題,既不會使工件變形,同時也保證了工件5與薄膜卡盤1的同軸度。

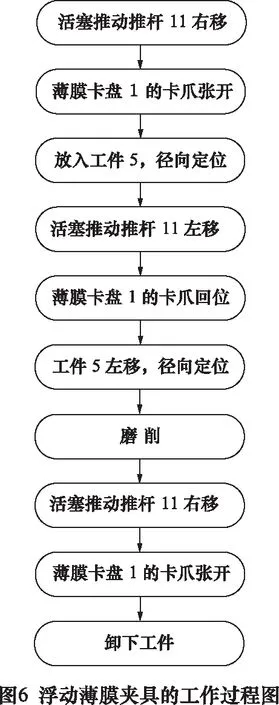
該夾具的工作過程如圖6所示。在進行工件的裝夾時,油缸的活塞桿有一個向右的水平推力,通過推桿11作用在頂塊10上。薄膜卡盤1在這個推力下會發生彈性變形,右端張開,夾緊工件。推桿11左移,薄膜卡盤1回位,并推動工件5左移,保證工件5的內凸臺與螺桿3的右端接觸,完成軸向定位。磨削完成后,推桿11再向右運動,薄膜卡盤1的右端再次張開,將工件卸下。浮動薄膜夾具的使用,既保證了工件的正確裝夾,又能在同一個工位完成對內孔和端面的復合磨削,滿足設計要求。
3 夾具的關鍵零件設計
薄膜卡盤1是該夾具的最關鍵的零件,結構如圖7所示。為了使薄膜卡盤有足夠的彈性,裝卸工件時能快速地收縮和脹開,在軸向開了4個(或6個,偶數個)均布的等分長槽。當薄膜卡盤受到活塞桿向右的水平推力時,套筒上的4片會脹開,從而實現對工件的裝卸。如果等分槽切割不均勻,4個彈片的變形會有差異,導致和工件的接觸不均勻。彈性部分頻繁地脹開和收縮,為了防止斷裂或產生永久變形,彈性套要有足夠的韌性、耐磨性和抗疲勞性。所用材料為40Cr,淬火處理,硬度為43~48 HRC。
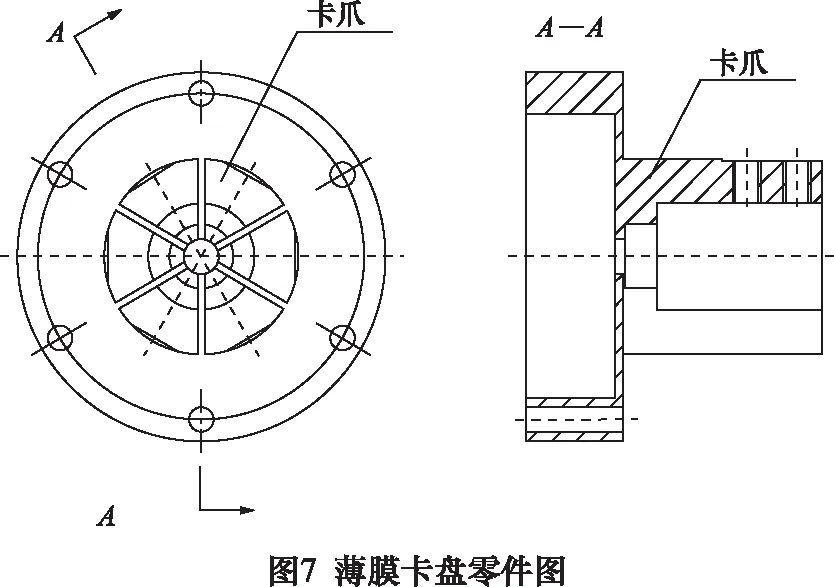
薄膜卡盤1是該夾具的關鍵零件,加工精度必須達到圖紙要求。當薄膜卡盤全部加工完成后,再切槽。在進行挺桿的磨削時,要先裝工件,再夾緊。當磨床不工作時,薄膜卡盤1應處于非工作狀態,防止卡爪產生永久變形。
4 結語
本文所設計的浮動薄膜夾具,主要適用于機械挺桿等類似結構的薄壁零件。該夾具在挺桿底端采用硬點支撐、在口端采用浮動支撐。使夾緊點處的摩擦系數增大,從而降低了薄壁類零件的夾緊變形,提高挺桿的加工質量。可實現端面和內徑表面的復合磨削。工件在裝卸時快速方便,定心精度、重復定位精度高。且夾具成本低,使用壽命長,較好地解決了薄壁零件在加工時易變形、重復定位精度差的難題。最終能保證零件的尺寸公差和形位公差,滿足了產品的使用性能。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36