FANUC數(shù)控系統(tǒng)位置壓力控制功能的實(shí)現(xiàn)及其在伺服壓力機(jī)中的應(yīng)用*
2021-12-18 13:38:18戈海龍李文龍李慶卓
制造技術(shù)與機(jī)床 2021年12期
戈海龍 李文龍 李慶卓 成 巍
(齊魯工業(yè)大學(xué)(山東省科學(xué)院)激光研究所,山東 濟(jì)寧 272000)
壓力機(jī)是金屬成形行業(yè)中常見(jiàn)設(shè)備,位置和壓力是壓力機(jī)的兩項(xiàng)重要指標(biāo)。在裁切或沖孔壓力機(jī)中,保證生產(chǎn)效率的同時(shí)對(duì)下死點(diǎn)位置控制精度要求較高。在汽車覆蓋件等拉伸成形場(chǎng)合,在保證零件拉伸比的同時(shí)為避免拉裂起皺,需在不同的拉伸位置施加不同的壓力,對(duì)壓力控制精度要求較高[1]。隨著汽車輕量化的提出,熱成形高強(qiáng)鋼零部件在汽車中的占比越來(lái)越高,長(zhǎng)時(shí)間保壓是熱成形工藝的重要步驟,零件受到熱脹冷縮效應(yīng)影響,厚度稍微變化,壓力機(jī)需根據(jù)零件厚度變化保持微小位移隨行以保證壓力穩(wěn)定[2-3]。
目前,兼具位置及保壓功能的壓力機(jī)一般為液壓機(jī),它以液壓油作為動(dòng)力傳輸介質(zhì),液壓油壓縮比受溫度變化影響,一定程度上影響壓力機(jī)控制精度。熱成形工藝涉及高溫高熱,具有一定安全隱患。伺服壓力機(jī)以伺服電機(jī)作為動(dòng)力源,機(jī)械傳動(dòng),具有精度高、可控性好、節(jié)能及易維護(hù)等特點(diǎn),被越來(lái)越多的汽車制造商所應(yīng)用。FANUC PMI-A是一種應(yīng)用于工業(yè)機(jī)械的數(shù)控系統(tǒng),具有壓力位置控制功能,在伺服壓力機(jī)上通過(guò)相關(guān)參數(shù)設(shè)定及程序控制,即可實(shí)現(xiàn)位置及壓力靈活控制,滿足包括熱成形保壓工藝在內(nèi)的位置及壓力控制需求[4]。
1 壓力位置控制功能原理
