鍍鋅鋼件成型非金屬復合材料黑變分析及防護措施
2022-01-15 07:18:48石章靖姚金莉李俊菊
航天制造技術 2021年6期
關鍵詞:產品
石章靖 姚金莉 李俊菊
鍍鋅鋼件成型非金屬復合材料黑變分析及防護措施
石章靖 姚金莉 李俊菊
(樹脂基結構與功能材料技術湖北省工程試驗室,孝感 432100)
某含鍍鋅鋼件組件產品在成型非金屬復合材料時,鋼件外露部分發生黑變現象。通過對黑變原因進行理論分析及試驗驗證, 得出在高溫和水存在的環境下,鍍鋅鈍化層中的Cr6+和甲醛及水反應,生成Cr3+(H2O)6水合鉻離子,使產品表觀呈現黑色。采用鋁基膠帶及亞敏膠帶等使產品隔絕外界氣體,避免鍍鋅鋼件發生反應,并通過試驗驗證。為類似鍍鋅鋼件組件在成型非金屬復合材料時避免黑變提供了一種理論分析方向及防護保障措施。
鍍鋅鋼件;黑變;防護措施
1 引言
鋼件通過鍍鋅實現防銹,鍍鋅鋼件被鉚接在鋁合金殼體上進行玻璃鋼等防熱材料的成型,在航天產品生產中被普遍采用。因此,探討鍍鋅鋼件發生黑變的原因及防護措施,對保障產品的防銹性能,保證產品生產、使用和貯存壽命的質量具有非常重要的意義。
國內外科研院所權威資料表明,電鍍鋅鋼件表面生成一層連續且略帶金屬光澤的黑色或茶褐色膜層的現象即為電鍍鋅鋼件的黑變現象。它嚴重影響了產品的外觀,降低了與涂漆層的結合力[1]。
結合某產品生產過程中鍍鋅鋼件發生黑變現象,分析認為黑變是由于鍍鋅鈍化層中存在的鉻分子在防熱層固化中發生氧化而成,通過采取防、隔措施對產品進行防護,保證密封,防止發生化學反應,達到鍍鋅鋼件組件產品在經過非金屬復合材料成型固化過程的高溫條件下鍍鋅層依然滿足設計技術條件要求。
2 黑變原因分析
2.1 產品工藝流程
鋼件產品在完成機械加工后進行鍍鋅表面處理,采用鉚接方式與鋁合金金屬殼體合成殼體組件。殼體組件防熱層成型工藝流程為:堵孔→鋼件保護→貼膠膜→裝夾→纏繞→固化→切斷、外形加工→刷膠。成型后正常件與黑變件結構示意見圖1。
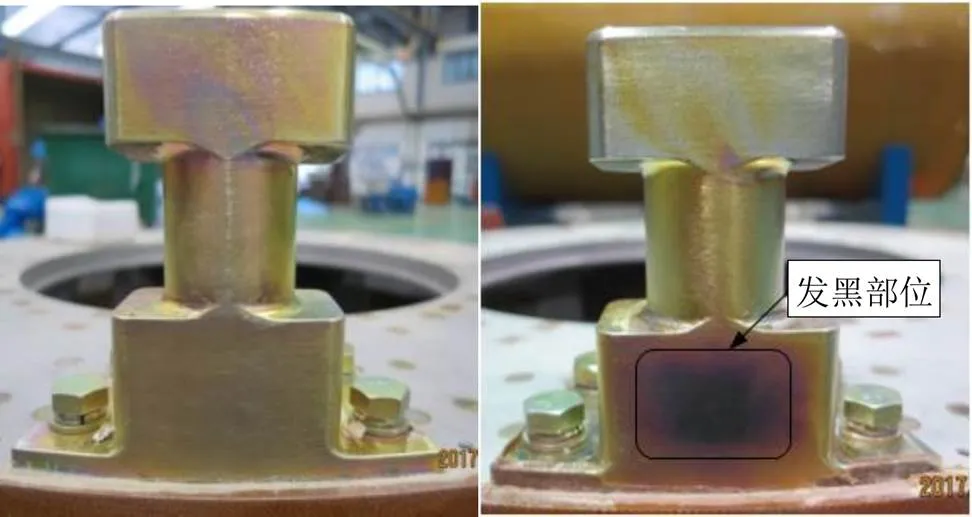