FANUC壓力位置控制功能原理如圖1所示,同時(shí)給壓力機(jī)位置和壓力控制指令,壓力機(jī)從初始位置下行,模具未合模時(shí),壓力反饋為零,系統(tǒng)處于位置控制模式。壓力機(jī)合模建壓,壓力開(kāi)始增大,增到一定值時(shí),切換為壓力控制模式,位置指令被忽略,實(shí)際壓力到預(yù)設(shè)值后開(kāi)始保壓。若保壓階段壓力指令發(fā)生變化,系統(tǒng)調(diào)整電機(jī)位置以跟蹤新的壓力指令。壓力機(jī)回程過(guò)程中,位置指令減小,減至一定值時(shí),系統(tǒng)切換為位置控制模式,跟蹤位置指令,至模具脫模,且滑塊最終回至初始位置。
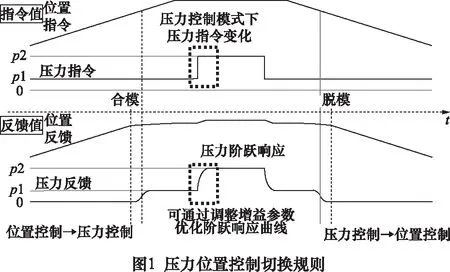
需要說(shuō)明的是,在初始位置控制過(guò)程中,如果給定位置指令很小,系統(tǒng)到達(dá)指定位置后,壓力還未到壓力指令值時(shí),系統(tǒng)則會(huì)始終處于位置控制模式。同樣在執(zhí)行壓力控制時(shí),如果壓力指令給定很大,壓力機(jī)下行至位置指令處,壓力并沒(méi)有到達(dá)指令值,壓力機(jī)不會(huì)繼續(xù)下壓,而一直保持在位置指令處。這種控制規(guī)則能夠避免因壓力反饋值干擾或傳感器斷線而使壓機(jī)持續(xù)下壓,保證設(shè)備安全。
2 在伺服壓力機(jī)中的實(shí)現(xiàn)
位置壓力控制為FANUC PMI-A的選項(xiàng)功能,需提前追加,功能名稱及訂購(gòu)代碼為:
(1) Multi-axes high response function(A02B-0334-R396)。
(2) Pressure and position control function(A02B-0334-R400)。
系統(tǒng)追加功能選項(xiàng)后,還需要通過(guò)硬件配置、系統(tǒng)參數(shù)、加工程序以及PMC程序來(lái)實(shí)現(xiàn)設(shè)備壓力位置控制功能。
2.1 方案設(shè)計(jì)
FANUC壓力位置控制功能用于伺服壓力機(jī)上的方案如圖2所示, 系統(tǒng)包含位置控制和壓力控制兩個(gè)負(fù)反饋控制環(huán)路,為實(shí)時(shí)監(jiān)控壓力機(jī)出力及偏載情況,在每個(gè)立柱上均布置應(yīng)變片式壓力傳感器,當(dāng)設(shè)備加壓時(shí),立柱受反作用力發(fā)生縱向拉伸,帶動(dòng)傳感器發(fā)生形變,經(jīng)變送器處理后等比例輸出0~10 V標(biāo)準(zhǔn)模擬量電壓信號(hào)。
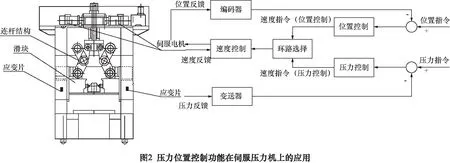
位置反饋則使用伺服電機(jī)自帶編碼器,檢測(cè)精度可以得到保證。系統(tǒng)輸出控制量為電機(jī)轉(zhuǎn)速,同時(shí)引入速度閉環(huán)提高控制精度。需同時(shí)為系統(tǒng)給定壓力和位置指令,系統(tǒng)根據(jù)節(jié)1所述控制規(guī)則選擇位置或壓力控制環(huán)路。
2.2 系統(tǒng)參數(shù)
系統(tǒng)參數(shù)主要包括功能開(kāi)啟、壓力反饋?zhàn)儞Q及偏置系數(shù)、增益調(diào)整等。主要參數(shù)設(shè)定值如表1,3 000 kN伺服壓力機(jī)通過(guò)兩臺(tái)伺服電機(jī)級(jí)聯(lián),CNC系統(tǒng)中對(duì)應(yīng)X1、X2兩個(gè)伺服軸,為扭矩串聯(lián)關(guān)系,X1為主軸、X2為從軸。
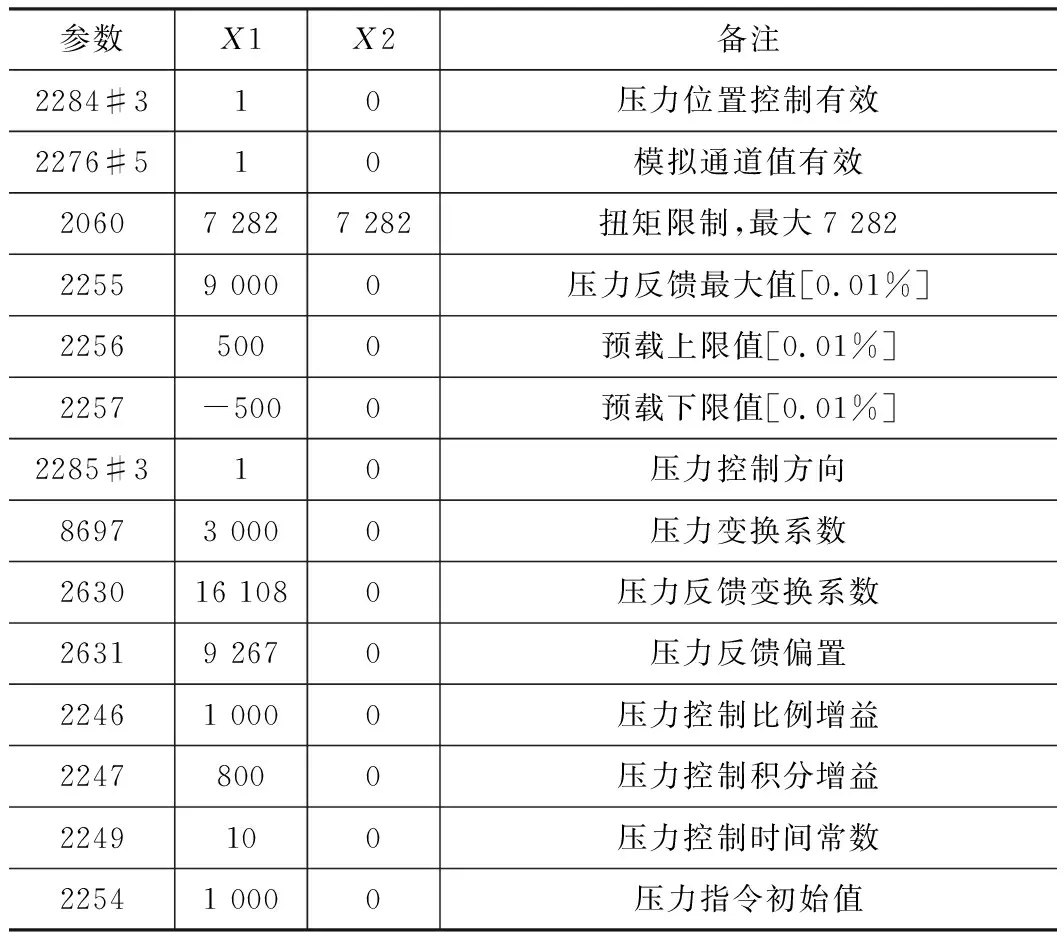
表1 系統(tǒng)參數(shù)設(shè)定
一些參數(shù)計(jì)算方法如下:
(1)參數(shù)8697=最大壓力反饋/壓力最小識(shí)別單位=3 000。
(2)參數(shù)2630=(imax-imin)×32 767/25=(19.36-7.07)×32 767/25=16 108 。
(3)參數(shù)2631=imin×32 767/25=(7.07×32 767)/25=9 267。其中imax、imin分別為壓力機(jī)最大出力和不出力時(shí)FANUC模擬量監(jiān)控模塊的輸入電流。此外,比例、積分用于提升響應(yīng)速度,同時(shí)不發(fā)生壓力超調(diào),適當(dāng)調(diào)整增益參數(shù)可以顯著縮短系統(tǒng)調(diào)整時(shí)間。
2.3 程序處理
程序處理包括PMC程序處理及G代碼加工程序。
2.3.1 PMC程序