圖1 鍍鋅鋼件正常與黑變對比
2.2 原因分析
鋼件技術狀態中表面處理為鍍鋅鈍化。其鈍化工藝采用鉻鹽+濃酸鈍化液,形成厚約7μm,成分復雜的彩色鈍化層(Cr6+、Cr3+、Zn、O、H及微量雜質Cu、Fe等),后經冷水、熱水多道泡、沖洗工序去除酸等殘留物。后續進行無堿玻璃纖維布/酚醛樹脂復合材料防熱層的纏繞和固化,在高溫155℃固化過程中復合材料會釋放出大量氣體小分子,主要為水和甲醛。由于Cr6+具有很強的氧化性,在通常環境下可緩慢氧化為Cr3+且甲醛具有一定的還原性,在155℃高溫和水存在的特殊環境下,Cr6+和甲醛發生氧化-還原反應,生成大量的Cr3+。Cr3+與水發生水合反應,最終生成Cr3+(H2O)6水合鉻離子,呈藍紫色。用放大鏡觀察表面黑色物質,發現其放大后呈藍紫色,與分析相吻合。
2.3 試驗驗證
2.3.1 試驗分析驗證
模擬鍍鋅鋼件試驗件在有水分子氣體冷凝和預浸布樹脂固化釋放小分子氣體的環境下,顏色變化情況如下:
a. 如圖2所示,在鐵盒內裝滿預浸布和少量酚醛樹脂,置于油浴鍋內加熱。模擬在155℃的高溫環境,預浸布和酚醛樹脂發生固化反應,釋放小分子氣體;
b. 三口蒸餾瓶中裝入水放入水浴鍋中加熱,通過導管將水蒸氣導入鐵盒中,模擬試驗件表面水冷凝環境;
c. 試驗件放置在鐵盒之上,模擬其表面直接與水和預浸布樹脂固化釋放小分子氣體接觸。
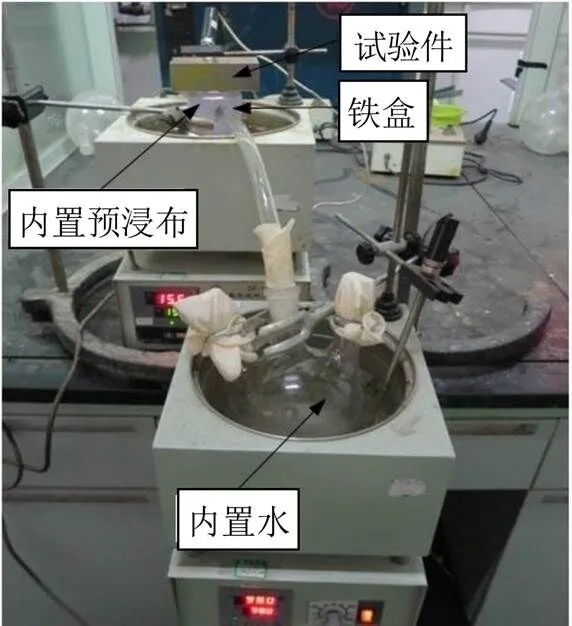
圖2 試驗分析驗證操作示意圖
如圖3所示,試驗件中間圓圈熏蒸位置顏色呈藍紫色,同四周顏色對比明顯加深。

圖3 限位塊試驗件試驗結果示意圖
2.3.2 試驗防護驗證
模擬鍍鋅鋼件試驗件在有水分子氣體冷凝和預浸布樹脂固化釋放小分子氣體的環境下,將鋼件一半防護,另一半不防護,通過升溫觀察產品顏色的變化情況。
a. 如圖4所示,防護部分采用抹布蘸聚脲基潤滑脂在試驗件上擦拭薄薄的一層,然后依次貼一層鋁基膠帶+壓敏膠帶+膠膜+鋁基膠帶+透明膠帶,要求鋪放時與上一層接觸表面平整無褶皺。