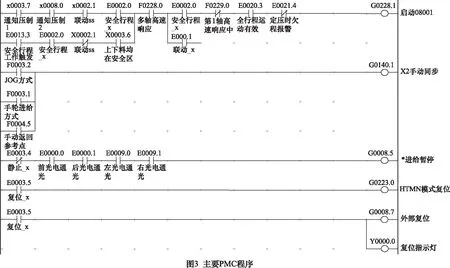
位置壓力控制功能需要以多軸高速響應(yīng)功能為基礎(chǔ),PMC主要來(lái)處理多軸高速響應(yīng)模式下的程序啟動(dòng)及復(fù)位,主要程序如圖3所示。
在FANUC CNC多軸高速響應(yīng)模式下,可以用G228~G231調(diào)用O8000~O8031共計(jì)32個(gè)主程序。本程序中, O8001為壓力機(jī)自動(dòng)運(yùn)行的主程序,圖3中,當(dāng)沖壓條件具備時(shí),通過(guò)導(dǎo)通G228.1執(zhí)行O8001,另外可以通過(guò)光電保護(hù)信號(hào)(圖3中E0.0、E0.1、E9.0、E9.1),復(fù)位信號(hào)(E3.5)暫停程序執(zhí)行,保證異常情況下的設(shè)備安全。
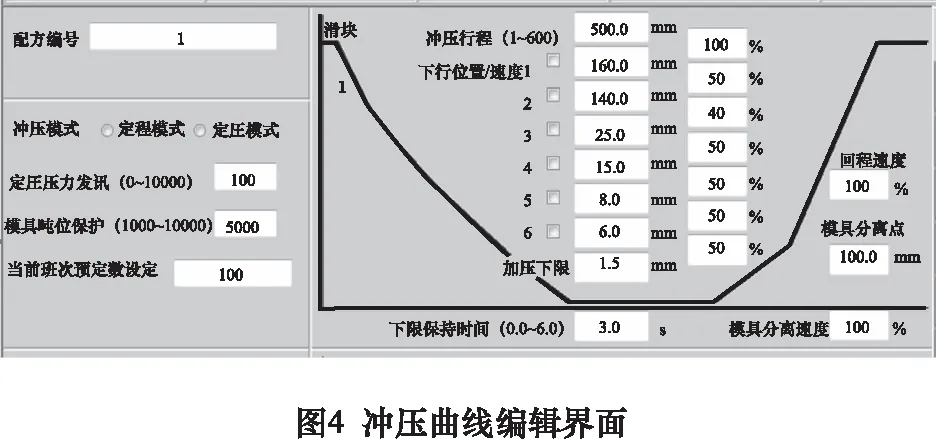
2.3.2 沖壓曲線編輯界面
如圖4所示,伺服壓力機(jī)在沖壓模式中可以選擇定程或定壓模式,完整的伺服壓力機(jī)沖壓曲線一般都有若干個(gè)點(diǎn)組成,通過(guò)設(shè)置每個(gè)點(diǎn)的位置以及兩點(diǎn)之間的速度,以實(shí)現(xiàn)沖壓曲線的柔性化,滿足不同的沖壓工藝需求。選擇定程模式,壓力機(jī)在多軸同步條件下,控制主動(dòng)軸走命令位置。選擇定壓模式,壓力機(jī)則按前述壓力位置控制規(guī)則完成沖壓過(guò)程。其中定壓壓力發(fā)訊即進(jìn)入壓力控制時(shí)的壓力最小值,模具噸位保護(hù)為壓力機(jī)最大加壓上限,壓力超過(guò)此值即報(bào)警,以保證設(shè)備安全。下限保持時(shí)間即下死點(diǎn)保壓時(shí)間。
2.3.3 NC程序
定壓模式下,相關(guān)G代碼加工程序包含位置壓力控制指令的執(zhí)行,以下程序核心部分:壓力指令為500 kN。
%O8001//自動(dòng)運(yùn)行主程序
G90
IF[#1200540EQ1]GOTO1//沖壓曲線中間點(diǎn)數(shù)
IF[#1200540EQ2]GOTO2
IF[#1200540EQ3]GOTO3