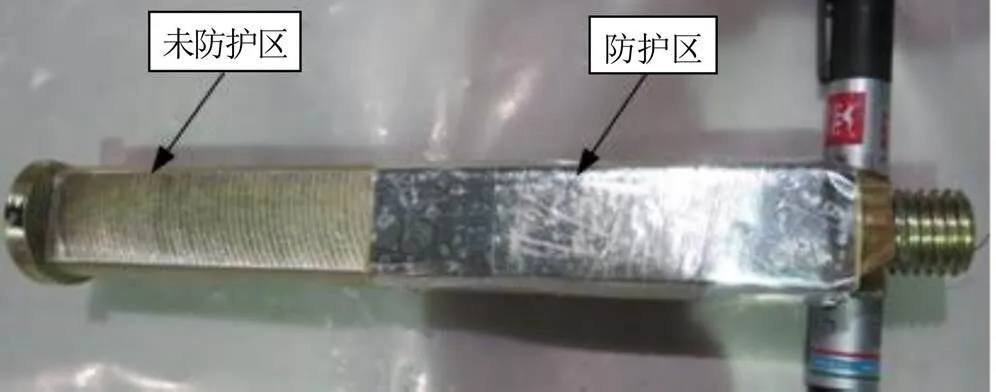
圖4 試驗防護驗證示意圖
b. 如圖5所示,在1L燒杯中倒入少量水,用2只鐵盒裝大約700ml樹脂放入燒杯中,將試驗件放置在燒杯上,置于真空烘箱進行試驗(真空度0.1MPa,溫度在200℃以下)。

圖5 試驗件熏蒸放置示意圖
c. 真空度和固化制度按照玻璃鋼成型工藝文件執行,保持真空壓力為(-0.08±0.01)MPa(表壓)范圍之內;固化條件為30℃(升溫3h)→90℃(保溫1h,升溫1.5h)→120℃(保溫2h,升溫2h)→155℃(保溫2h),隨爐降溫至不高于30℃時出爐。
如圖6所示,發現防護區域顏色基本無變化,空白對比的未防護區域,試驗件表面顏色加深(藍紫色顏色增多)。
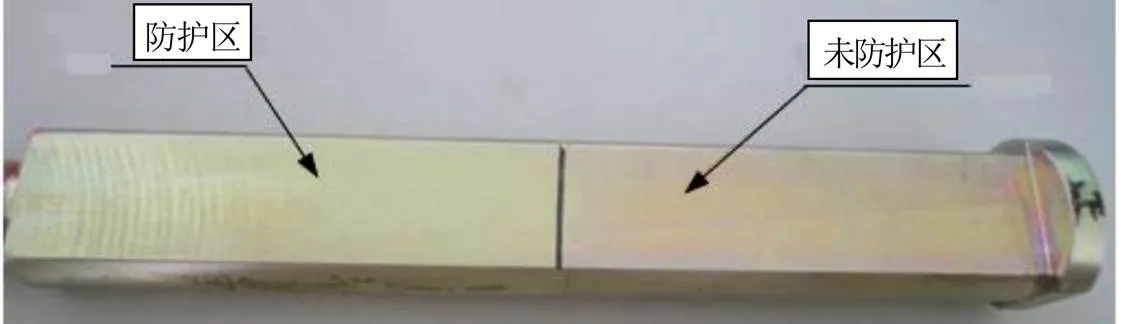
圖6 限位塊試驗件防護結果示意圖
2.3.3 試驗結論
a. 在高溫環境下,鍍鋅鈍化層和玻璃鋼防熱層固化釋放出的氣體分子發生了化學反應,在水凝結的條件下導致變色;
b. 通過聚脲基潤滑脂等防護與未防護對比,聚脲基潤滑脂能夠起到防護效果,采用聚脲基潤滑脂作為主要防、隔物質是可行的。
3 解決方案
3.1 防護方案
基于以上原因分析及試驗驗證,產品“防、隔”的措施示意見圖7,具體步驟如下:
a. 用抹布蘸聚脲基潤滑脂擦拭鍍鋅鋼件產品,然后貼一層鋁基膠帶,保證其與鋼件接觸表面平整無褶皺;
b. 在鋼件整個表面貼一層壓敏膠帶進行防護,保證其與鋼件接觸表面平整無褶皺;
c. 對產品殼體組件貼膠膜。保證鋼件部分膠膜搭接在壓敏膠帶上,膠膜覆蓋整個鋼件根部,平整且粘貼牢固;
d. 在膠膜上粘貼一層鋁基膠帶,防止后續機械加工時鋼件被切傷;
e. 用透明膠帶貼在鋁基膠帶表面,確保鋁基膠帶在后續工序和周轉中不脫落。
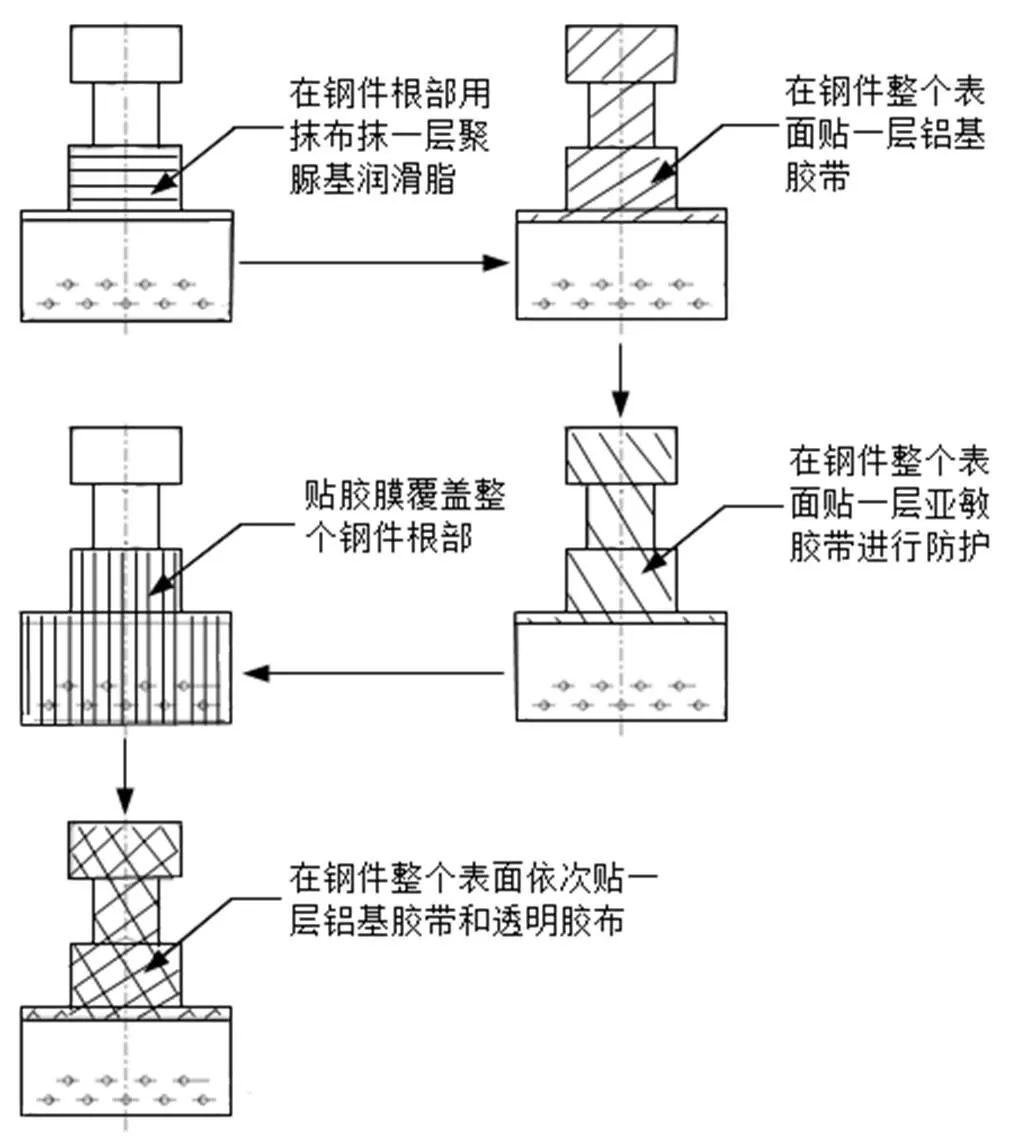
圖7 鍍鋅鋼件防護示意圖
3.2 方案驗證