***
N1M98P9001//1個(gè)中間點(diǎn),調(diào)用O9001子程序
GOTO99
N2M98P9002
GOTO99
N3M98P9003
***
%
%O9001//壓力控制子程序
G90
G135.4X1=0P1Q100;//壓力控制功能開(kāi)啟,其中Q后指定初始?jí)毫Γ磯毫Ψ答伒?00KN時(shí)開(kāi)啟功能;
G135.5X1=0Q500;//壓力位置控制指令,位置指令為0 mm,
G135.6X1=0P#2000;//保壓指令,保壓時(shí)間值,單位為毫秒;
G01X1=1000.;//保壓完成,回初始行程位置;
G135.4X1=0P0;//關(guān)閉壓力位置控制功能;
M99
3 控制效果分析
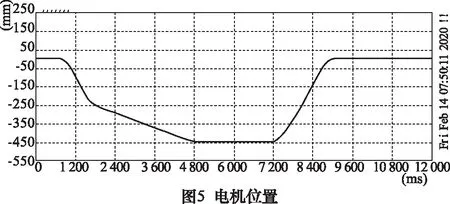
為了驗(yàn)證位置壓力控制功能的實(shí)際控制效果,在基于FANUC PMi-A CNC的3 000 kN伺服壓力機(jī)試驗(yàn)平臺(tái)上進(jìn)行驗(yàn)證。成形過(guò)程中,通過(guò)FANUC數(shù)據(jù)采集軟件Servo guide V9.0進(jìn)行運(yùn)行數(shù)據(jù)采集并分析。試驗(yàn)用伺服壓力機(jī)有效行程為600 mm,滑塊加上模重量約為 5 t,滑塊平衡壓力8 MPa,實(shí)驗(yàn)過(guò)程中數(shù)據(jù)采樣周期為 3 ms。
由圖5電機(jī)位置曲線可以看出壓力機(jī)從初始位置,向下移動(dòng)至下死點(diǎn),經(jīng)保壓過(guò)程,然后返回行程初始點(diǎn),即完成一次完整沖壓過(guò)程。
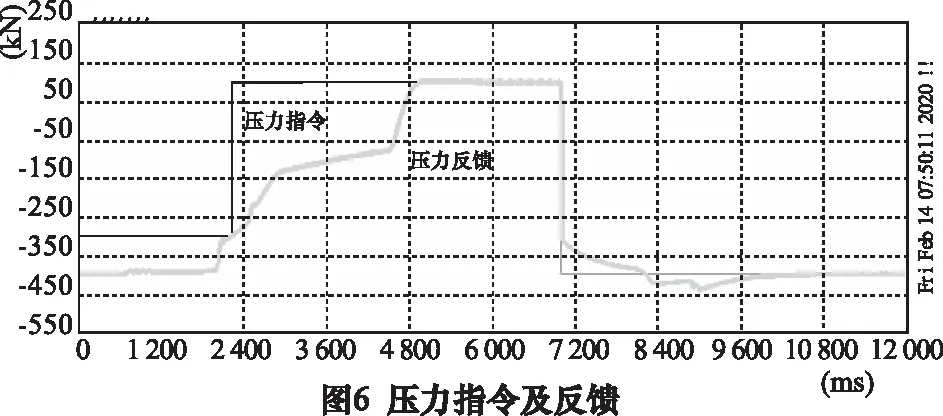
由圖6,壓力機(jī)合模及建壓之前,給定較小的初始?jí)毫χ噶?00 kN,壓力反饋沒(méi)有跟蹤壓力指令。壓力機(jī)滑塊下行,壓力反饋達(dá)到初始?jí)毫χ噶詈螅刂骗h(huán)路開(kāi)始由位置環(huán)切換為壓力環(huán),由章節(jié)2.3.3可知,G135.5給定壓力指令500 kN,反饋壓力開(kāi)始跟蹤壓力指令,當(dāng)壓力反饋值到達(dá)500 kN時(shí),進(jìn)入保壓過(guò)程,保壓結(jié)束,壓力指令變?yōu)?,壓力機(jī)按位置環(huán)控制回至初始行程點(diǎn)。
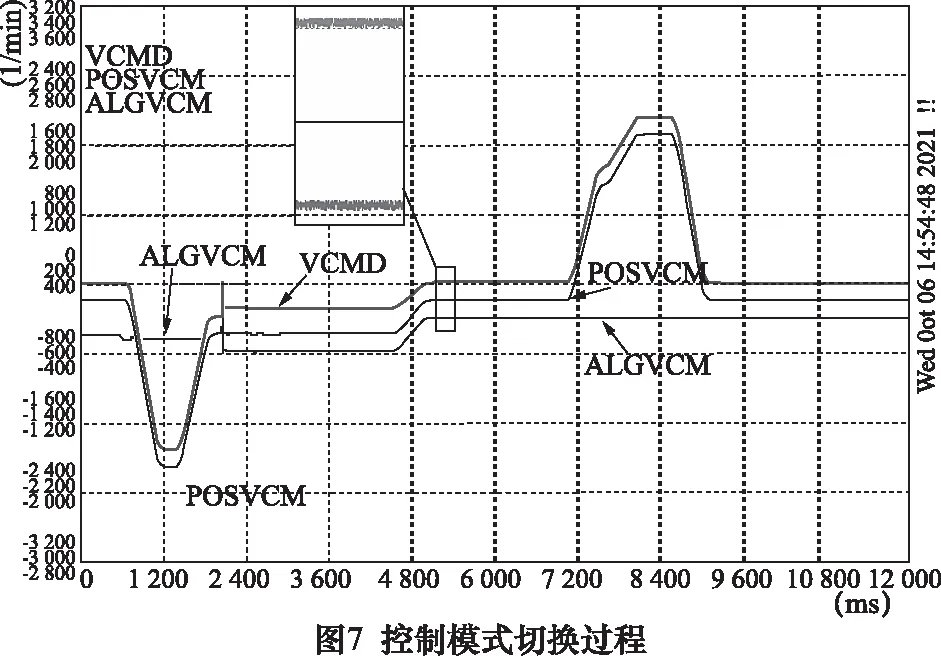
由圖2知系統(tǒng)位置及壓力的控制最終是通過(guò)伺服電機(jī)速度調(diào)整實(shí)現(xiàn),通過(guò)圖7中記錄電機(jī)速度指令曲線(VCMD)和壓力環(huán)控制量(ALGVCM)、位置控制輸出量(POSVCM)的曲線趨勢(shì),可分析系統(tǒng)位置壓力控制環(huán)路的切換過(guò)程:壓力反饋在達(dá)到初始?jí)毫χ埃琕CMD曲線跟蹤POSVCM曲線,系統(tǒng)響應(yīng)位置控制輸出量,執(zhí)行位置環(huán)控制。壓力反饋增大到初始?jí)毫χ岛螅琕CMD曲線跟蹤ALGVCM曲線,即切換為壓力環(huán)控制。保壓過(guò)程中,電機(jī)通過(guò)微動(dòng)調(diào)整以減小由于沖減件變形引起的壓力波動(dòng)。
4 結(jié)語(yǔ)
壓力機(jī)壓力和位置是衡量壓力機(jī)性能的重要指標(biāo),伺服壓力機(jī)因具有一系列優(yōu)勢(shì),應(yīng)用越來(lái)越普遍。將FANUC PMI-A CNC 作為伺服壓力機(jī)控制器,借助其壓力位置控制選項(xiàng)功能,通過(guò)相關(guān)系統(tǒng)參數(shù)配置及程序控制,可以使得伺服壓力機(jī)實(shí)現(xiàn)靈活的位置和壓力控制,這在金屬?zèng)_壓成形行業(yè)特別是對(duì)于熱成形等具有保壓需求的成形工藝中具有一定實(shí)用性。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩(shī)詞(2022年6期)2022-12-31 06:41:24
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中國(guó)科技論壇(2017年7期)2017-07-25 08:49:53
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年22期)2014-03-01 04:32:55