通過圖8可以發現,在鍍鋅鋼件表面抹耐高溫潤滑脂等可以有效防止其在玻璃鋼成型時外露部分不發生黑變現象。
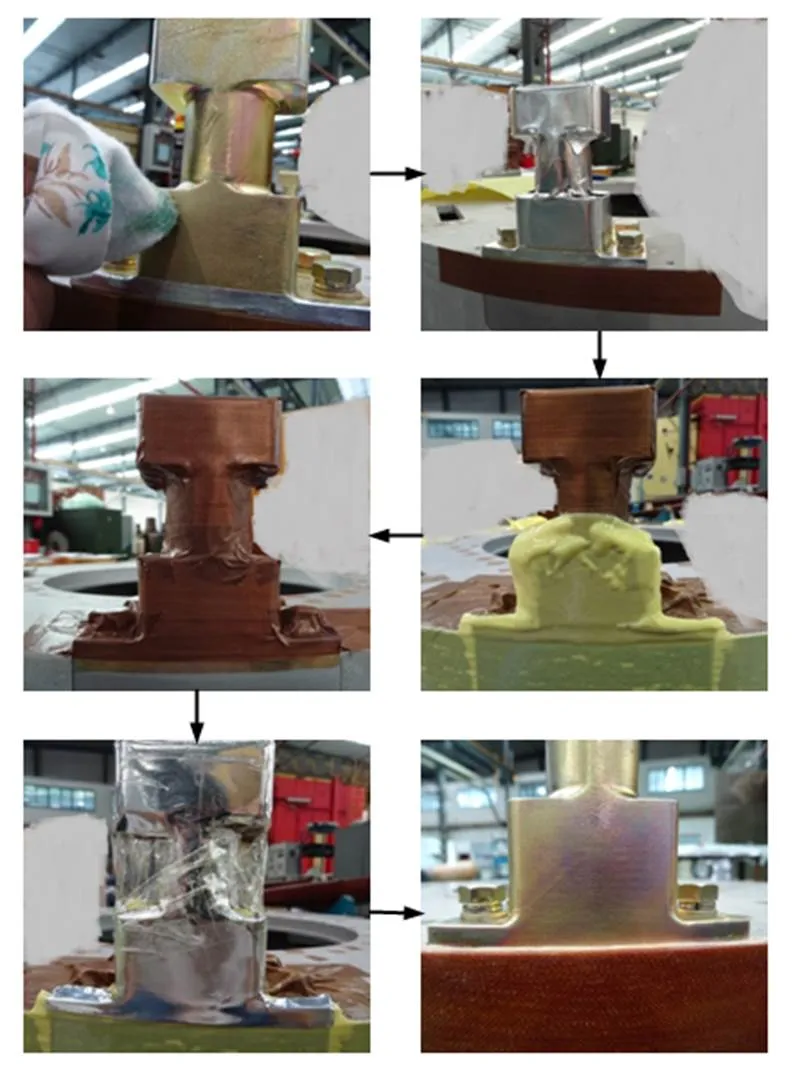
圖8 驗證產品防護示意圖
4 結束語
黑變是由于溫度和壓力作用促使鍍鋅鈍化層與防熱層固化中釋放的氣體及水在相對密閉的狹窄的高溫空間內發生化學反應所致。分析黑變發生的原因并通過了試板試驗進行驗證,基于試驗結果提出了針對黑變產品的具體防護措施,在后續產品的生產實踐中,證明措施有效。本文為航天產品鍍鋅鋼件非金屬防熱材料成型時防止其外露部分發生黑變提供了實踐指導借鑒作用。
1 李前會. 鍍鋅鋼件黑變機理及過程控制措施[J]. 福建質量管理,2007(8):56~57
2 李寧,周德瑞,黎德育. 電鍍鋅鋼板的黑變機理[J]. 中國有色金屬學報,2000,10(4):584~586
3 李寧. 電鍍鋅鋼板黑變膜的組成及影響因素[J]. 材料保護,1998,31(11):3~4
4 關少康. 鈍化處理后熱鍍鋅板折邊發黑的原因分析及解決方法[J].山西冶金,2021,2021(2):7~9
5 任艷萍,陳錦虹. 鍍鋅層三價鉻鈍化膜腐蝕行為的研究[J]. 材料保護,2007,40(2):7~10
Analysis of Blackening of Galvanized Steel in Forming Non-metallic Composite and Protective Measures
Shi Zhangjing Yao Jinli Li Junju
(Hubei Provincial Engineering Laboratory of Resin Based Structure and Functional Materials Technology,Xiaogan 432100)
In the process of forming non-metallic composite material, the exposed part of a galvanized steel component was blackened. Through theoretical analysis and experimental verification of the cause of blackening, it is concluded that in the environment of high temperature and water, formaldehydeand Cr6+in the zinc passivation layer react with water to produce Cr3+(H2O)6hydrated chromium ion, which makes the product appear black. In this paper, aluminum base adhesive tape and imin adhesive tape are used to insulate the product from the outside gas to avoid the reaction of galvanized steel and it is verified by experiment. This paper provides a theoretical analysis direction and protective measures to avoid blackening of similar galvanized steel components in forming non-metallic composite materials.
galvanized steel;blackening;protective measures

TB332
A
石章靖(1988),碩士,機械制造及其自動化專業;研究方向:先進制造技術。
2019-05-17
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
